Разработка технологического процесса
Выбор и обоснование типа производства
Назначение и обоснование технологических баз, схем базирования и установки заготовки
Формирование структуры вариантов технологического процесса (альтернативный вариант)
Выбор оптимального технологического процесса на основе технико-экономического анализа вариантов
Выбор оборудования и средств технологического оснащения
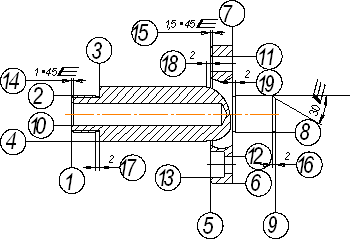
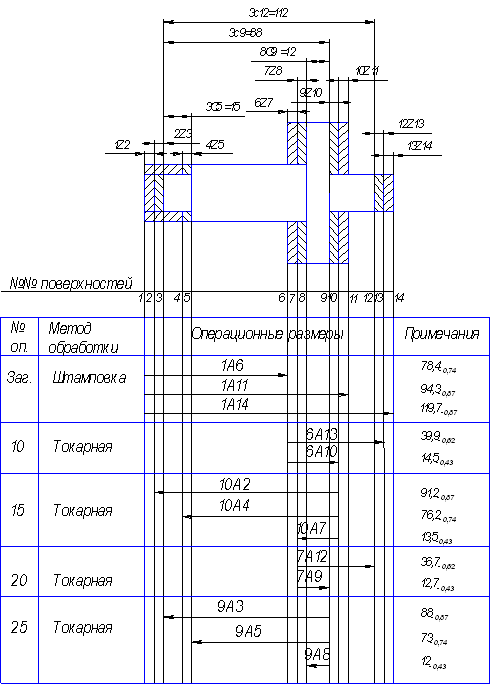
Выбор и расчет припусков и операционных размеров
Расчет норм времени и определение разряда работ
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
МЕРОПРИЯТИЯ ПО ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ В ЦЕХЕ
Исходные технико-экономические данные
Обоснование номенклатуры проектируемого цеха
Расчёт количества рабочих – операторов на участке
Определение потребности в основных материалах
Планирование фонда заработной платы
Технологические расчеты цеха и его технико-экономических
Расчет количества основных рабочих в цехе
Расчёт количества вспомогательных рабочих
Охрана труда, окружающей среды, противопожарные мероприятия и гражданская оборона
Навигация
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Изготовление детали "кронштейн"
86401
знак
15
таблиц
8
изображений
2.2 СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Определяем силы резания через мощность, а последнюю - с помощью режимов резания. При обработке твердосплавной концевой фрезой с подачей на зуб S Z= 0,14 мм/зуб, числом зубьев Z = 2, скоростью резания v = 3,14·20 6360/1000 = 396,89 м/мин
а окружная сила
Р z = ![]()
Р z = ![]() = 985,67 Н.
= 985,67 Н.
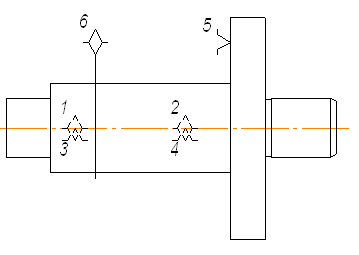
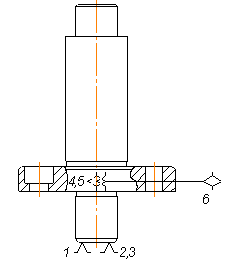
Определим потребные силы зажима. Для этого приложим к заготовке действующие на нее силы резания, зажима, трения и реакции опор.
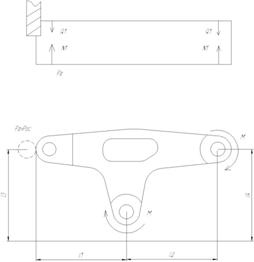
Составим уравнения равновесия, имея в виду, что силы трения F = ƒN:
∑F x= 0; P ос - Q1- Q1 + N 1 + N 1 =0; P ос - 2Q1+ 2N 1 = 0;
∑F y= 0;
∑F Z= 0;
∑М х (F) = 0, k·POC·l1-2/3·f·Q1·(243-123)/(242-122)- 2/3·f·N1·(243-123)/(242-122)=0
∑M y (F) = 0, kPOC ·l3-Q1·l4+N1·l4 = 0,
∑M Z (F)= 0 k·POC ·l+N1·l2-Q1·l2= 0,
Из уравнения следует, что N1= Q1·l2- k·POC·l.
kPOC ·l3-Q1·l4+ Q1·l2- k·POC ·l·l4 = 0
Q1(-l4+l2)= - k·POC ·l·l4- kPOC ·l3
Q1=(- k·POC ·l4- kPOC ·l3)/ (-l4+l2)
Q1=(- k·POC·( l·l4+ l3)) / (-l4+l2)=(2·985,67(80+80)/(80+100)=1752,3H
M=0,1dQ1+0,05Q·(243-123)/(242-122)=0,1·12·1752,3+0,05·1752,3(13824-1728)/(576-144)=2102,76+87,61·(12096)/432=4555,84 Н·мм
Момент на ключе равен F=M/L=22,77 H
4. Стандартизация и управление качеством продукции
Качество продукции – важнейший фактор деятельности предприятия, эффективное средство повышения доходности за счет снижения потерь от брака, уменьшения непроизводительных затрат на исправление потерь от брака, уменьшение непроизводительных затрат на исправление дефектов, снижения штрафных санкций за нарушение стандартов и технических условий, потерь, связанных с прекращением приемки продукции заказчиками.
Увеличение доходности может быть достигнуто за счет расширения рынка и увеличения объемов продаж продукции вследствие улучшения ее качества. Качество определяет возможности экспорта.
Сейчас заметно ужесточились требования, предъявляемые потребителем к качеству продукции.
Международный опыт показывает, что предприятия производят продукцию в расчете на удовлетворение требований потребителя. Эти требования включаются в ТУ и стандарты. Однако ТУ не гарантируют от несоответствия им конструкции изделия. Вероятность того, что созданная продукция будет отвечать требованиям потребителя, повышается, если на предприятии действует эффективная система обеспечения качества продукции. Это привело к тому, что в контракте между поставщиком и потребителем вносятся требования к системам качества, а также к проверке систем качества на предприятии у поставщика.
Для регулирования процесса проверки систем качества Международной организацией по стандартизации (ИСО) была утверждена серия международных стандартов ИСО 9000 – ИСО 9004, концентрирующая опыт, накопленный в разных странах.
В зарубежных странах эти стандарты находят применение при заключении контрактов между предприятиями в качестве моделей для оценки системы обеспечения качества продукции у поставщика.
ОСНОВНЫЕ ПРИНЦИПЫ СИСТЕМЫ КАЧЕСТВА (СК)
СК создается и внедряется как средство, обеспечивающее проведение определенной политики и достижение поставленных целей в области качества. Основные направления формирования политики в области качества: - улучшение экономического положения предприятия;
- расширение или завоевание новых рынков сбыта;
- достижение технического уровня продукции, превышающего уровень ведущих предприятий и фирм;
- ориентация на удовлетворение требований потребителя определенных отраслей или регионов;
- улучшение важнейших показателей качества продукции;
- снижение уровня дефектности продукции;
- увеличение сроков гарантии на продукцию;
- развитие сервиса;
СК должна охватывать все 4 стадии жизненного цикла продукции: исследование и разработка; изготовление; обращение и реализация; эксплуатация. Жизненный цикл продукции («петля качества») разделен на более мелкие этапы (см. рис.3.1.).
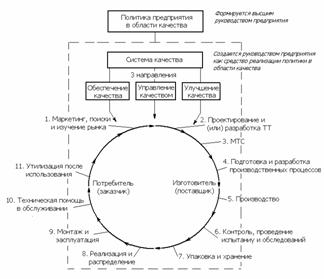
«Петля качества» при производстве гидроподъемников
Рассмотрим 3 направления в «петле качества», важные для поставщика.
Обеспечение качества продукции – совокупность планируемых и систематически проводимых мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества. Планируемые мероприятия определяются целевыми научно-техническими программами повышения качества конкретной продукции, которые содержат требования к материалам, сырью, оборудованию, комплектующим изделиям, метрологическим средствам, производственному персоналу и т.д.
К систематически производимым мероприятиям относятся работы, которые выполняются предприятием постоянно или с определенной периодичностью (работы по изучению рынка, постоянному обучению персонала).
Особое место среди этих мероприятий занимают те, которые связаны с предупреждением различных отклонений.
В соответствии с идеологией стандартов ИСО серии 9000 СК должна функционировать таким образом, чтобы обеспечить уверенность в том, что проблемы предупреждаются, а не выявляются после возникновения (принудительная замена технологической оснастки и инструмента, ППР, обеспечение необходимой документацией всех рабочих мест и своевременное изъятие устаревшей документации).
Управление качеством – методы и деятельность оперативного характера (управление процессами, выявление различного рода несоответствий в продукции, производстве и их устранении).
Пример (рис.3.2.) - статистическое регулирование техпроцесса с помощью контрольных карт предупреждает появление дефектов или отклонений и является предпочтительным перед методом, связанным с управлением качеством по уже случившимся отклонениям.

. Схема «замкнутого управленческого цикла»
Меры по выявлению и устранению отклонений и их причин известны как замкнутый управленческий цикл, который включает контроль, учет, анализ (оценку), принятие и реализацию решения.
Управление качеством должно предусматриваться как необходимый принцип по отношению ко всем элементам системы качества на всех этапах петли.
Улучшение качества – постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов производства и системы качества. Улучшение качества связано с решением задачи получения результатов, лучших по отношению к первоначально установленным нормам.
Идеология постоянного улучшения качества прямо связана и вытекает из тенденции повышения конкурентоспособности такой продукции, которая обладает высоким уровнем качества при более низкой цене. В связи с этим целью постоянного улучшения качества является либо улучшение параметров продукции, либо повышение стабильности качества изготовления, либо снижение издержек.
Характерной организационной формой работ по улучшению качества являются группы качества, рационализаторская деятельность, создание временных творческих коллективов.
Нормативно-техническая документация, используемая при выполнении данного раздела дипломного проекта
ГОСТ 15895-77. Статические методы управления качеством продукции. Термины и определения.
ГОСТ 15467-79. Управление качеством продукции. Основные понятия. Термины и определения.
ГОСТ 23945.2-80. Унификация изделий. Порядок здания требований по унификации и стандартизации в техническом задании.
ГОСТ 24297-80. СПКП. Входной контроль качества продукции.
Основные положения.
ГОСТ 14.318-83. ЕСТПП. Виды процессов контроля.
ГОСТ 14.318-83. ЕСТПП. Виды технического контроля.
РД 50-33-80. Методические указания. Определение уровня унификации и стандартизации изделий.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
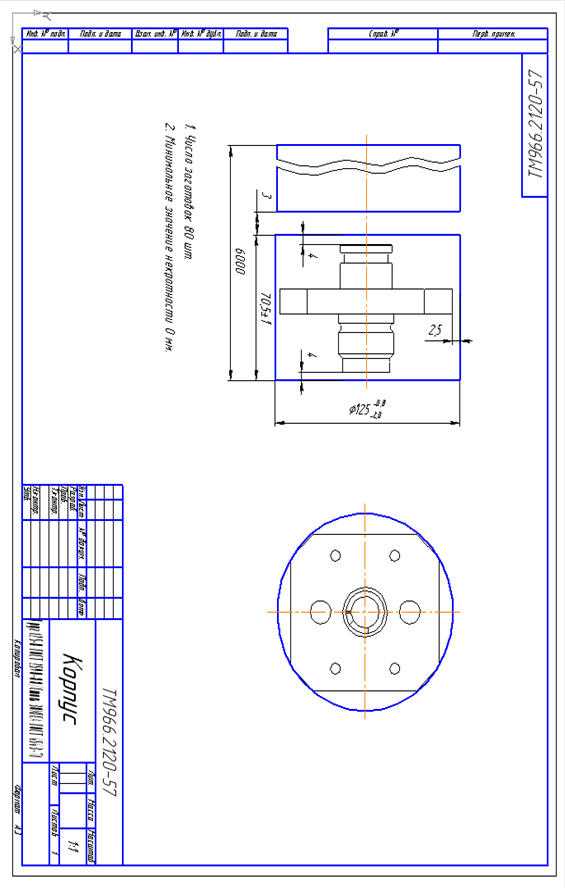
... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев