Навигация
2.4 Хонингование зубьев
Технологический процесс зубохонингования нашел широкое применение в производстве зубчатых колес. Например, в авиационной промышленности он используется как суперфинишный процесс обработки после операции зубошлифования. В автомобильной промышленности этот процесс используется как финишный после химико-термической обработки, для устранения термических поводок деталей. Однако в этом случае, процессу ХТО предшествует операция зубошевингования.
Фирмой HURTH (Германия) разработан процесс сферического зубохонингования, реализованный в станке модели ZH 250 CNC, который позволяет исправлять значительные погрешности зубонарезания и ХТО. В настоящее время этот процесс успешно используется рядом западных фирм в серийном производстве зубчатых колес автомобильных коробок передач в качестве финишного процесса обработки, которому предшествуют операции зубонарезания и ХТО.
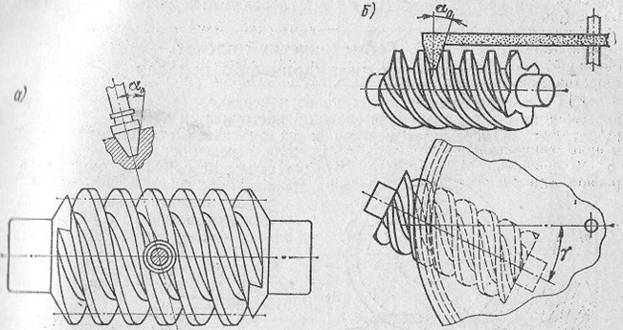
2.5 Нарезание конических зубчатых колес
Конические зубчатые колеса с круговой формой зубьев являются наиболее сложным видом зубчатого зацепления, Нарезание 345ары колес чаще всего производится специальными зуборезными головками по схеме: колесо- двусторонним методом, шестерня – односторонним . Появление станков с ЧПУ (в частности 6-ти координатные станки фирмы GLEASON серии PHOENIX) позволяет обеспечивать обработку пары колес двусторонним методом. Отличительной особенностью данных станков является высококачественное программное обеспечение, позволяющее осуществлять быструю наладку и переналадку станков. Наиболее известный из этой серии является станок модели PHOENIX 175 HC, обеспечивающий обработку деталей с диаметром до 216мм. и модулем до 12.7 мм.
Шлифование конических зубчатых колес с круговыми зубьями. Шлифование зубьев конических зубчатых колес с круговой формой зубьев является наиболее сложной и ответственной операцией , требующей высокой квалификации оператора. Поэтому развитие зубошлифовальных станков шло в направлении достижения полной автоматизации цикла обработки , обеспечения быстрой наладки и переналадки станков. Высшим уровнем автоматизации процесса шлифования является создание локальной сети, включающую в себя расчетную станцию, станок и координатно-измерительную машину. Это позволяет производить автоматическую подналадку станков по результатам контроля поверхностей зубьев. Зубошлифовальные станки выпускаются фирмами GLEASON и KLINGELNBERG. Краткие технические характеристики приведены в таблице 4.
Таблица 4.
| Зубошлифовальные станки фирмы GLEASON | |||
| модель | диаметр обработки, мм. | максимальный модуль,мм | Ширина венца, мм |
| 200 G | 215.9 | 10.0 | 40 |
| 450 G | 450 | 16.0 | 66 |
| Зубошлифовальные станки фирмы KLINGELNBERG | |||
| G 20 | 200 | 8.0 | - |
| G 30 | 300 | 8.0 | - |
Следует отметить важную конструктивную особенность станка модели G 30: наличие двух независимо управляемых шлифовальных шпинделей и механизмов осциллирования шлифовальных шпинделей в двух плоскостях.
Первое отличие создает преимущества при использовании станка в условиях мелкосерийного или единичного производства. Второе – обеспечивает высокую производительность обработки зубьев из целого материала методом глубинного шлифования.
2.6 Притирка зубьев конических колес
Процесс притирки зубьев конических колес после ХТО является достаточно распространенным в автомобильной промышленности. Правильно осуществляемый процесс притирки может обеспечить высокое качество конических пар в обеспечении эксплуатационных ( в том числе и шумовых) характеристик передачи. Однако, предпосылками к этому должно являться обеспечение высокого качества на операциях предшествующей обработки (зубонарезание и ХТО). Наиболее совершенным процессом притирки зубчатых пар является процесс “ турбо-притирки “. Разработанный фирмой GLEASON и реализуемый на станке модели PHOENIX 600HTL CNC.
2.7 Контроль зубчатых колес
Сложность геометрической формы поверхностей зубьев и требование высокой точности ее обеспечения в производстве определяет сложность методов измерения параметров зубчатых колес. Узкоспециализированные приборы уступили место высокоточным многокоординатным измерительным машинам (специализированным иуниверсальным). Из специализированных измерительных машин следует в первую очередь отметить измерительные центры фирмы KLINGELNBERG. С помощью таких измерительных центров, используя соответствующее программное обеспечение, можно контролировать: цилиндрические зубчатые колеса наружного и внутреннего зацепления с прямыми и косыми зубьями; конические зубчатые колеса с прямой и круговой формой зубьев; червячные фрезы, шеверы и зуборезные долбяки; червяки и червячные колеса;
Кроме указанных специализированных измерительных центров следует отметить недавно появившуюся на мировом рынке измерительную машину PRIMAR MX4 фирмы Mahr, которая сочетает в себе кординотно- измерительную машину, кругломер и зубоизмерительный центр. Технические характеристики указанных измерительных машин приведены в таблице 5.
Таблица 5.
| Измерительные центры фирмы KLINGELNBERG | |||
| модель | Макс. диаметр,мм. | максимальный модуль, мм | Ширина венца, мм |
| P 26 | 260 | 12.0 | 400 |
| P 40 | 400 | 15.0 | 400 |
| Измерительный центр фирмы Marh | |||
| PRIMAR MX4 | 600 | 16.0 | 300 |
Похожие работы
... прикатывание зубьев Холодное прикатывание зубьев, так же как и шевингование, предназначено для чистовой обработки зубьев цилиндрических колес внешнего зацепления с модулем до 4 мм и диаметром до 150 мм. В отличие от шевингования, окончательная обработка профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе прикатывания, ...
... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...

... (холодное накатывание), имеют шероховатость поверхностей и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость и значительные погрешности по профилю и радиальному ...



... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
0 комментариев