Расчётно-технологическая часть
Выбор и корректирование исходных нормативов по техническому обслуживанию и ремонту
Определение проектного коэффициента технической готовности и коэффициента выпуска
Определение трудоёмкости ТО, ТР и количества основных и вспомогательных рабочих
Определение количества постов и линий ТО и ТР
Подбор технологического оборудования для моторного участка
Организационная часть
Организация технологического процесса ремонта агрегатов
Расчет освещения
Техника безопасности
Навигация
Организация технологического процесса ремонта агрегатов
Организация работы участка по техническому обслуживанию и ремонту автомобилей
59806
знаков
15
таблиц
5
изображений
3.2 Организация технологического процесса ремонта агрегатов
Текущий ремонт агрегатов, узлов выполняется в том случае, когда невозможно восстановить их эксплуатационные показатели регулировочными работами. Общая схема технологического процесса текущего ремонта приведена на рисунке 3.3.
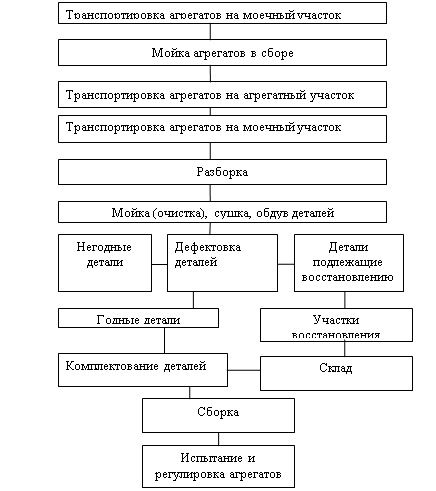
Рисунок 3.3– Схема технологического процесса текущего ремонта агрегатов
Для успешного и качественного выполнения ремонта и в целях сокращения трудовых затрат текущий ремонт агрегатов и узлов проводится в специализированных цехах, оснащенных современным и высокоэффективным оборудованием, подъемно-транспортными механизмами, приборами, приспособлениями и инструментом. Все работы по текущему ремонту агрегатов, узлов и деталей должны выполняться в строгом соответствии с техническими условиями.
Качество ремонта зависит от уровня выполнения всех работ, начиная с мойки и разборки и заканчивая испытанием собранного агрегата и узла.
Одним из основных условий качественного ремонта является аккуратная и правильная разборка, обеспечивающая сохранность и комплектность необезличиваемых деталей.
Агрегаты и узлы, поступающие на разборку, должны быть очищены от грязи и вымыты.
Каждая операция разборки должна выполняться инструментами и приспособлениями, предусмотренными технологическим процессом, на специальных стендах и верстаках.
После разборки детали агрегатов, узлов рекомендуется промывать в моечной установке (мелкие детали укладывают в сетчатые корзины) специальными моющими растворами при температуре 60-80°С и в ванне для мойки деталей холодным способом с помощью растворителей (керосин, дизельное топливо).
Очистка деталей от нагара, накипи, грязи и т.п. производится механическим способом (металлическими щетками, скребками), или физико-химическим воздействием на поверхность деталей.
Масляные каналы промываются керосином, прочищаются ершами и продуваются сжатым воздухом.
Сушка деталей после мойки производится обдувом сжатым воздухом.
Для обтирки деталей рекомендуется применять салфетки.
После мойки и чистки детали контролируют и сортируют. Контроль деталей производится для определения технического состояния и сортировки их в соответствии с техническими условиями на годные, требующие восстановления и подлежащие замене.
К годным относятся детали, износ которых лежит в пределах допустимых величин; детали, износ которых выше допустимого, но могут быть использованы после восстановления. В утиль отсортировывается детали, непригодные для использования вследствие полного их износа или серьезных дефектов.
При контроле и сортировке необходимо не обезличивать годные к эксплуатации сопрягаемые детали.
Контроль деталей производится наружным осмотром для выявления явно выраженных дефектов и с помощью специальных приборов, приспособлений и инструментов, которые позволяют обнаружить скрытые дефекты.
Перед сборкой агрегаты и узлы комплектуются деталями, прошедшими процесс дефектовки и признанными годными для дальнейшей эксплуатации, а также восстановленными или новыми.
Детали, поступающие на сборку, должны быть чистыми и сухими, следы коррозии и окалина не допускаются. Антикоррозийное покрытие должно быть удалено непосредственно перед установкой на двигатель.
К сборке не допускаются:
-крепежные детали нестандартного размера;
-гайки, болты, шпильки с забитой и сорванной резьбой;
-болты и гайки с изношенными гранями, винты с забитыми или с сорванными прорезями головок;
-стопорные шайбы и пластины, шплинты, вязальная проволока, бывшие в употреблении.
