Навигация
Разработка операционного технологического процесса изготовления детали типа вал
33617
знаков
10
таблиц
6
изображений
Министерство образования и науки Украины
Донецкий национальный технический университет
Механический факультет
Кафедра "Технология машиностроения"
Курсовой проект
по дисциплине "Технологическая подготовка производства"
на тему: "Разработка операционного технологического процесса изготовления детали типа вал" ПК 09.04.27.71.00.000 ПЗ
Выполнил
ст.группы МС-05н
Князев Я.И.
Проверил
Горобец И.А.
Нормоконтроль
Сулейманов С.Л.
Донецк 2009
Реферат
Курсовой проект: с.38 , табл., рис., источников, приложения.
Объект исследования – зубчатое колесо трехступенчатого коническо-цилиндрического редуктора.
Цель курсового проекта - составление технологического процесса для обработки детали зубчатое колесо с детальной разработкой документации технологии её изготовления с помощью САПР "ВЕРТИКАЛЬ" и "КОМПАС 3D".
В курсовом проекте проведен анализ базового техпроцесса, определен тип производства, выбран тип заготовки, разработан маршрутно-операционный и операционный техпроцессы. Рассчитаны режимы резания для обработки двух поверхностей. Разработаны карты наладок, произведено нормирование технологического процесса и экономическое сравнение вариантов техпроцесса.
ЗАГОТОВКА, СТАНОК, ЗУБЧАТОЕ КОЛЕСО, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, КАРТЫ НАЛАДОК, РЕЖИМЫ РЕЗАНИЯ, ПРИСПОСОБЛЕНИЕ, ЗАГОТОВКА, ДЕТАЛЬ, ПРИПУСКИ
Содержание
Введение
1. Анализ технологичности конструкции детали
2. Определение типа производства
3. Выбор метода получения заготовки
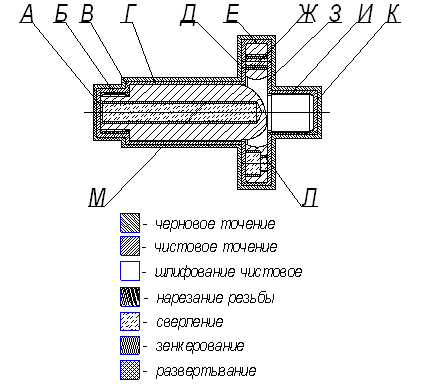
4. Выбор маршрута обработки детали
5. Определение операционных припусков на механическую обработку детали
6. Выбор режущего и измерительного инструмента
7. Выбор металлорежущего оборудования
8. Расчет режимов резания
9. Анализ размерной цепи
10. Нормирование технологического процесса
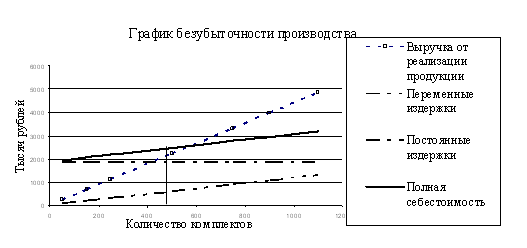
11. Экономическое сравнение технологического процесса
Заключение
Список литературы
Введение
Уровень развития машиностроения – один из самых значительных факторов технического прогресса, так как коренные преобразования в любой сфере производства возможны лишь в результате создания более совершенных машин и разработки принципиально новых технологий. Развитие и совершенствование технологии производства сегодня тесно связаны с автоматизацией, созданием робототехнических комплексов, широким использованием вычислительной техники, применением оборудования с числовым программным управлением. Все это составляет базу, на которой создаются автоматизированные производства, становятся возможным оптимизация технологических процессов, созданием гибких автоматизированных комплексов.
В условиях современного производство возникает задача снизить сроки и затраты на изготовление продукции. Причем снижение продолжительности и затрат производства должно осуществляться не только на этапе изготовления, но и в значительной мере на этапе проектирования и разработки технической документации. Это можно осуществить с использованием современных САПР. В данном курсовом проекте подготовка технической документации осуществлялась с помощью пакетов программ компании АСКОН – САПР "ВЕРТИКАЛЬ" и "КОМПАС 3D". Использование данного инструмента позволяет современному инженеру сократить этап подготовки производства в несколько раз.
1. Анализ технологичности конструкции детали
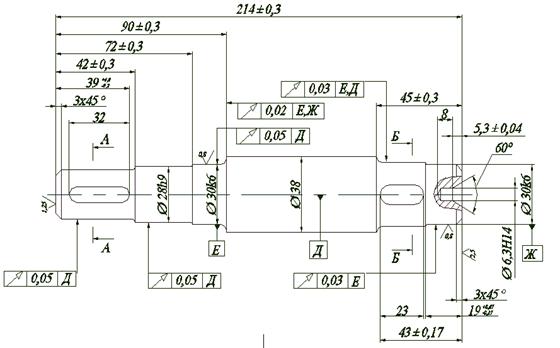
Исследуемая деталь - цилиндрическое прямозубое зубчатое колесо. Материалом детали является конструкционная углеродистая сталь 45 ГОСТ 1050-88. Данная сталь применима для вал-шестерен, коленчатых и распределительных валов, шестерен, шпинделей, бандажей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Химический состав стали, механические, физические и технологические свойства приведены таблицах ниже.
Таблица 1.1. Химический состав стали 45 (в %)
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.42 - 0.5 | 0.17 - 0.37 | 0.5 - 0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | до 0.25 | до 0.08 |
Таблица 1.2. Механические свойства стали 45 при Т=20°С
| sв | sT | d5 | y | KCU | Термообработка |
| МПа | МПа | % | % | кДж / м2 | - |
| 470 | 245 | 15 | 30 | 340 | Нормализация |
При проектировании детали выдержаны все требования стандартов по ГОСТ 2.403-75.
Требуемая твердость (300…340 НВ) достигается улучшением. Для возможности применения повышенных режимов резания перед механической обработкой применяем термообработку: отпуск.
При серийном производстве целесообразнее применять штамповку в прикладных штампах, что позволяет конфигурация детали.
В качестве конструкторской и технологической баз при обработке зубьев колеса принята цилиндрическая поверхность; в качестве измерительной – ось колеса. Это является нетехнологичным, так как нарушается принцип единства баз.
При изготовлении детали используется в основном стандартная технологическая оснастка. На чертеже детали имеются все виды, сечения и разрезы необходимые для того, чтобы представить конструкцию детали. Заменить деталь сборным узлом или армированной конструкцией представляется нецелесообразным. Все поверхности детали доступны для обработки и измерений. Возможно использование высокопроизводительного оборудования и стандартной технологической оснастки. Условия для врезания и выхода режущего инструмента обеспечены конструкцией детали. Все отверстия детали являются сквозными. Нетехнологичных элементов конструкция детали не имеет, а также не возникает трудностей при выдерживании заданных допусков на размеры и требуемой шероховатости. Величина радиального биения не должна превышать 0,05мм. Принимаются допуски на торцевое биение 0,25мм. Допуск круглости и цилиндричности центрального отверстия составляет 0,01мм. При выдерживании этих требований технологических трудностей не возникает. На центральном отверстии колеса предусмотрены заходные фаски, которые облегчают его монтаж при изготовлении и сборку при применении. Наиболее точной поверхностью детали являются поверхность ø71H7. Обеспечение этой точности требует обработки абразивным инструментом. Точность отверстия соответствует точности зубчатого венца. Данная поверхность является базой, что делает деталь более технологичной. В целом деталь является технологичной.
Похожие работы
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...

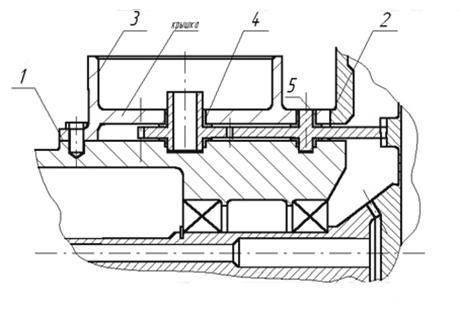
... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев