Навигация
Классификация поверхностей детали по функциональному назначению
28049
знаков
10
таблиц
7
изображений
1.2 Классификация поверхностей детали по функциональному назначению
Исполнительные поверхности – это поверхности с помощью которых деталь выполняет свое служебное назначение;
Основные конструкторские базы – это поверхности с помощью которых определяется положение детали в узле;
Вспомогательные конструкторские базы - это поверхности с помощью которых к детали присоединяются другие детали;
Свободные поверхности - это поверхности которые служат для формирования контура детали.
С целью выявления поверхностей, имеющих определяющее значение для качественного выполнения деталью своего служебного назначения, систематизируем поверхности детали (рис. 1.2, табл. 1.3).
Систематизация поверхностей детали
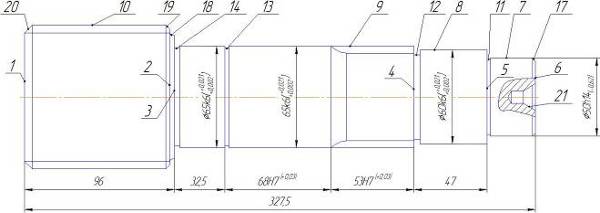
Рисунок 1.2 – Технологический эскиз детали
Таблица 1.3- Систематизация поверхностей детали
| Наименование поверхностей | Номера поверхностей |
| Исполнительные | 2, 8 |
| Основные конструкторские базы | 6, 7, 10 |
| Вспомогательные конструкторские базы | 13, 2, 8 |
| Свободные | остальные |
1.3 Анализ технологичности детали
Деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и автоматизации, применением оптимальных режимов обработки. На трудоемкость изготовления детали оказывают особое влияние ее конструкция и технические требования на изготовление.
1.3.1 Качественные показатели технологичности конструкции детали
По конструктивной форме
Большинство конструктивных элементов детали унифицировано и стандартизировано. Канавки обеспечивают благоприятные условия работы режущих инструментов. Деталь имеет достаточную жесткость для обработки на повышенных режимах.
По размерам детали
Поверхности детали имеют квалитеты, степени точности и шероховатости, соответствующие их служебному назначению.Следовательно, хотя точность и шероховатость поверхностей детали и заданы достаточно жесткими, тем не менее, позволяют обеспечить их на станках нормальной точности. Число обрабатываемых поверхностей сокращено до минимума. Размеры на чертеже учитывают особенности настройки технологического оборудования на размер т.к основная привязка размеров идет от правого торца. Учтены требования по взаимному расположению поверхностей и обеспечивают функциональное назначение детали.
По процессу изготовления деталей
Деталь имеет центровые отверстия, что обеспечивает удобство установки заготовки. Центровые отверстия позволяет обеспечить автоматизацию установки заготовки. Возможна обработка нескольких поверхностей одновременно. Обработка напроход возможна только у нескольких поверхностей. На большинстве операций возможна обработка поверхностей детали за один установ. Возможно применение стандартной и нормализованной технологической оснастки.
По материалу детали
Обрабатываемость резанием хорошая. Обеспечение требуемой шероховатости обрабатываемой поверхности достигается без особых затруднений. Материал детали прокаливается и склонен к отпускной хрупкости.
1.3.2 Количественный анализ технологичности конструкции детали
Коэффициент обрабатываемости детали резанием
![]() ,(1.1)
,(1.1)
где![]() – скорость резания при стой кости инструмента Т=60мин и определенных условиях резания[3];
– скорость резания при стой кости инструмента Т=60мин и определенных условиях резания[3];
![]() – от же для эталонного материала [3].
– от же для эталонного материала [3].
В качестве эталонного материала выбрана сталь 45 (σв=650Мпа, НВ≤179).
![]()
Коэффициент обрабатываемости детали резанием ![]() =1,2, следовательно обрабатываемость материала хорошая, возможно получение требуемой шероховатости без особых затруднений
=1,2, следовательно обрабатываемость материала хорошая, возможно получение требуемой шероховатости без особых затруднений
Коэффициент точности размеров детали
![]() ,(1.2)
,(1.2)
где ![]() -средний квалитет точности размеров.
-средний квалитет точности размеров.
 , (1.3)
, (1.3)
где![]() - номер квалитета;
- номер квалитета;
![]() - число размеров выполняемых по i-тому номеру квалитета.
- число размеров выполняемых по i-тому номеру квалитета.
![]() ,
,
![]() .
.
Средняя точность поверхностей выполнена по 12 квалитету, значит, данную деталь можно изготовить на станках нормальной точности. Коэффициент точности Kт=0,92>0,8, следовательно, деталь технологична.
Коэффициент шероховатости
![]() , (1.4)
, (1.4)
где ![]() - средняя величина шероховатости поверхностей детали по критерию Ra, мкм.
- средняя величина шероховатости поверхностей детали по критерию Ra, мкм.
![]()
 , (1.5)
, (1.5)
где j – величина параметра Raв мкм;
![]() - число поверхностей, имеющих j-тую шероховатость;
- число поверхностей, имеющих j-тую шероховатость;
k – число всех поверхностей детали.
![]() ,
,
![]() .
.
Средняя шероховатость поверхностей Ra=9,43мкм, значит, данную деталь можно изготовить на станках нормальной точности. Минимальная шероховатость Ra=1,25 мкм, что можно получить на шлифовальном станке нормальной точности.
Коэффициент шероховатости Kш=0,1<0,32, следовательно деталь технологична.
Похожие работы
... комплекса (выходные формы); - производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствования работы информационно технической системы автотранспортного предприятия; - в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, ...
... с внутренними шлицами полуосевой шестерни дифференциала. Наружный конец каждой полуоси опирается на шариковый подшипник, запрессованный в кожух полуоси. 1.5.4. Колёсный редуктор. Автомобиль УАЗ-31512 является автомобилем повышенной проходимости, поэтому он снабжены ведущими передними и задними мостами. Основным конструктивным отличием ведущих мостов является применение колёсных редукторов в ...
... Р-2 или Р-402. 1.4 Оборудование и инструмент, применяемые при спускоподъемных операциях 1.4.1 Оборудование, применяемое при проведении спускоподъемных операций Для выполнения подземных ремонтов скважин применяют различные комплексы оборудования и инструментов в сочетании с технологическими установкам. Оборудование это можно поставлять отдельными комплектами или узлами. К основному ...

... материала, из которого они изготовлены и др. В автомобиле появляются различные неисправности (дефекты), которые снижают эффективность его использования. Для предупреждения появления дефектов и своевременного их устранения автомобиль подвергают техническому обслуживанию и ремонту. Выполнению работ по техническому обслуживанию и ремонту автомобиля предшествует оценка его технического ...
0 комментариев