Навигация
Современные технологии производства зубчатых колес средних модулей
16643
знака
5
таблиц
0
изображений
ФЕДЕРАЛЬНОЕ ГОСУДАРТСВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ "МОСКОВСКОЕ МАШИНОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ "САЛЮТ".
ИНСТИТУТ ЦЕЛЕВОЙ ПОДГОТОВКИ СПЕЦИАЛИСТОВ.
РЕФЕРАТ
на тему:
"Современные технологии производства
зубчатых колес средних модулей"
МОСКВА 2005 год.
1.Типовые технологические маршруты изготовления зубчатых колес
Многолетний опыт серийного производства и эксплуатации зубчатых передач показал большое влияние технологических факторов на динамику, виброактивность, ресурс и надежность работы передач. Технология производства “бесшумных“ передач повышенного ресурса эксплуатации должна обеспечивать:
-высокую точность изготовления базовых поверхностей и всех элементов зацепления;
-высокое качество химико-термического упрочнения рабочих поверхностей зубчатых колес;
-оптимальную модификацию рабочих поверхностей зубьев, обеспечивающую снижение динамических нагрузок и вибраций в зацеплении и исключающую заедание зубьев в работе зубчатых пар;
- низкую шероховатость рабочих поверхностей зубьев;
- снижение затрат на изготовление зубчатых колес.
Сложность поставленных перед технологией производства зубчатых колес задач требует комплексного подхода к их решению, основой которого является разработка базовых технологических процессов механической и химико-термической обработки, оснащение производства высокоточным и производительным оборудованием, современными комплексами вычислительной техники и программными продуктами.
Разработка технологического процесса изготовления зубчатых колес начинается и ведется параллельно с разработкой конструкции зубчатой передачи, при этом определяется возможность их изготовления в условиях конкретного серийного производства. Технологический процесс (маршрут), устанавливающий последовательность выполнения операций обработки, строится в зависимости от многих конструктивно - технологических особенностей зубчатого колеса, определяющей из которых является выбор вида химико-термического упрочнения его рабочих поверхностей.
Для зубчатых колес совершенно справедливо утверждение о том, что уровень их долговечности и надежности заложен в качестве поверхностного слоя зубьев. Оно должно быть высоким, чтобы в условиях действия больших контактных напряжений, сил трения и контактных температур противостоять повреждению рабочих поверхностей зубьев и их усталостному разрушению (поломке).
Качество поверхностного слоя зубьев оценивают комплексом характеристик: химическим и фазовым составом, макро-, микро-, субструктурой, распределением твердости , величиной, знаком и распределением остаточных напряжений и др. Совокупность этих характеристик определяет уровень несущей способности зубчатой передачи, сопротивление контактной усталости , знакопеременному изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов.
В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя следующие основные операции:
- получение заготовки;
- черновая обработка заготовки;
- нормализация (для снятия внутренних напряжений в заготовке и улучшения структуры материала);
-предварительная обработка поверхностей, обрабатываемых окончательно после химико-термического упрочнения;
- обработка базовых поверхностей под нарезание зубьев;
- нарезание зубьев;
- обработка торцовых и продольных кромок зубьев;
- цементация;
- обработка не цементируемых поверхностей, снятие напусков с поверхностей, не требующих химико - термического упрочнения ;
- закалка и отпуск;
- восстановление баз под окончательную обработку;
- окончательная обработка посадочных поверхностей;
- отделка зубьев (зубошлифование, зубохонингование, зубопритирка);
- окончательный контроль.
Как правило, конструкцией зубчатых колес предусматривается цементация только зубчатых венцов и посадочных мест под подшипники, следовательно, остальные поверхности колеса должны быть защищены от цементации. Защита от цементации выполняется или ‘’напусками‘’ (припусками, превышающими по толщине глубину цементируемого слоя), или гальваническим меднением. Рассмотренный технологический процесс имеет ряд недостатков, главный из которых - значительные и нестабильные деформации и усадки заготовок. Это значительно усложняет, а в отдельных случаях делает невозможным расчет размерных цепей с обеспечением гарантированных припусков для дальнейшей обработки.
2. Заготовки
2.1 Роль технологических факторов в повышении эксплуатационных свойств зубчатых передач
Технологический процесс изготовления зубчатых колес является многооперационным. Операции горячей пластической деформации и механической обработки сочетаются с операциями термической обработки заготовок и химико-термической обработки деталей.
Работоспособность зубчатых колес в значительной степени зависит от правильного выбора геометрии зацепления (формы и величины модификации рабочих поверхностей зубьев), точности изготовления и качества поверхностного слоя зубьев. Эксплуатационные свойства зависят от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов, которые тесно взаимодействуют между собой.
Для совершенствования производства зубчатых колес требуется разработка единой системы управления процессом изготовления деталей, затрудняющей проявление отрицательных факторов технологической системы обработки (технологической наследственности). Основу этой системы должно составлять управление качеством обработки на последовательно выполняемых технологических операциях механической, химико-термической и финишной обработки.
Радикальным средством улучшения качества зубчатых колес и повышения их эксплуатационных характеристик является применение технологий высокого уровня практически во всей технологической цепи изготовления деталей. К таким технологиям в первую очередь следует отнести:
- ионную химико-термическую обработку, включающую процессы ионной цементации, нитроцементации и азотирования;
- высокопроизводительную механическую обработку лезвийным инструментом, включая обработку поверхностей с твердостью HRC ~60;
- высокоэффективные методы глубинного шлифования, включая шлифование зубьев из целой заготовки ;
- высокопроизводительный метод финишной обработки зубьев – зубохонингование, обеспечивающий после мало деформационной вакуумной (ионной) химико-термической обработки восстановление точности и высокое качество упрочненной поверхности зубьев колес.
Похожие работы
... прикатывание зубьев Холодное прикатывание зубьев, так же как и шевингование, предназначено для чистовой обработки зубьев цилиндрических колес внешнего зацепления с модулем до 4 мм и диаметром до 150 мм. В отличие от шевингования, окончательная обработка профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе прикатывания, ...
... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
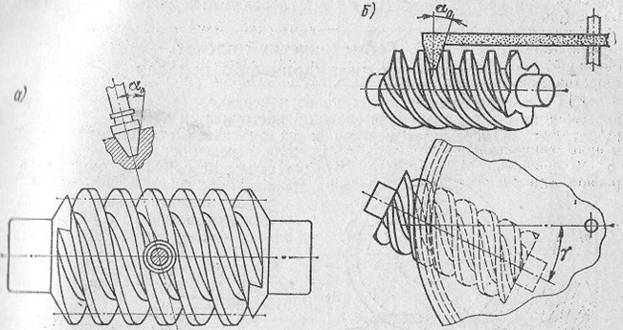

... (холодное накатывание), имеют шероховатость поверхностей и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость и значительные погрешности по профилю и радиальному ...



... . кафедрой г. Тюмень, 1997 г. Содержание. Введение. Конструкторская часть. Технология строительства магистральных трубопроводов. Общая технология. Способы закрепления трубопроводов. Особенности предлагаемого анкерного закрепления трубопровода. Примерная технология производства работ при использовании анкерных стержней. ...
0 комментариев