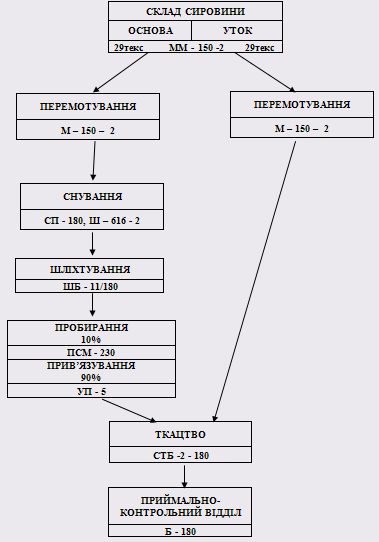
Вибір та обгрунтування технологічного плану ткацтва
Вибір та розрахунок параметрів по переходам ткацького виробництва
Жовтих – 50 ниток
Розрахунок максимальних розмірів паковок
Розрахунок довжини відходів ниток
Розрахунок спрягомої довжини ниток
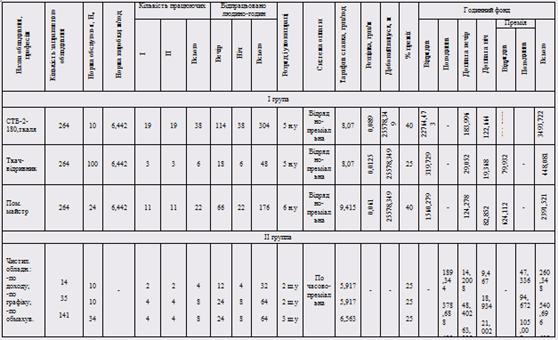
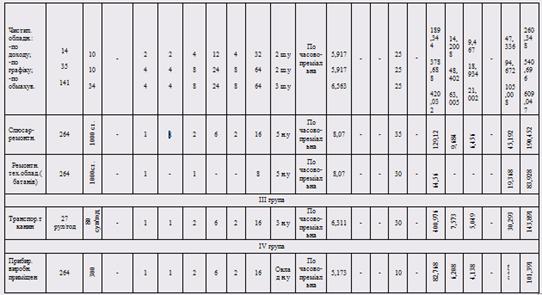
Розрахунок норм продуктивності обладнання
Розрахунок спрягомості обладнання
Навигация
Жовтих – 50 ниток
Проект ткацького виробництва потужністю ткацьких верстатів для виготовлення тканини артикул 4784
49418
знаков
26
таблиц
7
изображений
1. жовтих – 50 ниток
2. зелений – 50 ниток
Всього: 100 ниток
Визначення рапорту кольору:
![]() ниток;
ниток; ![]() ,ниток (4.3)
,ниток (4.3)
де ![]() - число ниток першого кольору;
- число ниток першого кольору;
![]() - число ниток другого кольору.
- число ниток другого кольору.
Число рапортів кольору:
![]() ;
; ![]() (4.4)
(4.4)
Приймаємо число рапорту ![]() .
.
Число ниток в додатковому рапорті:
![]() ниток (4.5)
ниток (4.5)
![]() , ниток
, ниток
Кількість ниток кожного кольору:
![]() ниток (4.6)
ниток (4.6)
![]() , ниток
, ниток
Число снувальних валиків для кожного кольору:
 (4.7)
(4.7)
![]()
![]()
Приймаємо число снувальних валиків рівним 3.
Число ниток на кожному валику:
 ниток (4.8)
ниток (4.8)
![]() , ниток
, ниток
![]() , ниток
, ниток
Розподілення ниток на снувальних валиках представлені в таблиці 15
Таблиця 15 Розподілення ниток на снувальних валиках
| Манір | Номер валика | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| 1.зелені | 3 | 3 | 4 | 592 | 616 | 616 | |
| 2.жовті | 589 | 589 | 588 | - | - | - | |
Снувальна партія
1. Манір ⁄ 589 жовтих + 3 коричневих=592 нитки
2. Манір ⁄ 589 жовтих + 3 коричневих=592 нитки
3. Манір ⁄ 588 жовтих + 4 коричневих=592 нитки
4. Манір ⁄ 592 коричневих=592 нитки
5. Манір ⁄ 616 коричневих =616 нитки
6. Манір ⁄ 616 коричневих =616 нитки
Об’ємну щільність намотки, витяжку, та обривність ниток приймаємо з довідкової літератури
Об’ємна щільність намотки γc=0,50 г/см3
Витяжка ниток Bc=0,1 %
Обривність ниток rc=1,5об/млн..м
Пороки снування
Пороки які виникають в процесі снування представлені в таблиці 16.
Таблиця 16 Пороки снування та причини їх виникнення
| Вид пороку | Причина виникнення пороків |
| На хлист Хомути та задири Рвань на валу Слабина крайніх ниток на снувальному валику Недостача чи надлишок ниток на валу Конусна намотка Слабий та різній натяг ниток Часті обриви ниток в краях вала Неправильна довжина снування Великі вузли Мяка намотка Бугриста намотка на снувальному валу Зароблений пух, масляні нитки, пряжа різної лінійної щільності | Обірваний кінець нитки не зв’язаний з кінцем нитки на снувальному валику, а закинутий на сусідню нитку. Неправильно розшуканий кінець обірваної нитки.Обірваний кінець присучується до сусідньої нитки Обривність групи ниток й зв’язаних їх пучком чи заробітка в нахлистку. Неправильна установка рядка відносно дисків снувального вала, деформація дисків. Неправильно встановлена ставка. Неправильний прижим прикатного валика. Неправильна заводка ниток в нитко натягувач, вискакуваня з під шайби нитконатягувача, неякісні нитко натягувачи Заусениці на поверхності дисків на снувальному валику Неправильно встановлена довжина на лічильнику, неправильно відрегульоване гальмування мерильного та снувального вала Вузли зв’язані вручну без використаня вузловязника Недостатній прижим прикатнпго вала до снувального Нерівномірна розкладка ниток в рядку Необережна робота снувальниці та ставильниці |
Технологічні параметри шліхтування
Швидкість шліхтування. Залежить від випарної здатності сушильного апарату шліхтувальної машини, лінійної щільності, числа ниток в основі і ступеня віджимання шліхти.
![]() м/хв. (4.9)
м/хв. (4.9)
де Qшл - випаровуюча властивість машини, береться з довідкової літератури [1 ];
а - ступінь віджиму шліхти, приймають 1.
![]() м/хв.
м/хв.
Величина істиного приклею
Величину істинного приклею беремо з технологічного розрахунку тканини Піст=4%
Побудова рецепта шліхти
Концентрація шліхти для проектування тканини
![]() (4.10)
(4.10)
де Се - концентрація шліхти для тканини еталона (4,8 %);
К1- поправний коефіцієнт який враховує лінійну щільність ниток основи.
![]() ;
; ![]() (4.11)
(4.11)
К2 – коефіцієнт, який враховує вид клеючої речовини (для ПВС 0,6).
![]() %
%
кількість клеючої речовини на 1000 л. води:
![]() кг ;
кг ; ![]() кг (4.12)
кг (4.12)
де Спр - концентрація шліхти для проектованої тканини;
W – вологість клеєвої речовини ( для ПВС – 5%).
кількість клеючої речовини на 1 т. мякої пряжи
![]() кг;
кг; ![]() кг (4.13)
кг (4.13)
Натяг ниток при шліхтуванні
![]() Н (4.14)
Н (4.14)
![]() Н
Н
Тиск в жалі валів
Тиск в жалі валів впливає на величину істинного приклею та фізико - механічних властивостей пряжі
 Н (4.15)
Н (4.15)
де q - питомий тиск (2 кг/см2);
В - ширина контактної полоски в жалі, В=1,8 ;
Спр- концентрація шліхти, %.
![]() Н
Н
Об’ємну щільність, витяжку та обривність ниток приймаємо з довідкової літератури
об’ємна щільність γш=0,52 г/см3
витяжка ниток Вш=1 %
обривність ниток гш=0,8 обр/млн..м
Вологість від шліхтованої основи
Цей параметр повинен завжди мати оптимальну величину:
для бавовняної пряжі -10%
Пороки шліхтування
Пороки які виникають в процесі шліхтування представлені в таблиці 14
Таблиця14 Пороки шліхтування
| Вид пороків | Причини |
| Недосушена основа Пересушена основа Нерівномірний приклей Схрещенні нитки Масова обривність ниток Грязні п`ятна на основі | Недосить прогріті сушильні барабани. Велика швидкість шліхтування. Слабкий віджим основи Тривала зупинка верстатів. Нерівномірна подача шліхти в ванну. Великі коливання рівня температур Не проложені роздільні прутки при зміні навою. Великий натяг та витяжка пряжі. Не зрізання хомутів. Присипання ниток до барабанів та направляючим роликам. Загрязнена ключа ванна. |
Технологічні параметри пробирання та прив’язування.
Швидкість пробирання та прив’язування приймається згідно технічної характеристики прийнятого обладнання.
Залежно від виду і лінійної щильності ниток основи на вузлов’язалиних машинах з голковим відбором застосовують голки різних розмірів і номерів. Номер відбиваючої голки визначається з довідкової літератури [2] за шириною п’яточки яка розраховується за формулою :
![]() ;
; ![]() (4.16)
(4.16)
Приймаємо № 14
Пороки пробирання
Пороки пробирання та їх причини представлені в табл. 15
Таблиця 15 Пороки пробирання та їх причини
| Вид пороку | Причини |
| Пробирання не по малюнку | Неуважність чи низька кваліфікація проборщиці |
| Пробирання із за хрещеними нитками | Погане розчісування основи при встановлюванні зажимів чи гребінки,неуважність подавальниці |
| Пробирання крайкових ниток в фон полотна,невідповідність фактичної ширини крайки розрахунковій | Недостатня кількість ниток в основі,невірно вибрана ширина берда,неуважність проборщиці |
| Пробирання "парочками" | Неуважність проборщиць та подавальниць |
| Пробирання з пропуском зуба берда | Розладка пасету |
Пороки прив’язування та причини і способи їх усування представлені в табл. 16
Таблиця 16 Пороки прив’язування та причини і способи їх усування
| Вид пороку | Причина утворення |
| Відривання ниток при зв’язуванні вузлів | Різка різниця в натягах ниток при заправці Надмірний натяг ниток обох чи однієї з основ Надто високий номер відбираючих голок Нерівність пряжі по лінійній щільності Підвищена жорсткість пряжі із-за збільшеного відсотку приклеювання чи недостатньої вологості основи на навої та в цеху Невірний кут зміщення ниток при їх заправці в зажимах Тупі леза ножів Невірне положеня ножів із-за накопичення пуху та бруду між лезами ножів та кронштейном |
| Розв’язування вузлів | Бруд в клювику голки Тупе лезо ножа вузлов’язателя Передчасна дія леза ножа вузлов’язателя Зношування чи невірне заточування верхнього зажимного краю вузлов’язателя Невірний хід нитководителя |
| Одинарне зв’язування | Слабнуть пружинки контрольного механізму Невірна установка затягуючої голки Невірна установка відбірних голок по висоті Зношування передніх та задніх звідних ричагів |
| Зв’язування ниток "парочками" | Високий номер голки,великий клювик,голка захоплює дві нитки |
Технологічні параметри ткацтва
Швидкість ткацького верстата
Згідно даних технічної характеристики верстата число оборотів головного вала приймаємо швидкість верстата Vгв=240 хв-1
Натяг ниток основи
Самим комплексним показником структури тканини, що визначає напруженість ![]() процесу формування тканин, є коефіцієнт об’ємного наповнення тканини
процесу формування тканин, є коефіцієнт об’ємного наповнення тканини
![]() (4.19)
(4.19)
В- товщина тканини, мм
![]() , мм (4.20)
, мм (4.20)
![]() ,мм
,мм
![]()
Тканина середньої напруженості.
