Навигация
Выбор и проектирование заготовки
104201
знак
24
таблицы
8
изображений
2. Выбор и проектирование заготовки
2.1 Выбор вида и методов получения заготовки
Легированная высокопрочная сталь 19ХГН в исходном состоянии поставляется в виде поковок на горизонтально-ковочных машинах (ГКМ). С учетом имеющегося на базовом предприятии (ВАЗ) технологического оборудования для получения исходной заготовки данной ведущей шестерни можно использовать следующие методы: штамповка на прессах в закрытых штампах, на ГКМ, методом холодного выдавливания. Из литературы [1] видно, что заготовка на ГКМ имеет значительно большие припуски нежели заготовки, получаемые методами штамповки в закрытых штампах и выдавливанием. Окончательный выбор метода определим экономическим расчетом по методике [2].
Таблица 2.1. Определение припусков, допусков и массы заготовок
| Размеры | Припуски, мм | Допуски, мм | Масса, кг | |||
| ГКМ | Выдавл. | ГКМ | Выдавл. | ГКМ | Выдавл. | |
| 19 | 1,4 | 1,3 | +1,1 -0,5 | +0,9 -0,5 | 2,55 | 2,3 |
| 21 | 1,4 | 1,3 | ||||
| 25,44 | 1,4 | 1,3 | ||||
| Æ165 | 1,3 | 1,2 | +0,8 -0,4 | +0,7 -0,3 | ||
| Æ156 | 1,3 | 1,3 | +0,8 -0,4 | |||
| Æ96 | 1,2 | 1,1 | -0,7 -1,3 | -0,7 -0,3 | ||
Цены на материал, отходы механическую обработку взяты по базовому предприятию с переводом в современные рубли.
Стоимость заготовок, получаемых методами, взятыми для сравнения, штамповки на ГКМ и выдавливанием:
Sзаг= (Сi*Q*Кт* Кс* Кв* Км* Кп) – (Q-q)*Sотх/1000, (2.1)
где Сi – базовая стоимость 1 т заготовок,
Q – масса заготовки, кг,
Кт* Кс* Кв* Км* Кп – коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок,
q – масса готовой детали; q=1,843 кг по чертежу графической части.
Sотх – цена 1 т отходов стали 19ХГН, Sотх=255 р.
Все показатели формулы (2.1) для обоих методов сводим в табл. 2.2
Таблица 2.2. Определение показателей к расчету стоимости заготовки
| Метод получения заготовки | Сi, руб. | Q, кг | М | С | Т | Кт | Кс | Кв | Км | Кп |
| На ГКМ | 2700 | 1,85 | 1 | 2 | 3 | 1,0 | 0,88 | 1,15 | 1,21 | 0,8 |
| Выдавливанием | 3360 | 1,78 | 1 | 2 | 2 | 1,0 | 0,88 | 1,15 | 1,21 | 0,8 |
SзагГКМ=(2700/1000*2,45*1,0*0,88*1,15*1,21*0,8) – (2,45–1,84)*255/1000=4,73 руб.
Sзагвыдавл=(3360/1000*2,3*1,0*0,88*1,15*1,21*0,8) – (2,3–1,84)*255/1000=5,71 руб.
Из расчетов видно, что заготовка получаемая методом выдавливания дороже, чем заготовка ГКМ, кроме того, можно добавить, что данную шестерню полностью невозможно получить выдавливанием из-за сложности получения головки под зубья. Таким образом, можно принять решение о получении заготовки ведущей шестерни на ГКМ, в связи с повышением точности получения заготовки меняется исходный индекс заготовки, значит уменьшаются припуски. Исходя из выше изложенного, снижения припусков:
SзагГКМбаз=(2700/1000*2,0*0,98*0,88*1,15*1,21*0,8) – (2,55–1,84)*255/1000=4,98 руб.
Эгод= (SбазГКМ-SпроектГКМ)*Nг, (2.2)
где Nг – годовая программа выпуска деталей, Nг=15000 шт.
Эгод=(4,98–4,73)*15000=3750 руб.
Вывод: в качестве метода получения заготовки принимаем штамповку на ГКМ с условной годовой экономией в 3750 руб.
Похожие работы
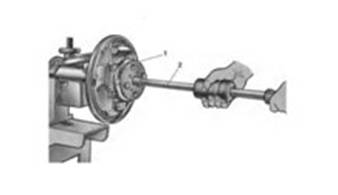
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев