Навигация
Кинематический анализ манипулятора робота
27556
знаков
0
таблиц
4
изображения
3. Кинематический анализ манипулятора робота
Целью кинематического анализа является определение положения, скорости и ускорения произвольной точки звена исполнительного механизма (чаще всего схвата) в различных системах координат. В механике различают прямую и обратную задачи. При решении прямой задачи определяется положение схвата относительно неподвижной системы координат при известном взаимном расположении звеньев. Обратная задача чаще бывает труднее.
Для аналитического описания исполнительной системы промышленного робота (манипулятора) можно воспользоваться различными методами (методы Калицына, Кислицына и др.). В последнее время наиболее часто для решения подобных задач применяется метод, основанный на матричном преобразовании однородных координат.
В ПР в основном используются кинематические пары V класса, допускающие относительное движение только по одной координате. Реже используются пары IV класса, допускающие относительное движение по двум координатам. Например, простое шарнирное соединение двух звеньев образует пару V класса, а карданное соединение – пару IV класса.
Важной характеристикой ПР является рабочая зона, под которой понимают объем, ограниченный поверхностью, представляющей собой геометрическое место точек возможных конечных положений схвата. Иногда используют понятие сервисного пространства (зоны обслуживания) как части рабочей зоны, в любой точке которой схват может быть ориентирован заданным образом.
Для перемещения объекта манипулирования (схвата) в любую точку пространства необходимо иметь определенное число степеней подвижности. Перед проектировщиками ПР возникает вопрос, сколько степеней подвижности должен иметь проектируемый ПР.
Большое влияние на свойства и возможности ПР оказывает выбор компоновки транспортирующих координат. В настоящее время в робототехнике в качестве транспортирующих наиболее широко используются кинематические цепи, работающие в прямоугольной, цилиндрической и сферической системах координат.
4. Особенности использования ПР в сборочных процессах
Трудоемкость сборочных процессов в целом по машиностроению составляет 25 %, а в отдельных отраслях приборостроения – 60% и выше; при этом доля автоматической сборки не превышает соответственно 7 и 18 % общей трудоемкости сборочных работ.
При использовании ПР оказывается экономически оправданной сборка изделий, имеющих значительно меньшую серийность, причем количество комплектующих деталей не является лимитирующим, так как оно может быть учтено объемом памяти системы программного управления роботом и набором сменных захватных устройств под номенклатуру комплектующих сборочное соединение деталей.
Учитывая, что сборочные процессы являются в виду их многообразия и жестких требований, предъявляемых к качеству проведения, наиболее сложными, начинать их роботизацию целесообразно со сборки простых узлов и выполнять поэтапно. Так, на первых этапах рекомендуется использовать ПР на операциях установки базовой детали на технологическую позицию или конвейер автоматической линии и снятия с нее собранного соединения.
Исходными данными для проектирования технологического процесса роботизированной сборки на действующем производстве являются: чертеж изделия с чертежами всех входящих в него элементов; масса и габаритные размеры изделия; технические условия на изготовление и приемку изделия; условия труда на сборке и характеристика рабочих движений и функций оператора-сборщика; подробный действующий техпроцесс с указанием трудоемкости; наличие производственных площадей.
Основой для проектирования сборочного РТК является технологическая схема сборки, которая отражает последовательность и структуру процесса. На основании технологической схемы и анализа рабочих движений оператора-сборщика предварительно выбирают модель ПР и разрабатывают циклограмму движений по узловым точкам этой схемы.
Следующий этап проектирования сборочного РТК – оснащение роботизированного сборочного комплекса, что определяется функциональными возможностями ПР, которые ограничены жесткими границами обслуживаемой рабочей зоны, количеством и видом степеней подвижности, погрешностями повторяемости движений, отсутствием, в большинстве случаев, средств восприятия внешней среды и информации о внутреннем состоянии элементов ПР и др. Расширение технологических возможностей ПР достигается разработкой и изготовлением специальной сборочной оснастки: падающие и отводящие устройства, технологические модули локальных перемещений.
