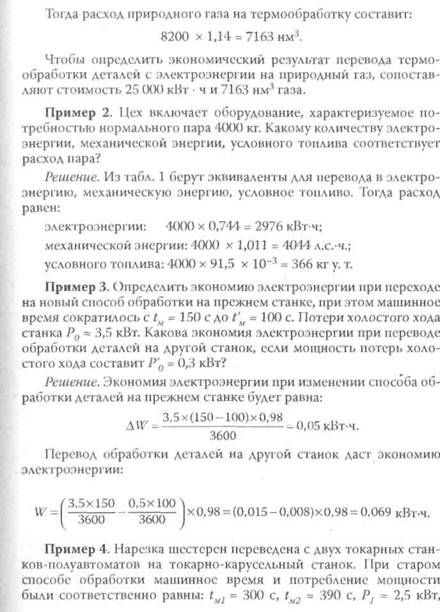
Определение температуры ликвидус и солидус стали, разливаемой на МНЛЗ
Скорость непрерывной разливки
Определение температуры поверхности по длине заготовки и расхода воды на охлаждение в ЗВО
Выбор формы технологической оси
Выпрямление непрерывнолитой заготовки
Производительность МНЛЗ
Количество МНЛЗ в сталеплавильном цехе
Навигация
Выпрямление непрерывнолитой заготовки
Расчет технологических, теплотехнических и конструктивных параметров машин непрерывного литья заготовок
43211
знаков
6
таблиц
1
изображение
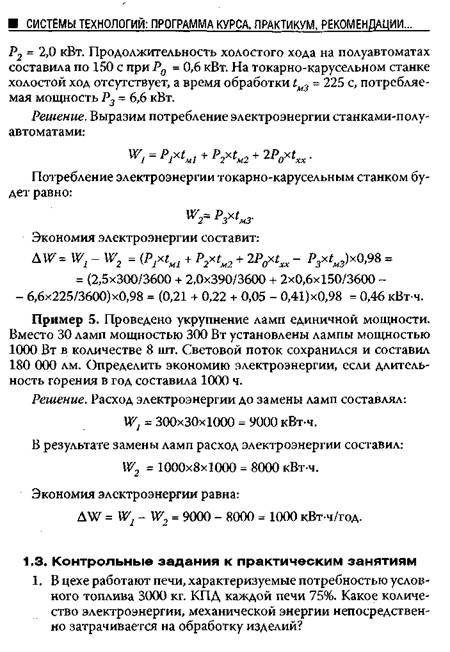
4.2 Выпрямление непрерывнолитой заготовки
Кристаллизующийся непрерывнолитой слиток постоянно находится под действием внешних сил, величина и характер которых определяются конструктивными параметрами МНЛЗ. Поэтому, для непрерывнолитого слитка характерно одновременное существование условий кристаллизации и деформирования, что определяет возможность образования дефектов, имеющих различную природу.
Одним из серьезных дефектов непрерывнолитых слитков являются внутренние горячие трещины.
Причинами, вызывающими образование внутренних трещин, могут быть усадочные или термические напряжения, а также воздействие внешних сил, характер и величина которых зависят от конструктивных параметров МНЛЗ.
Образование внутренних трещин под действием термических напряжений может быть минимизировано за счет правильно организованного вторичного охлаждения заготовок.
Повышенные деформация НЛЗ могут происходить, также, при выпучи-вании корочки слитка от ферростатического давления, под действием растягивающих нагрузок при вытягивании формирующегося, при обжатии не полностью кристаллизовавшегося слитка валками тянущей клети, а также при изгибе и выпрямлении заготовки в двухфазном состоянии.
Ряд принятых конструктивных решений позволил ограничить деформа-цию непрерывнолитого слитка.
Выпрямление непрерывнолитого слитка - это технологически необходимая операция на машинах непрерывного литья заготовок криволинейного типа.
Конструктивные решения таких важных узлов МНЛЗ как кристаллизатор, опорные роликовые секции ЗВО позволяют достичь на современных сортовых установках скорости вытягивания заготовок более 5 м/мин.
При этом глубина лунки жидкого металла может значительно превышать длину участка МНЛЗ с постоянным радиусом кривизны.
При выпрямлении непрерывнолитого слитка с жидкой сердцевиной, теплофизические условия кристаллизации и охлаждения оказывают влияние на процесс образования внутренних трещин.
От того, как должна быть построена зона правки, обеспечивающая деформацию слитка в двухфазном состоянии без образования трещин, зависит выбор типа МНЛЗ, предназначенных для производства заготовок из высококачествен-ных сталей.
Условия образования трещин при правке непрерывнолитого слитка отличаются от условий образования трещин при усадке, так как при правке образование трещин происходит под действием растягивающих напряжений и связанной с ними деформацией, вызываемых внешними силами. Поэтому характер и величину деформации можно изменять за счет конструктивных параметров МНЛЗ, таких как радиус кривизны и длина радиального участка, кривизны и длины участка выпрямления и т.д.
Критерием образования трещин при правке и выборе рациональной кривой выпрямления является зависимость, представленная в виде:
e £ e* (Т)
где: e - фактическая относительная деформация выбранного слоя;
e* - допустимая относительная деформация для данной марки стали при температуре Т°.
Данный критерий основан на экспериментальных работах в области изучения горячих трещин в стальных слитках.
Недостатком предложенного критерия является то, что он не учитывает кинетику развития внутренних деформаций и изменения деформационной способности кристаллизующегося металла, то есть не учитывает, что при кристаллизации одновременно протекают взаимосвязанные процессы – процесс агрегатного превращения, обуславливающий непрерывное изменение механических свойств и процесс накопления деформаций.
Исследование механических свойств различных сталей при высоких температурах обнаруживает важную закономерность:
все стали в определенном интервале температур имеют резко выраженный провал прочности и пластичности. Этот интервал, названный температурным интервалом хрупкости, характеризуется низкими значениями механических характеристик, имеет различную величину и зависит от химического состава стали.
Условие, при котором с уменьшением скорости деформации предельно допустимые деформации увеличиваются, явилось основной предпосылкой выпрямлять не полностью затвердевший слиток не в одной точке, а на участке зоны вторичного охлаждения некоторой длины, чтобы значительно уменьшить скорость деформации.
Рассчитаем кривую плавного выпрямления слитка с жидкой сердцевиной сечением а´в=175´175 мм2 при отливке среднеуглеродистых и легированных сталей. Базовый радиус кривизны радиального участка R0=9 м, скорость вытягивания слитка 1,3 м/мин, расстояние между точками правки t=1 м.
Принимаем коэффициент кристаллизации k=30 мм/мин0,5 и коэффициент интенсивности охлаждения ![]() =0,75, точку перехода от радиального участка к криволинейному при относительной толщине закристаллизовавшейся оболочки (отношение двух толщин корки к толщине заготовки) с=0,6, допустимую деформацию eд=0,005.
=0,75, точку перехода от радиального участка к криволинейному при относительной толщине закристаллизовавшейся оболочки (отношение двух толщин корки к толщине заготовки) с=0,6, допустимую деформацию eд=0,005.
Полное время кристаллизации слитка составит:
![]() мин.
мин.
При с=0,6 толщина закристаллизовавшейся оболочки к моменту разгиба слитка будет:
![]() мм.
мм.
![]() мин.
мин.
Расстояние от нейтральной оси до опасного слоя:
у=dq=52,5*0,75=39,38 мм; у=0,0394 м.
Время нахождения деформируемого слоя в температурном интервале хрупкости:
![]() мин.
мин.
Радиус первой точки правки слитка:
![]()
![]() м.
м.
Если принять за центр координат точку окончания радиального участка, то координата первой точки правки будет:
![]()
Радиус кривизны второй точки правки:
![]()
координата точки правки:
Радиус кривизны третьей точки:
![]()
![]()
Так как в третьей точке получен отрицательный радиус, то выбираем криволинейную МНЛЗ с двумя точками правки.
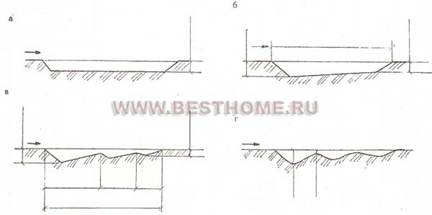
По полученным данным строим кривую плавного выпрямления (Приложение 1, рис.3.).
Похожие работы
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...
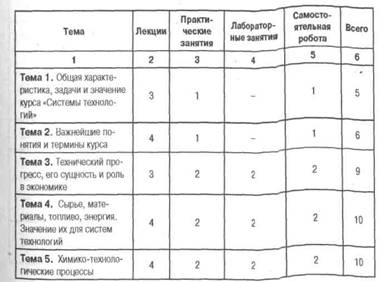
... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев