Навигация
Функции и проблемы технологической подготовки производства
41412
знаков
1
таблица
8
изображений
1.2 Функции и проблемы технологической подготовки производства
Обеспечение технологичности конструкции изделия. Эта задача должна решаться специалистами служб ТПП в тесном контакте с конструкторами изделия. В результате нужно добиться максимально возможного упрощения процессов изготовления деталей изделия и процессов его сборки. При окончательном определении конструкции нужно представлять, какая оснастка понадобится для изготовления той или иной детали, и стараться упростить оснастку за счет допустимых изменений в конструкции.
Разумеется, упрощения конструкции не должны приводить к ухудшению качества или эксплуатационных характеристик изделия. Поэтому обеспечение технологичности во многих случаях является сложной творческой задачей, требующей оптимального учета многих технических и экономических факторов.
Технологичности конструкции изделия способствуют также унификация и стандартизация. Они дают возможность заимствования или приобретения готовых деталей и узлов изделия.
Проектирование технологических процессов. Современное производство использует самый широкий спектр технологий при изготовлении деталей изделий. Это как традиционные технологии (обработка материалов резанием, штамповка, ковка, прокатка и др.), так и ряд новых (лазерная и плазменная резка, высокоскоростное фрезерование, электроэрозийные методы обработки и др.).
Применение той или иной технологии в каждом конкретном случае должно быть представлено в виде технологического процесса (ТП). Стандартом ГОСТ 3.1201-85 устанавливается классификация видов ТП по методу выполнения - обработка резанием (механообработка), обработка давлением, литье металлов и сплавов, сварка, сборка и др. Технологический процесс определяет последовательность выполняемых действий при обработке или сборке, вид выбранной заготовки или материала, используемое оборудование и инструмент, технологические режимы (для обработки резанием это величина подачи, частота вращения шпинделя и величины снимаемых припусков; для литья -температурный режим, время выдержки и т. д.). ТП сборки описывают последовательность действий при сборке как механических узлов изделия.
При неавтоматизированной подготовке производства, технологические процессы разрабатываются непосредственно в виде комплектов технологической документации. При использовании автоматизированных систем ТПП, создаваемые описания технологических процессов размещаются в компьютерной базе данных, а соответствующая документация является лишь отображением внутреннего представления ТП во внешнюю сферу. Хранящиеся в базе данных ТП являются основным источником информации для решения задач автоматизированного управления технологической подготовкой производства. При этом разработка ТП выполняется с помощью специальных систем автоматизированного проектирования ТП (САПР ТП).
Проектирование и изготовление средств технологического оснащения (СТО). В условиях отсутствия автоматизации, длительные сроки проектирования и изготовления СТО являются одним из основных факторов, сдерживающих производительность ТПП. Особенно это относится к сложной формообразующей оснастке и инструменту.
Еще одна важная задача ТПП - управление процессами ТПП. Автоматизация управления процессами ТПП позволяет обеспечить эффективное комплексное решение всех задач подготовки производства.
Работы по технологической подготовке производства выполняются соответствующими подразделениями и службами предприятия. Как правило, наибольший объем работ и общее управление процессами ТПП возлагаются на Отдел Главного технолога (ОГТ), структура которого может выглядеть так, как показано на рис. 1.
Практически все ведущие предприятия машиностроения видят решение большинства проблем ТПП во внедрении компьютерных технологий, создании автоматизированных систем ТПП (АСТПП). На многих из них существенно повышен уровень комплексного решения проектных задач. Информация о спроектированном изделии принимается в электронном виде и является исходными данными для развертывания процессов ТПП. Компьютеризировано решение комплекса задач по проектированию и изготовлению оснастки, выполняется компьютерное моделирование технологических процессов литья, штамповки, обработки на станках с ЧПУ и др. Некоторые предприятия вплотную подошли к решению задачи автоматизации управления процессами ТПП, то есть к построению АСТПП предприятия.
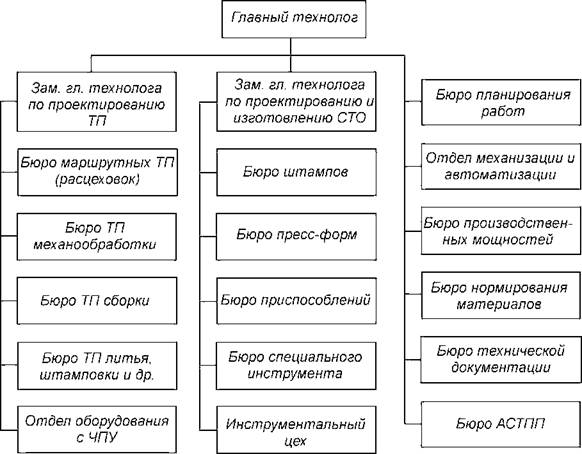
| Рис. 1. Структура отдела главного технолога (ОГТ) |
1.3 Принципы построения АСТПП
В нашей стране АСТПП начали создаваться еще в 60-х годах двадцатого века. В разработке теоретических основ построения АСТПП и достижении практических результатов большая роль принадлежит нашим ученым: С. П. Митрофанову, В. И. Аверченкову, Г. К. Горанскому, Н. М. Капустину, Д. Д. Куликову, В. В. Павлову, Б. С. Падуну, В. Д. Цветкову и многим другим. Однако, та вычислительная база, на которой строились АСТПП до начала 90-х годов, резко отличалась от привычных для нас сегодня персональных компьютеров и рабочих станций. Это были большие (по габаритам) электронно-вычислительные машины, занимавшие целые залы, с очень малым по сегодняшним меркам быстродействием и небольшими объемами оперативной и внешней памяти, практически не дающие возможности работы в интерактивном графическом режиме и т. д.