Особое значение при создании сборочных роботизированных технологий приобретает выбор методов компенсации неточностей взаимной ориентации деталей при их сборке ПР. Выделяют следующие направления обеспечения сопряжений деталей при роботизированной сборке:
1) применение метода расчета размерных цепей в системе "робот – приспособление – деталь". При этом прямая сборка осуществляется с компенсацией допустимых неточностей позиционирования за счет фасок, ловителей, заходных конусов;
2) расширение функциональных возможностей робота, направленных на увеличение вероятности сопряжения деталей. При этом сборка осуществляется на основании информации о характере взаимодействия сопрягаемых деталей;
3) создание автономных систем поиска удовлетворительного взаимного расположения сопрягаемых деталей. В этом случае задача решается при использовании сборочных головок в составе ПР или РТК, осуществляющих взаимные направленные сканирующие движения поиска для элементов сборки. Для первого направления наиболее распространенные способы сборки представлены на рисунке 3. Также существуют способы сборки с использованием адаптивных систем, которые представлены на рисунке 2.
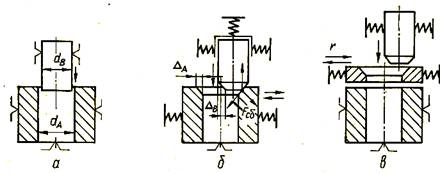
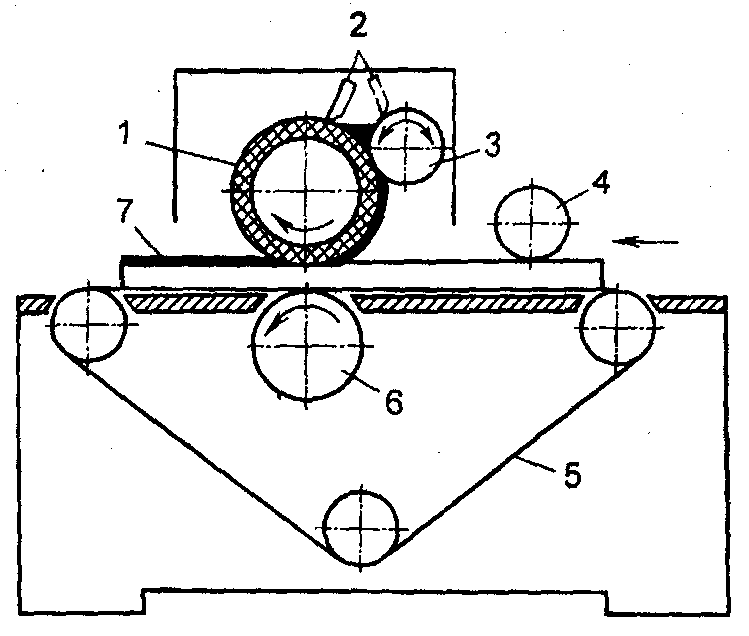
Рисунок 2 – Схемы сборки с использованием размерных цепей: а – с жестким базированием; б – с нежестким базированием (для объектов с фасками); в – с ловителями
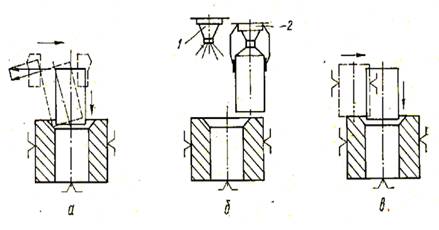
Рисунок 3 – Схемы сборки с использованием адаптивных систем: а – с тактильной информацией; б – со зрительной информацией; в – с повторными попытками сопряжений
Похожие работы

... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...
... их исследований - моделирование социального поведения, общения, человеческих эмоций, творчества. 3.2 Итоги и проблемы Проблемы ИИ, связанные с ресурсами Сообщения об уникальных достижениях специалистов в области искусственного интеллекта (ИИ), суливших невиданные возможности, пропали со страниц научно-популярных изданий много лет назад. Эйфория, связанная с первыми практическими успехами в ...
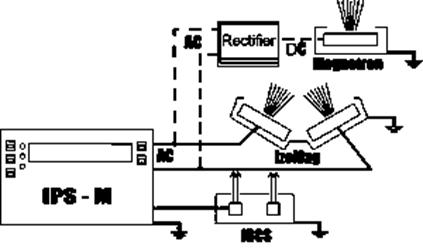
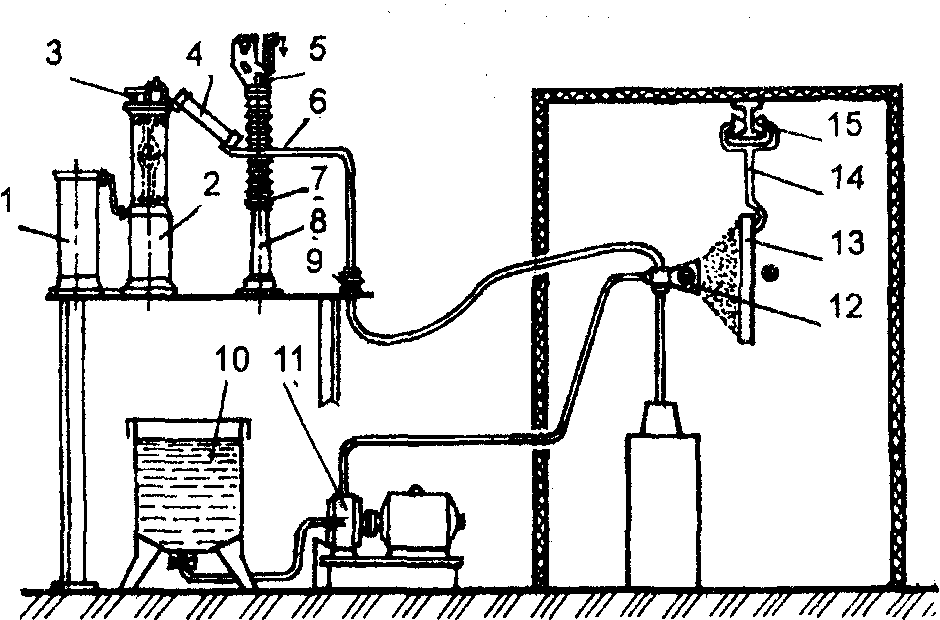
... технологий показана возможность создания гибких производственных робототехнических комплексов. Даны примеры типовой компоновки гибких технологических робототехнических комплексов для электрофизической обработки, включающих подготовительные технологические операции. Роботизированные установки для напыления тонкослойных покрытий на поверхность листового материала Установки представляют собой ...
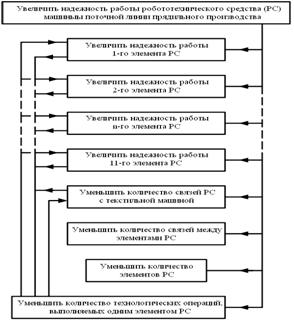
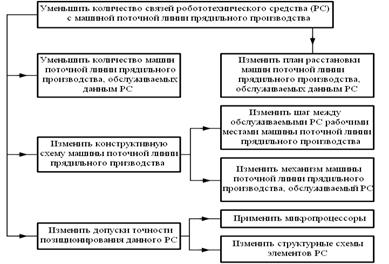
... , , . Произведем оценку числа возможных вариантов, которые можно синтезировать на основе морфологической матрицы при наложении на нее граничных условий проектирования, а именно исключения вышеперечисленных вариантов: Для всего PC машины поточной линии прядильного производства оценка полных решений может быть проведена по следующей формуле: , где – количество исполнительных механизмов в ...
0 комментариев