Аналіз деталі «Каретка верхня»
Використання різального та допоміжного обладнання
Аналіз використання контрольно-вимірювального інструменту
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Характеристика технічного обладнання
Розрахунок та визначення гвинта для закріплення заготівки
Навигация
Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
Проектування технологічної оснастки для виготовлення деталі "каретка верхня"
34271
знак
7
таблиц
7
изображений
2. Особливості проектування пристосувань для верстатів із ЧПК, оброблюючих центрів і гнучких виробничих систем
До верстатних пристосувань, застосовуваних на верстатах із ЧПУ, пред'являються наступні вимоги [4]:
а) висока точність і жорсткість, що забезпечує необхідну точність обробки і максимальне використання потужності верстата;
б) повне базування як заготівлі, так і пристосування відносно початку координат верстата;
в) можливість підходу інструмента до всіх оброблюваних поверхонь;
г) можливість зміни заготівлі поза робочою зоною верстата або верстата взагалі;
д) можливість швидкої зміни або швидкого переналагодження пристосування на верстаті;
е) можливість зміни пристосування поза робочою зоною верстата або поза верстатом;
ж) наявність швидкодіючих механізованих затискних пристроїв;
з) можливість розміщення декількох заготівель на одному пристосуванні.
Особливості установки пристосувань на верстатах із ЧПК
Особливістю установки є необхідність повного базування і швидкого закріплення пристосування на столі верстата, що забезпечує міцний зв'язок з початком координат верстата і прив'язка до вихідної точки обробки (точці, у якій знаходиться інструмент перед початком роботи верстата).
При наявності на столі верстата поздовжніх пазів і центрального поперечного паза пристосування базується за допомогою установчих шпонок або штирів по подовжньому і поперечному пазах, і при наявності подовжніх пазів і центрального отвору - циліндричним штирем по отворі і штирями по подовжньому пазу.
Пристосування можна базувати по двох площинах у координатний кут за допомогою точно виготовленого і вивіреного косинця, встановлюваного і столу верстата, що закріплюється в поздовжніх пазах.
Можливо також базування пристосувань тільки по поздовжньому пазу. У цьому випадку твердий зв'язок траєкторії обробки з початком координат верстата по подовжній осі столу відсутній і установка інструмента у вихідну точку обробки повинна здійснюватися по щупі й установ, закріпленому на корпусі пристосування, або по установчому отвору або штиреві.
Часто з метою раціонального розміщення пристосувань на столі верстата і збереження точності базових поверхонь столу, на ньому жорстко закріплюють накладні плити з пазами і сіткою отворів, що можуть використовуватися для установки пристосування.
3. Технічне завдання
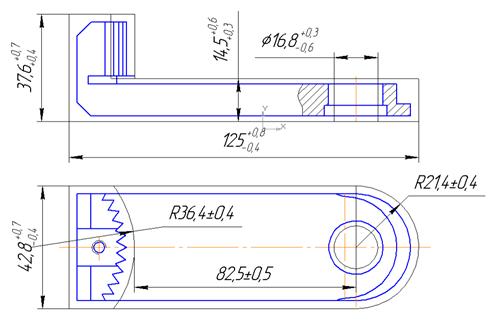
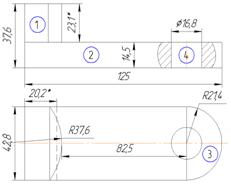
Тема завдання: Спроектувати спеціальний пристрій для чорнової обробки поверхонь О та Е, сверління отвору ф39.5мм, Деталі – «каретка верхня»
1.Заготівка з матеріалу СЧ20, при встановлені в спеціальний пристрій попередньо оброблені поверхні по яких виконується встановленя, базування, закріплення.
2. На даній операції обробці підлягають поверхні О діаметром Æ146,6±1,2, та поверхня Е – фрезеруванню 150,6±1,2*373,2±1,6, сверління отвору ф39,5 на прохід.
3. Операція виконується чорновою з отриманою шорсткістю Ra 12,5.
4. Базами є: основною технологічною і вимірювальною – поверхня Д напрямною і вимірювальною базою – поверхня И, опорною і вимірювальною – поверхня З.
5. На даній операції виконується 4 переходи: 1) Чорнове фрезерування поверхні О; 2) Чорнове фрезерування поверхні Е; 3) Сверління отвору ф30; 4) Розсверлювання ф30/ф39,5.