С появлением широкодоступных персональных компьютеров и рабочих станций стали возможными: обеспечение каждого пользователя индивидуальным автоматизированным рабочим местом; организация вычислительных сетей; работа в интерактивном графическом режиме; электронный обмен данными; организация единых централизованных и распределенных баз данных; решение задач, требующих больших вычислительных ресурсов. Все эти возможности существенно повлияли на методы создания АСТПП, но, несмотря на это, многие основополагающие принципы построения АСТПП не потеряли своего значения. К ним относятся следующие принципы:
Принцип системного единства. Элементы АСТПП должны разрабатываться как части единого целого, где функционирование элементов подчинено общей цели. Кроме того, должна обеспечиваться интеграция АСТПП с автоматизированной системой управления производством (АСУП).
Принцип декомпозиции. Разделение АСТПП на составляющие (подсистемы) должно быть выполнено по наиболее слабым организационным и информационным связям. Правильная декомпозиция уменьшает сложность системы и облегчает условия ее эксплуатации.
Принцип модульности. Все компоненты АСТПП должны представлять собой логически независимые модули, которые могут использоваться как в автономном, так и в комплексном режиме.
Принцип совместимости. Все компоненты АСТПП должны обеспечивать возможность их совместного функционирования. Это требует их организационной, информационной и программной совместимости.
Принцип открытости. На этапе создания АСТПП невозможно предусмотреть все нюансы и перспективы дальнейшего развития производства. Поэтому АСТПП должна быть открыта для модернизации и включения в нее новых решений.
Принцип стандартизации. В АСТПП должно быть использовано максимальное число унифицированных, типовых и стандартных решений. Это уменьшает затраты на создание АСТПП, повышает надежность ее функционирования.
Принцип эргономичности. Так как АСТПП является человеко-машинной системой, следует предусматривать удобство работы ее пользователей (правильное разделение функций, удобство и простоту интерфейсов, учет психологических факторов и др.).
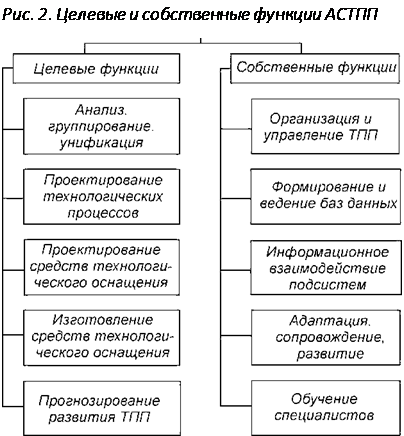
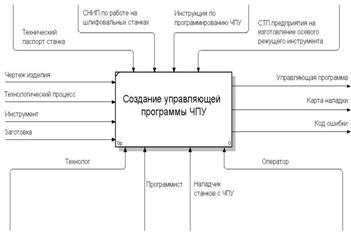
Функции АСТПП. При работе АСТПП используются последние научно-технические достижения в области методов и средств технологической подготовки производства, а также в области организации производства. Следует различать целевые и собственные функции АСТПП (рис. 2). Целевые функции соответствуют тем задачам, для решения которых создается АСТПП, а собственные функции - это те задачи, которые должны решаться в АСТПП для обеспечения целевых функций.
В своей работе АСТПП осуществляет хранение и обработку информации об изделии на протяжении всего времени его жизненного цикла, а также обеспечивает управление этой информацией. К видам информации, используемой в АСТПП, относятся:
1.Информация о деталях и сборочных единицах изделия;
2.Информация о технологических процессах изготовления изделия;
 |
3.Информация об используемых средствах технологического оснащения;
4.Нормативно-справочная информация;
5.Планово-учетная информация.
Все эти виды информации организованы в виде единой структурированной информационной модели, доступной для работы всем специалистам ТПП. Иными словами, организовано единое информационное пространство ТПП, которое позволяет:
принимать и хранить проект изделия в электронном виде;
эффективно отслеживать текущее состояние ТПП изделия;
организовывать быстрый авторизованный просмотр всех моделей и документов;
обеспечивать оперативный обмен информацией между пользователями АСТПП;
обеспечивать информационную согласованность работы всех подсистем АСТПП;
поддерживать открытость АСТПП, удобство адаптации к меняющимся условиям производства;
обеспечивать информационный обмен с автоматизированной системой управления производством (АСУП).
При этом проектная информация поступает в информационное пространство автоматически и становится доступной всем пользователям АСТПП в соответствии с имеющимися у них правами доступа.
К базовым системам для автоматизации проектирования относятся системы класса CAD/CAM (Computer Aided Design / Computer Aided Manufacturing) и класса CAE (Computer Aided Engineering), а к базовым системам для автоматизации управления ТПП - системы класса PDM (Product Data Management).
Похожие работы

... ТПП, то есть к построению АСТПП предприятия. 3 Пути совершенствования уровня ТПП 3.1 Организационно-экономические пути ускорения технологической подготовки производства Для сокращения трудоемкости и продолжительности ТПП в производстве ОАО «Суджанский завод тракторных агрегатов» необходимо прибегнуть к технологической унификации и стандартизации. А именно к основным ее направлениям: ...
... Этот метод позволяет использовать эффективные средства и формы организации крупносерийного и массового производства в условиях производства серийного и мелкосерийного. Группирование деталей позволяет создать специализированные рабочие места и рационально загрузить оборудование. Проектирование на основе унификации технологических процессов отличается сравнительной простотой, так как необходимость ...

... по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства. Основу ЕСТПП составляют: системно-структурный анализ цикла ТПП; типизация и стандартизация технологических процессов изготовления и контроля; стандартизация ...
... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев