Навигация
Магнитный метод контроля. Техника и методика проведения
27306
знаков
0
таблиц
9
изображений
4. Магнитный метод контроля. Техника и методика проведения.
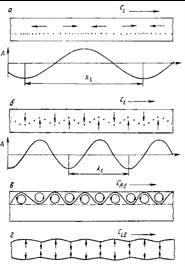
Для контроля дефектов сварных соединений ферромагнитных изделий все более широко используют магнитные методы неразрушающего контроля. Они основаны на индикации и анализе магнитных полей рассеяния, возникающих в местах нарушения сплошности ферромагнитного сварного шва при воздействии на него магнитного поля. Изменение напряженности магнитного поля в месте дефекта регистрируется с помощью ферромагнитного порошка при магннтопорошковом способе контроля, магнитной пленки при магнитографическом способе и феррозонда или индукционной катушки соответственно при феррозондовом и индукционном способах контроля.
Магнитопорошковый способ контроля
При магнитопорошковом способе контроля для намагничивания изделий применяют постоянный, переменный, полупериодный выпрямленный и импульсный токи. Контроль проводят в приложенном поле в режиме остаточной намагниченности. Дефекты обнаруживаются наилучшим образом, когда направление намагничивания контролируемого участка перпендикулярно направлению дефекта.
Для создания оптимальных условий контроля применяют три способа намагничивания: циркулярное, полюсное и комбинированное.
Циркулярное намагничивание осуществляют путем пропускания тока по контролируемой детали или через проводник (стержень), помешенный внутри полой детали. Наиболее эффективно циркулярное намагничивание для деталей, имеющих форму тела вращения, например труб.
Полюсное намагничивание осуществляю! с помощью электромагнитов (постоянных магнитов) или соленоидов; оно может быть продольным, когда участок сварного шва намагничивается вдоль своего наибольшего размера, а также поперечным, когда сварной шов намагничивается в поперечном направлении.
Комбинированное намагничивание объединяет различные виды полюсного намагничивания, а также циркулярное.
Составной частью технологии магнитного контроля является размагничивание деталей. Применяют два основных способа размагничивания деталей. Первый — это нагрев детали до температуры Кюри, при которой ферримагнитные свойства материала пропадают. В связи с тем, что нагрев может изменять механические свойства материала, указанный способ размагничивания используют редко. Второй способ заключается в размагничивании переменным магнитным полем с амплитудой, равномерно уменьшающейся от некоторой максимальной величины до нуля. В зависимости от материала размагничиваемого изделия, его размеров и формы применяют переменные поля различных частот от долей герц до 50 Гц.
Чем больше магнитная проницаемость материала и толщина детали (стенка детали), тем ниже должна быть частота размагничивающего переменного магнитного поля. За начальную амплитуду размагничивающего поля, как правило, принимают амплитуду намагничивающего поля. Для большинства материалов число размагничивающих периодов должно быть порядка 40—50.

Магнитопорошковый способ контроля позволяет обнаруживать поверхностные и подповерхностные дефекты типа волосовин, трещин, расслоений, непроваров, надрывов и т. п. Подповерхностные дефекты на глубине примерно до 100 мкм могут быть обнаружены практически при такой же высокой чувствительности, что и поверхностные дефекты. На расстоянии от поверхности более 2—3 ми могут быть обнаружены только относительно грубые дефекты. Магнитопорошковый' контроль по сравнению с другими магнитными методами контроля является более универсальным и пригоден для деталей практически любых форм и размеров. Чувствительность метода, определяемая минимальными размерами обнаруживаемых дефектов, зависит от многих факторов, таких как магнитные характеристики материала контролируемой детали, ее формы и размеров, характера (типа) выявляемых дефектов, шероховатости обработанной поверхности детали, режима контроля, свойства применяемого магнитного порошка, условий нанесения суспензии, освещенности осматриваемого участка детали и т. д.
Контроль магнитопорошковым методом состоит из следующих операции: подготовки детали к контролю, намагничивания детали, нанесения на деталь магнитного порошка или суспензии, осмотра детали для выявления дефектов, разбраковки и размагничивания.
Подготовка детали к контролю заключается в очистке поверхности детали от отслаивающейся ржавчины, грязи, а также от смазки и масел, если контроль осуществляют с помощью водной суспензии или сухого порошка. Если поверхность детали темная и черный магнитный порошок на ней плохо виден, то деталь иногда покрывают просвечивающимся тонким слоем белой краски (обычно нитролаком), после чего видимость отложений порошка на дефектах значительно улучшается. Постоянный ток наиболее удобен для выявления внутренних дефектов. Увеличение глубины промагничпвания при использовании импульсного тока достигается путем повторного (трех-пятикратного) намагничивания импульсами одного направления. Закалочные трещины при магнитопорошковом способе контроля могут быть обнаружены при заниженных режимах контроля или даже способом остаточной намагниченности на материалах с низкой остаточной индукцией. Поры и другие точечные дефекты выявляются в виде коротких полосок порошка, направление которых перпендикулярно направлению намагничивания.
Дефекты с большим отношением глубины к раскрытию могут быть обнаружены при меньших намагничивающих полях и способом остаточной намагниченности. Подповерхностные дефекты дают менее четкое отложение валика порошка и, как правило, могут быть обнаружены только способом приложенного поля. Трудности различения дефектов магнитопорошковым методом связаны с возможностью перебраковки из-за отложений порошка в местах с магнитной структурной неоднородностью.
Магнитографический способ контроля
Физическая сущность магнитографического метода контроля заключается в на магничивании контролируемого участка сварного шва с одновременной записью магнитных полей рассеяния дефектов на магнитную ленту, накладываемую на участке контроля, и последующем воспроизведении и расшифровке записанных на ленту тангенциальных составляющих магнитных полей.
Источником информации является электрический сигнал магнитной головки, считывающей запись магнитной ленты, который наблюдается и анализируется на экране электронно-лучевой трубки дефектоскопа.
Магнитные ленты, используемые для магнитографического контроля, имеют сравнительно большую ширину, эластичность, а также хорошие магнитные свойства, обеспечивающие получение максимального уровня записи и воспроизведения полей дефектов при достаточно широком температурном диапазоне (от +50 до —40° С). Они состоят из слоя магнитного порошка, растворенного в лаке, и немагнитной основы, изготовляемой из анетилцеллюлозы, полиьинилхлорида, полиэфиров или лавсана. Магнитно-активный слой представляет собой порошок окиси железа, взвешенный в лаке. Для магнитографического контроля разработаны и выпускаются ленты типа МК-1 на триацетатной основе и МК-2 на лавсановой основе.

При магнитографическом контроле детали намагничивают чаще с помощью специальных электромагнитов и более редко способом циркулярного намагничивания — прохождением тока по детали.
Для выявления подповерхностных дефектов применяют намагничивание постоянным током, а для выявления поверхностных дефектов — переменным или импульсным током.
Поперечное намагничивание контролируемого участка производя! с помощью неподвижных, подвижных и механически перемещающихся шагами намагничивающих устройств, представляющих собой различные конструкции электромагнитов с И-образными сердечниками и сменными фасонными или прямыми полюсными наконечниками. Эти устройства обладают намагничивающей силой до 13—20 тыс. А, что позволяет намагничивать контролируемый участок сварного шва до состояния, близкого к техническому насыщению, и сводить к минимуму помехи от магнитных структурных неоднородностей материала сварного шва и околошовной зоны.
Магнитографические дефектоскопы позволяют обнаруживать дефекты глубиной 10—15% от толщины стенки, расположенные на расстоянии от поверхности до 20—25 мм При этом магнитная лента всегда должна быть плотно прижата к сварному шву, так как края валика усиления создают значительное размагничивающее пате, резко уменьшающее магнитное поле дефекта, и чувствительность метода резко уменьшается при увеличении зазора между лентой и сварным швом.
Технология магнитографического контроля состоит из следующих основных операций; 1) подготовки контролируемого участка изделия к контролю, заключающейся в очистке сварного шва от грязи, остатков шлака, брызг расплавленного металла и т. Д. и наложении на контролируемый участок магнитной ленты; при этом в зависимости от материала и толщины сварного соединения, а также типа намагничивающего устройства устанавливают необходимый режим (ток) намагничивания; Ч) намагничивания контролируемого участка изделия вместе с расположенной на нем магнитной лентой (операция записи поля дефекта на магнитную ленту); при воспроизведении записи с помощью устройства воспроизведения ни»: магнитографическою дефектоскопа; 4) разбраковки проконтролированных участков сварных швов по результатам контроля.
Похожие работы
... , чем структурные реверберации, что позволяет его зарегистрировать на фоне шумов. Теневой метод позволяют обнаруживать крупные дефекты в материалах, где контроль другими акустическими методами затруднен или невозможен: крупнозернистой аустенитной стали, сером чугуне, бетоне, огнеупорном кирпиче. Однако имеются серьезные недостатки: необходимость двустороннего доступа и малая точность оценки ...
... на территории наибольшей плотности населения. Одновременно с отбором проб воздуха определяют следующие указатели: 1. Направление и скорость ветра 2. Температура воздуха 3. Состояние погоды На маршрутных постах проводится наблюдение за основными загрязняющими веществами характерными для промышленных выбросов данного населенного пункта. Продолжительность отбора проб загрязняющих определении ...
... характеристик технологического процесса и предназначена для оценки степени статистической управляемости технологического процесса. Различают контрольные карты по количественному и альтернативному признаку. Составление карт контроля сводится к построению графиков разброса средней величины контролируемого параметра и размаха выборки. В рамках данной практической работы используем контрольные карты, ...


... переходное, что исключает возможность обкатки и проскальзывание этого кольца по посадочной поверхности вала и удовлетворяет эксплуатационным требованиям. Расчетно-графическая работа № 3 Тема: контроль качества шлицевых соединений с прямобочными и эвольвентными профилями. Дано: Ширина шлица, b мм - 12 Количество шлицев, 10 Внутренний диаметр, d мм - 82 ...
0 комментариев