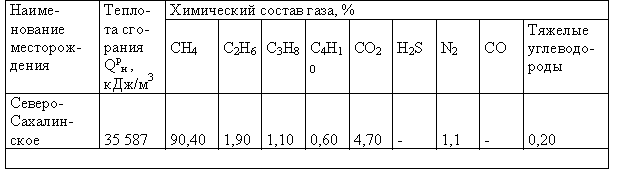
Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Количество МНЛЗ в сталеплавильном цехе
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
5.3 Количество МНЛЗ в сталеплавильном цехе
Количество МНЛЗ в отделении непрерывной разливки стали составляет:
В=В1+ В2, (5.6)
где В1, В2 – количество работающих и резервных машин соответственно.
В случае работы установок непрерывной разливки стали с разливкой только одиночными плавками количество МНЛЗ определяется из условия:
В1=А/Р, (5.7)
где А – производство жидкой стали в цехе; Р – пропускная способность МНЛЗ.
В случае работы МНЛЗ с разливкой плавок сериями методом плавка на плавку количество машин определяется как:
В1 = t1/tр+1, (5.8)
где =tр – ритм подачи ковшей в отделение.
Следует отметить, что кратность подачи t1/tр ковшей в отделение должна быть целым числом, в противном случае необходимо изменить продолжительность разливки стали на МНЛЗ за счет изменения скорости разливки или состава МНЛЗ.
Количество резервных машин может быть найдено как:
В2=(Т*В1)/365, (5.9)
где Т – продолжительность всех видов ремонтов, сут: Т=70…75 сут.
Как показывает опыт эксплуатации отделений непрерывной разливки стали, коэффициент использования МНЛЗ составляет 0,7…0,9 (70…90 %) от мощности установленных МНЛЗ.
Определяем количество МНЛЗ и их производительность в составе конвертерного цеха, состоящего из трех конвертеров вместимостью 50 т. Металл разливается на заготовки сечением 175´175 мм2.
Стали – углеродистые обычного качества и низколегированные конструкционные стали.
Продолжительность плавки в конвертере 34 мин.
Скорость разливки стали w=1,3 м/мин.
Кислородно-конвертерный цех работает по системе: два конвертера в работе, один в резерве.
Ритм подачи ковшей в отделение непрерывной разливки стали составит tр = 34: 2 = 17 мин, а производительность конвертерного цеха по жидкой стали:
![]() т.
т.
Состав МНЛЗ (количество ручьев) при допустимом времени разливки t3=60 мин составит:
![]()
Принимаем к установке машины с четырьмя ручьями.
Время разливки t1 на четырехручьевой МНЛЗ при скорости разливки w=1,3 м/мин будет:
![]()
![]()
Принимаем продолжительность разливки t1=51 мин. Кратность разливки t1/tр составит 51:17=3; скорость разливки w=1,26.
Пропускная способность (мощность) МНЛЗ при разливке стали сериями по шесть плавок составит:
![]() т.
т.
Количество работающих МНЛЗ:
В1=t1/tр+1=51/17+1=4.
Количество МНЛЗ, находящихся в резерве:
В2=ТВ1/365=75*4/365=0,82.
Принимаем В2=1.![]()
Общее количество МНЛЗ составит:
В=В1+В2=4+1=5.
Производительность установленной МНЛЗ:
Р=А/В=1,545882*106/5=0,309*106 т.
Список ссылок
1. Скворцов А.А., Акименко А.Д. Теплопередача и затвердевание стали в установках непрерывной разливки. – М.: Металлургиздат, 1966.
2. Savage J., Pritchard W.H. - JISI, 1954, 178, s. 813.
3. Физико-химические расчеты электросталеплавильных процессов: Учеб. пособие для вузов / Григорян В.А., Стомахин А.Я., Пономаренко А.Г. и др. - М.: Металлургия, 1989. 288 с.
4. Глазков А.Я., Моргалев Б.Н., Чигринов М.Г., Лобанов В.В. Производство мелких непрерывнолитых заготовок. М.: Металлургия, 1975. 104 с.
5. Hills A.W.D. - JISI, 1965, January, s. 18-26.
6. Fekete K. - Berg- und Hüttenmännische Monatshefte, 1969, 1, s. 19-21.
7. Krainer H., Tarmann B. - Stahl und Eisen, 1949, 69, s. 813.
8. Конструкции и проектирование агрегатов сталеплавильного производства. /Григорьев В.П., Нечкин Ю.М., Егоров А.В., Никольский Л.Е.: Учебник для вузов. - М.: МИСИС. 1995. - 512 с.
6. Результаты расчета
| № п/п | Расчетный параметр | Значение |
| Температура ликвидус, оС | 1510 | |
| Температура солидус, оС | 1487 | |
| Допустимая скорость разливки, м/мин | 0,87 | |
| Выбранная скорость разливки, м/мин | 1,3 | |
| Допустимая глубина жидкой фазы, м | 5,71 | |
| Толщина корки стали на выходе из кристаллизатора, мм | 19,97 | |
| Средняя тем. закристаллизов-ся слоя на вых. из кр-ра, оС | 1329 | |
| Температура поверхности заготовки на вых. из кр-ра,оС | 1190 | |
| Время движения слитка в кристаллизаторе, с | 41,5 | |
| Время движения слитка в ЗВО до полного затверд., мин | 9,46 | |
| Расстояние от низа кр-ра до полного затверд. загот., м | 12,3 | |
| Температура на входе в секцию ЗВО, оС | 1130 | |
| Температура на выходе из секции ЗВО, оС | 1090 | |
| Толщина корки на входе в секцию ЗВО, мм | 30 | |
| Толщина корки на выходе из секции ЗВО, мм | 38 | |
| Расход воды на секцию охлаждения, м3/ч | 3,2 | |
| Суммарный тепловой поток на поверхн. слитка, кВт/м2 | 358,5 | |
| Средний коэффициент теплоотдачи, Вт/м2*К | 323 | |
| Плотность орошения, м3/(м2*ч) | 4,57 | |
| Базовый радиус, м | 9 | |
| Минимально необходимая металлург. длина машины, м | 11,06 | |
| Длина участка затвердевания с выбранным радиусом, м | 14,13 | |
| Толщина корки к моменту разгиба слитка, мм | 52,5 | |
| Время движения слитка от кр-ра к точке разгиба, мин | 3,06 | |
| Время нахождения деформ. слоя в темп. инт. хрупк., мин | 2,38 | |
| Радиус точек правки, м R1 | 14,26 | |
| R2 | 34,37 | |
| R3 | -83,93 | |
| Ритм подачи ковшей, мин | 17 | |
| Производительность конвертерного цеха, т | 1545882 | |
| Расчетное количество ручьев МНЛЗ, шт | 3,3 | |
| Выбранное количество ручьев МНЛЗ, шт | 4 | |
| Расчетное время разливки, мин | 49 | |
| Выбранное время разливки, мин | 51 | |
| Уточненная скорость разливки, м/мин | 1,26 | |
| Пропускная способность МНЛЗ, тыс.т | 0,303 | |
| Количество работающих МНЛЗ, шт | 4 | |
| Количество резервных МНЛЗ, шт | 1 | |
| Производительность установленной МНЛЗ, тыс.т | 0,309 |
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев