Навигация
Подготовка контактных элементов к соединению
31087
знаков
0
таблиц
5
изображений
1.2 Подготовка контактных элементов к соединению
Подготовку проводников к контактному соединению проводят в зависимости от его способа выполнения.
При оконцевании или соединении секторных или сегментных жил их скругляют специальным инструментом или с помощью пассатижей: тогда жила может легко войти в полость трубчатой части наконечника или гильзу. Подготовка контактных концов плоских проводников под сварку включает рихтовку и обработку их кромок.
Подготовка плоских проводников для соединения болтами включает рихтовку, а при наличии вмятин, раковин или неровностей — фрезерование, а также сверление отверстий под болты.
Для обеспечения металлического контакта между соединяемыми проводниками их контактные поверхности предварительно очищают от всякого рода пленок.
Для этого применяют смывание, химическое растворение, механическую очистку. Часто эти способы используют совместно. Особенно эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки контактных поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения. Наиболее простой способ очистки контактных поверхностей — механический (с помощью стальных щеток или щеток из кардоленты). Контактные поверхности алюминиевых проводников очищают особо тщательно, нанеся предварительно слой технического вазелина или других защитных смазок для исключения повторного окисления поверхностей. Очистку внутренних контактных поверхностей алюминиевых овальных или трубчатых соединителей производят под слоем смазки с помощью специальных щеток. На хвостовик щетки навинчивается рукоятка нужных размеров. На специализированных заготовительных участках для очистки контактных поверхностей применяют вращающиеся металлические щетки.
Контактные поверхности, покрытые масляными пленками, предварительно обезжиривают растворителями и лишь затем очищают механическим способом до металлического блеска. После очистки контактных поверхностей от различного рода пленок для предотвращения их повторного загрязнения (окисления) соединяемые поверхности защищают. Вид защиты выбирают в зависимости от способа выполнения контактных соединений, материалов контактных элементов и условий эксплуатации соединений. При контактной сварке или пайке поверхности соединяемых элементов защищают от окисления флюсами, а если же применяют соединение болтами, опрессовкой или скруткой, то контактными смазками. Защитные контактные смазки (пасты) должны иметь высокую адгезию, обладать относительно высокой температурой каплепадения, быть химически нейтральными и стабильными во времени, эластичными. Смазки на контактные поверхности наносят тонким слоем. В качестве защитных контактных смазок и паст используются конденсаторный вазелин, смазка ЦИАТИМ-221, кварцевазелиновая паста и др.
1.3 Соединение и оконцевание проводов опрессовкой
Опрессовка — это соединение жилы с наконечником (гильзой) за счет их совместной деформации с помощью формообразующего инструмента (пуансонов и матриц). Опрессовка бывает объемная, местным вдавливанием и объемная с местным вдавливанием. В отечественной практике для опрессовки используют инструменты типов УНИ, УСА, шестигранник, шестигранник с местным вдавливанием, НИОМ и др. Опрессовкой выполняют контактные соединения медных, алюминиевых и сталеалюминиевых проводов. При выполнении соединений алюминиевых и сталеалюминиевых проводов рекомендуется использовать кварцевазели-новую пасту, а при соединении медных проводов — технический вазелин. При оконцевании однопроволочных алюминиевых жил кабелей до недавнего времени применялись в основном наконечники, в настоящее же время получили развитие два метода безарматурного оконцевания: непосредственное формование с помощью пиротехнического инструмента из концов однопроволочных жил наконечников и изгибание специальным инструментом конца однопроволочной жилы в кольцо. Второй метод — более прогрессивный и безопасный. Он должен найти широкое применение в практике.
Соединение и оконцевание опрессовкой изолированных проводов сечением 1,5—35 мм² выполняется в гильзах типа ГАО, Т и ГМ одним или двумя вдавливаниями с помощью пресс-клещей типа ПК-1мУ1 или ПК-ЗУ 1. В гильзу ГАО вводят жилы с одного или с двух концов. Гильзы для ввода проводов с двух сторон имеют удвоенную длину и спрессовываются в двух местах. Выбор гильз для выполнения того или иного соединения зависит от общего сечения соединяемых проводов.
Если сечение соединяемых проводов меньше сечения трубчатой части гильзы, то ее заполняют дополнительной жилой.
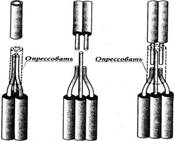
Рис.1.3.1 Технология соединения проводов в гильзах ГАО опрессовкой.
1.4 Соединение и оконцевание проводов сваркой
Технология сварки контактных соединений характеризуется способом проведения и положением свариваемых элементов. В зависимости от положения свариваемых элементов по отношению друг к другу соединения бывают внахлест, по торцам и встык.
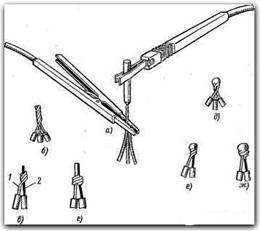
Рис.1.4.1 Сварка жил угольным электродом:
а - сварка жил, б - алюминиевые жилы, подготовленные к соединению,
в, г - алюминиевая жила с медной, подготовленные к соединению,
д - сварное соединение алюминиевых жил, е, ж - сварные соединения алюминиевой жилы с медной.
Алюминий по сравнению с медью быстрее вступает в реакцию с кислородом. На поверхности свариваемых алюминиевых деталей всегда имеется оксидная пленка; даже после удаления ее механическим или химическим способом она вновь образуется за десятые доли секунды.
Эта тонкая и прочная пленка весьма тугоплавка. При сварке алюминия и его сплавов возможно образование пористости в шве, поскольку при взаимодействии расплавленного алюминия с парами воды выделяется атомарный водород, который при рекристаллизации не успевает раствориться.
Алюминий и его сплавы характеризуются малым интервалом температур, при которых металл или сплав находятся в пластичном состоянии перед расплавлением; при нагревании он не изменяет цвета, и в связи с этим затрудняется контроль степени нагрева и расплавления металла. В нагретом состоянии металл обладает хрупкостью, а в расплавленном состоянии — жидкотекучестью.
Для повышения качества контактных соединений медных и алюминиевых проводников необходимо принимать меры по защите сварочной ванны от проникновения в нее вредных веществ.
Похожие работы

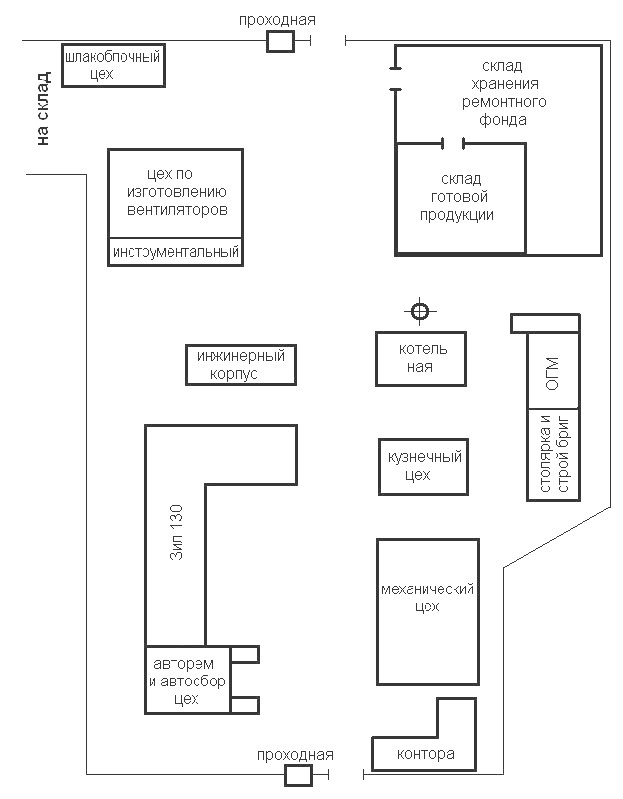
... Отдел маркетинга Отдел кадров Медпункт механический Автотранспортный План территории Старобельского механического завода 2. Годовая программа цеха В Луганской области 19 административных районов, в которых было 330 колхозов и совхозов, как минимум в каждом хозяйстве было 2 токарных и 2 сверлильных станка, один из которых настольный. В каждом районе имелось РТПВ ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... оптимальные варианты оснащения офиса коммерческой компании комплектом оборудования, достаточным для решения поставленной задачи Глава 1. 1.1 Постановка задачи. Целью данного дипломного проекта является разработка системы управления работой коммерческой компании. Исходя из современных требований, предъявляемых к качеству работы управленческого звена коммерческой компании, нельзя не отметить, что ...
... комиссии с участием представителя госнадзора и им выдаются удостоверения. Повышение рабочими уровня знаний по безопасности труда осуществляется на курсах повышения квалификации, ее сдачей экзаменов. 136. Виды инструктажа, регистрация инструктажа. Инструктаж работающих подразделяется на: 1. вводный 2. первичный на рабочем месте 3. повторный 4. внеплановый 5. целевой Все ...
0 комментариев