Натяг однієї нитки у фазі прибою визначається за формулою:
![]() , сН/нитку (4.21)
, сН/нитку (4.21)
![]()
Заправний натяг ниток основи Кз в розрахунку на одну нитку (сН/нитку)
![]() , сН/нитку (4.22)
, сН/нитку (4.22)
![]()
Величина прибійної смужки
![]() (4.23)
(4.23)
С – коефіцієнт, який враховує пружні особливості пряжі з різних волокон, С=1
![]()
![]()
Величина заступа
Наявність недоліків існуючого способу прибою утоку примушує формувати тканину з заступом
![]() ;
; ![]() мм (4.24)
мм (4.24)
Параметри конструктивно-заправленої лінії ткацького верстата
Положення верхньої поверхності переднього прутка ламельного прибору по висоті відносно нейтральної лінії зіву ![]() hл , мм
hл , мм
![]() ;
; ![]() мм (4.25)
мм (4.25)
Спер- коефіцієнт який враховує переплетення тканини, полотно Спер=0,7.
Положення ламельного прибору по глибині верстата визначає відстань від переднього підтримуючого прутка до першої від опушки тканини ремізки l2, мм
![]() мм (4.26)
мм (4.26)
l1 - відстань від опушки тканини до першої ремізки , мм l1=136
A – коефіцієнт, який враховує особливості ткацького верстата А=1
![]() мм
мм
Кут розкриття передньої частини зіву 2α визначає чистоту зіву та ймовірність обриву нитки основи прокламування утоку , тому потрібно приймати величину 2α орієнтуючись на діапазон його зміни по даному розкриття зіву - αmin=9◦
![]() ;
; ![]() (4.27)
(4.27)
де Б - коефіцієнт враховуючий особливості зівоутворення нитки з різних видів волокон пряжі, для бавовни Б=1,15.
На Рис.4.6. зображено схему конструктивно-заправної лінії верстату.
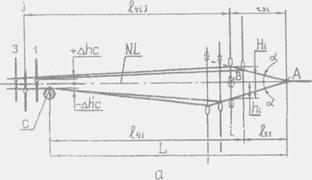
Рис. 4.6. Параметри зіву
Пороки ткацтва
Пороки тканини приведені в табл. 17
Таблиця 17 Пороки ткацтва
| Вид пороку | Причини виникнення порку |
| Близни та підплетини Недосіки забоїни та неправильний бій | Розладка осново наглядача. Продольні полоски в ткані. Полоски по всій ширині ткані. Розладка основного чи товарного регулятора |
| Піднирки Продольні полоски Порочки Поміхи Збитий малюнок Проколи шпарунками Уточні петлі Погані кромки | Нечистий зів, провисання ниток основи, несвоєчасне введення уточної нитки в зів Послаблення натягу нитки після ліквідації обриву Неправильний підбір берда, низька установка скала та незначна величина заступу Неправильна заводка ниток (дві нитки в одне малево) Розладка каретки чи при пускі станка без попереднього відшуку разу Використання шпаруток з тупими голками туге обертання валиків чи кінець шпарунок Значна крутка, незначна вологість і гальмування уточної нитки Розладка механізмів закладної кромки та ножиць |
Похожие работы
... -2 1 21,040 21,04 25,5 15 3,825 Шліхтув. ШБ-11/180 2 19,792 39,584 47,976 15 7,196 Проб. верстат ПСМ-230 2 13,280 26,56 32,19 15 4,826 Вузлов’яз. УП-5 1 19,480 19,48 23,6097 15 3,542 Ткацький верстат СТБ-2-180 264 29,000 7656 9279,072 15 1391,861 Бракув.-облікова Б-180 2 14,900 29,8 36,1176 15 5,418 Всього - - - 7959,824 9647,305 - 1447,097 ...
0 комментариев