Детали, имеющие в сопряжении переходные и прессовые посадки, должны собираться при помощи специальных оправок и приспособлений.
Подшипники качения должны напрессовываться на валы и запрессовываться в гнезда специальными оправками, обеспечивающими передачу усилия при напрессовке на вал через внутреннее кольцо, при запрессовке в гнездо - через наружное кольцо подшипника.
Перед напрессовкой деталей посадочные поверхности тщательно протирают, а рабочую поверхность сальников и посадочные поверхности вала и гнезда смазывают тонким слоем смазки ЦИАТИМ-201 ГОСТ 6257-74.
Установка сальников должна производиться только с помощью специальных оправок; а установку сальника на вал выполнять с применением оправок, имеющих плавную заходную часть и чистоту поверхности не ниже чистоты вала.
Перед запрессовкой сальник с резиновыми манжетами во избежание повреждения смазывают солидолом, посадочную поверхность детали под сальник для герметичности смазывают тонким слоем сурика, белил или неразбавленного гидролака.
Прокладки при сборке должны быть чистыми, гладкими и плотно прилегать к сопрягаемым поверхностям; выступание прокладок за периметр сопрягаемых поверхностей не допускается.
Картонные прокладки для удобства сборки разрешается ставить с применением консистентных смазок.
Не допускается перекрытие прокладками масляных, водяных и воздушных каналов. Заданный момент затяжки резьбовых соединений обеспечивается применением динамометрических ключей. Все болтовые соединения затягивают в два приема (предварительная и окончательная затяжка) равномерно по периметру (если нет особых указаний о порядке затяжки).
Сборочные работы необходимо проводить в соответствии с техническими условиями на сборку. Пример выполнения операций сборки приведен в технологической карте на сборку двигателя (Приложение А).
Каждый агрегат после сборки должен пройти испытание на работоспособность под нагрузкой, проверку герметичности соединений, соответствие эксплуатационных параметров техническим условиям завода-изготовителя.
Для приработки и испытания агрегатов следует применять специальные стенды. Качество приработки деталей оценивают по результатам контрольного осмотра.
В процессе испытания агрегатов или узлов или после него необходимо произвести регулировочные и контрольные работы с целью доведения до оптимального режима работы, достижения требуемых структурных параметров (зазоры в сопрягаемых деталях, межцентровые расстояния, прогибы, смещения, линейные размеры, состояние поверхностей сопрягаемых деталей и т.д.).
Контроль качества текущего ремонта агрегата, узла производится ответственным лицом за ремонт и представителем отдела технического контроля. В процессе приемки обращается внимание на соответствие сборки техническим условиям и выходным параметрам работы агрегата, указанным в технических условиях завода-изготовителя.
Похожие работы
... трудовой деятельности. Настоящий закон распространяется на работников автотранспортных организаций (АТП), автотранспортных цехов, участков иных организаций, предоставляющих услуги по техническому обслуживанию, ремонту и проверке технического состояния автотранспортных средств (станции технического обслуживания, авторемонтные и шиноремонтные организации, гаражи, стоянки и т.п.), а также на ...



... количество рабочих одновременно работающих на посту Определяем количество универсальных постов ТО Хп= Тп =93,5 = 9,5, округляем =9 постов Rпр 9,8 Расчет площади участка по ремонту подвески автомобиля ГАЗ-3110 По площади занимаемой оборудованием Fц =fоб *Кп = 10,75 *1,6= 17,2 м2 fоб - площадь занимаемая оборудованием Кп - коэффициент плотности Кп=1,6 3. Организационная часть ...
... ТО2)=6 обслуживаний ТРс=3 обслуживаниям Таким образом, количество технических обслуживаний в сутки составляет: ТО1-21 обслуживание ТО2-6 обслуживаний ТР‑3 обслуживания ЕО‑900 обслуживаний Расчет программы технических обслуживаний и ремонта автомобилей и их работ Прежде чем приступить к расчету определения нормативов трудоемкости технических обслуживаний и ремонта подвижного ...
... ), км При проведении реконструкции в зоне ТР необходимо рассчитывать затраты на запасные части и ремонтные материалы по формулам Сзч = , где Нзч – норма затрат на запасные части на 1000 км пробега, руб. (справочно); Ст – удельный вес трудоемкости ремонта автомобиля на заданном участке в общем объеме ТР (справочно). Затраты на ремонтные материалы См = , где Нм – норма затрат на ...
0 комментариев