6. Верстат на якому виконується обробка – оброблюючий центр ИР500ПМФ4; Інструмент: Фреза торцьова Æ160,z=16, BK8, ГОСТ 24359-80;
Сверло Æ25 2301-4157 ГОСТ 2092-77, P18;
Сверло Æ39,5 2301-41-4177 ГОСТ 2092-77, P18.
7.Режими різання наведені в таблиці.
8. Програма випуску – 5000 деталей на рік.
9. Пристосування за потрібною структурою – одномісне.
10. Пристосування з ручним затисканням гвинтом.
11. Норми часу на операцію:
to=0,91хв;
tш=1,65 хв.
Зведена таблиця розрахованих та вибраних норм часу
на обробку деталі «Каретка верхня»
Таблиця 7
| № Операції | Основний час То, хв | Допоміжний час Тв, хв | Оперативний час Топ, хв | Час обслуговування робочого місця Тобс, хв | Час на відпочинок і природні потреби Тотд, хв | Підготовчо-заключний час Тпз, хв | Штучний час Тшт, хв | Штучно-калькуляційний час Тшт.к, хв | |
| О10 | 0,33 | 1,58 | 1,72 | 0,0688 | 0,0688 | 17 | 1,72 | 1,7286 | |
| О15 | 0,11 | 1,51 | 1,57 | 0,0628 | 0,0628 | 17 | 1,57 | 1,5786 | |
| О20 | 0,91 | 1,06 | 1,65 | 0,09075 | 0,066 | 43 | 1,65 | 1,6586 | |
| О25 | 2,04 | 1,2 | 3,24 | 0,1782 | 0,1296 | 43 | 3,24 | 3,2486 | |
| О35 | 0,33 | 1,58 | 1,91 | 0,0764 | 0,0764 | 17 | 1,91 | 1,9186 | |
| О40 | 0,1 | 1,51 | 1,61 | 0,0644 | 0,0644 | 17 | 1,61 | 1,6186 | |
| О45 | 0,81 | 1,06 | 1,87 | 0,10285 | 0,0748 | 43 | 1,87 | 1,8786 | |
| О50 | 0,48 | 0,99 | 1,47 | 0,08085 | 0,0588 | 43 | 1,47 | 1,4786 | |
| О60 | 0,33 | 1,58 | 1,91 | 0,0764 | 0,0764 | 17 | 1,91 | 1,9186 | |
| О65 | 0,1 | 1,51 | 1,61 | 0,0644 | 0,0644 | 17 | 1,61 | 1,6186 | |
| О70 | 1,96 | 1,41 | 3,37 | 0,18535 | 0,1348 | 43 | 3,37 | 3,3786 | |
| О75 | 1,666 | 1,34 | 3,006 | 0,16533 | 0,12024 | 43 | 3,006 | 3,0146 | |
| Сума | 8,606 | 16,33 | 24,936 | 1,21653 | 0,99744 | 43 | 24,936 | 25,0392 |
4. Проектування та розрахунки спеціального пристосування
4.1 Зміст операції.
Перехід 1. Фрезерувати поверхню О діаметром Æ146,6±1,2 в розмір 38,8мм;
Перехід 2. Фрезерувати поверхню Е 150,6±1,2*373,2±1,6 в розмір34,8мм;
Перехід 3. Сверління отвору ф25на прохід;
Перехід 4. Розсверлювання отвору ф25/ф39,5 на прохід.
Похожие работы
... у заданому положенні. 3.9 Опис технологічного процесу виготовлення виробу В даному курсовому проекті розглядаються технологічний процес виготовлення обечайки хвостової, яка є складовою частиною балки рукояті екскаватора ЕКГ-8І. Очищення металу проводять для видалення окалини, іржі, жирових та інших плям і забруднень у дробеметних, дробеструменевих машинах, або хімічним шляхом. Розкрій є ...
... з матеріалу сталь 20Х ГОСТ 4543-71. Сталь 20Х - легована конструкційна сталь хромистої групи поліпшеної якості. Дана сталь має кращі міцністні характеристики, між вуглецева і використовуються для виготовлення зносостійких деталей, що працюють при середніх швидкостях і питомих тисках (кулачкові муфти, втулки, шпинделі, плунжери, оправки, копіри, шліцові вали, важелі й т.п.). Таблиця 1.1 Хімічний ...

... ,однак для нього характерні суттєві обмеження. Цей метод не потребує застосування універсальних обчислювальних машин, тому він був широко розповсюджений на протязі ряду років, доки введення обчислювальних засобів в промислові роботи настало економічно оправданим. Обмеження цього методу пов’язані з неможливістю використання давачів. Користувач визначає послідовність дій роботів, яка не може мі ...
0 комментариев