Навигация
Разработка маршрутного технологического процесса
38557
знаков
10
таблиц
1
изображение
1.2 Разработка маршрутного технологического процесса
В условиях неавтоматизированного производства при разработки маршрутного технологического процесса нужно руководствоваться следующими правилами:
1) С целью экономии труда и времени технологической подготовки производства использовать типовые процессы обработки детали и типовых поверхностей деталей;
2) Не проектировать обработку на уникальных станках. Применение уникальных и дорогостоящих станков должно быть технологически и экономически оправдано;
3) Использовать по возможности только стандартный режущий и измерительный инструмент;
4) Стремиться применять наиболее совершенные формы организации производства: непрерывные и групповые поточные линии, групповые технологические процессы и групповые наладки на отдельные станки;
5) Обрабатывать наибольшее количество поверхностей данной детали за одну установку.
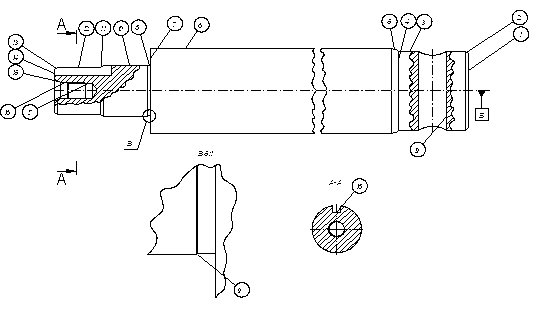
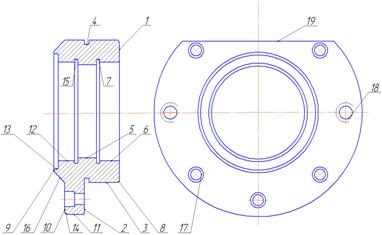
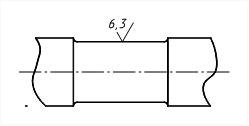
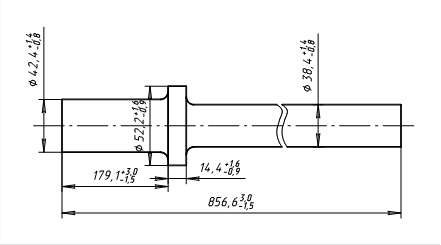
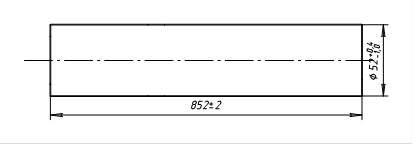
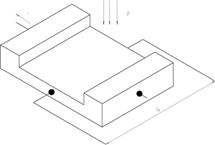
Рисунок 1.1- Эскиз штока с указанием обрабатываемых поверхностей
Маршрутный технологический процесс обработки детали «Шток» (рис. 1.1) в условиях неавтоматизированного производства:
005 Заготовительная ( штамповка)
010 Фрезерно-центровальная
А Установить и снять заготовку
1. Фрезеровать торцы 1и 14
2. Сверлить центровые отверстия
015 Токарная (черновая)
А Установить и снять заготовку
1. Точить поверхность 6
2. Точить поверхность 3
020 Токарная (чистовая)
А Установить и снять заготовку
1. Точить поверхность 6
2. Точить поверхность 3
3. Точить фаску 2
4. Точить фаску 5
025 Токарная (черновая)
А Установить и снять заготовку
1. Подрезать торец 7
2. Точить поверхность 10, 12.
030 Токарная (чистовая)
А Установить и снять заготовку
1. Точить фаску 13
2. Точить поверхность 10
3. Точить фаску11
4. Точить поверхность 12
5. Точить проточку 8
6. Точить фаску 9
035 Вертикально-фрезерная
А Установить и снять заготовку
1. Фрезеровать шпоночный паз 18
040 Радиально-сверлильная
А Установить и снять заготовку
1. Сверлить сквозное отверстие 19.
045 Слесарная (стол слесарный)
А Установить и снять заготовку
Калибровать резьбу, зачистить заусенцы после фрезеровки
050 Термообработка
1. Закалить HRC 38…42
055 Радиально-сверлильная
1. Сверлить отверстие 17;
2. Зенковать фаску 15
3. Нарезать резьбу 16
060 Круглошлифовальная
А Установить и снять заготовку
1. Шлифовать поверхность 6
Так как технические требования чертежа предполагают термическую обработку, продолжительность которой по времени заведомо превышает все остальные операции в несколько раз, из базового техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока.
1.3 Выбор режимов резания и расчет технологической производительности
Выбор режимов резания осуществляется в соответствии с общемашиностроительными нормативами для технического нормирования работ на металлорежущих станках. Результаты расчетов занесены в таблицу 1.1.
Таблица 1.1 – Расчет машинного времени выполнения операций
| Операция | Наименование переходов | Инструмент | Глубина резания, мм | Режим обработки | D,мм | L, мм | tр, мин | ||
| Подача | Скорость резания | Число оборотов в минуту | |||||||
| Фрезерно-центровальная | Фрезерование торцов 1 и 14 | Фреза 2214-0001 ГОСТ 24359-80 ВК6 | 7,4 | 120 мм/мин | 125,6 | 500 | 80 | 75 | 0,62 |
| Сверление центровочных отверстий | Сверло 2317-0119 ГОСТ 14952-75 Р6М5 | 2 | 160 мм/мин (0,08 мм/об) | 25,1 | 2000 | 4 | 20 | 0,12 | |
| Токарная (черновая) | Точение наружной пов-ти 6 | Резец упорный проходной Т5К10 | 1,5 | 0,6 мм/об | 110 м/мин | 500 об/мин | 70 | 856 | 2,85 |
| Точение наружной пов-ти 3 | 2 | 0,6 мм/об | 102 м/мин | 500 об/мин | 65 | 55 | 0,18 | ||
| Токарная (чистовая) | Точение наружной пов-ти 6 | Резец упорный проходной Т15К6 | 1 | 0,25 мм/об | 220 м/мин | 1000 об/мин | 70 | 856 | 3,42 |
| Точение наружной пов-ти 3 | 1 | 0,25 мм/об | 205 м/мин | 1000 об/мин | 65 | 55 | 0,22 | ||
| Точение фаски 2´45° - 2 | 2 | 0,25 мм/об | 205 м/мин | 1000 об/мин | 65 | 2 | 0,008 | ||
| Точение фаски 5 | 1,5 | 0,25 мм/об | 220 м/мин | 1000 об/мин | 70 | 5,6 | 0,022 | ||
| Токарная (черновая) | Подрезка торца 7 | Резец подрезной Т5К10 | 2 | 0,5 мм/об | 70 м/мин | 900 об/мин | 28 | 16 | 0,036 |
| Точение наружной пов-сти 10 | Резец упорный проходной Т5К10 | 1,8 | 0,6 мм/об | 66 м/мин | 500 об/мин | 42 | 76 | 0,253 | |
| Точение наружной пов-сти 12 | Резец упорный проходной Т5К10 | 1,3 | 0,6 мм/мин | 61 м/мин | 500 об/мин | 39 | 36 | 0,12 | |
| Токарная (чистовая) | Точение фаски 2´45° - 13 | Резец упорный проходной Т15К6 | 2 | 0,25 мм/об | 122 м/мин | 1000 об/мин | 39 | 2 | 0,008 |
| Точение наружной пов-сти 12 чистовое | Резец упорный проходной Т15К6 | 0,4 | 0,25 мм/об | 122 м/мин | 1000 об/мин | 39 | 36 | 0,11 | |
| Точение фаски 2´45° - 11 | Резец упорный проходной Т15К6 | 2 | 0,25 мм/мин | 132 м/мин | 1000 об/мин | 42 | 2 | 0,008 | |
| Точение наружной пов-сти 10 | Резец упорный проходной Т15К6 | 0,4 | 0,25 мм/об | 132 м/мин | 1000 об/мин | 42 | 40 | 0,16 | |
| Точение канавки 8 | Резец канавочный Т15К6 | 1 | 0,16 мм/об | 126 м/мин | 1000 об/мин | 40 | 3 | 0,019 | |
| Точение фаски 1´45° - 9 | Резец упорный проходной Т15К6 | 1 | 0,25 мм/мин | 132 м/мин | 1000 об/мин | 42 | 1 | 0,004 | |
| Сверлильная | Сверлить отв. Æ 22 мм -19 | Сверло Р6М5 | 11 | 0,4 мм/об (140 мм/мин) | 24 м/мин | 350 об/мин | 22 | 70 | 0,52 |
| Фрезерная | Фрезеровать паз 18 | Фреза ВК8 | 6 | 95 мм/мин | 12 м/мин | 630 об/мин | 6 | 40 | 0,45 |
|
| 9,128 | ||||||||
Рассчитаем технологическую производительность:
![]() ,
,
где ![]() - машинное время выполнения всех операций.
- машинное время выполнения всех операций.
Критерием оценки технологического процесса есть технологическая производительность, которая определяется по формуле
 ,
,
где ![]() – машинное время выполнения операции.
– машинное время выполнения операции.
![]()
![]() .
.
Похожие работы
... из них. 5 АНАЛИЗ БАЗОВОГО ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО КРИТЕРИЮ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ СМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...

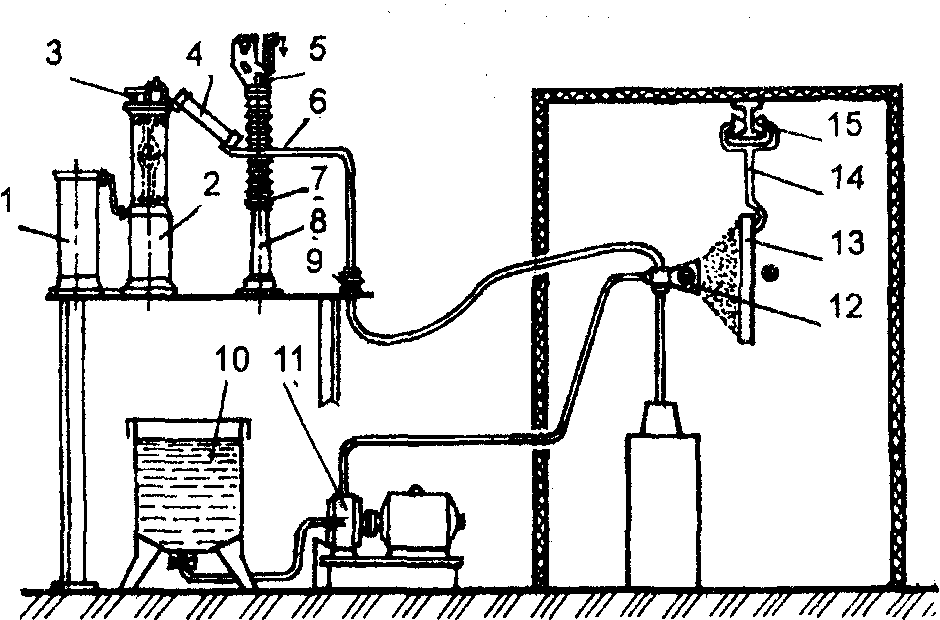
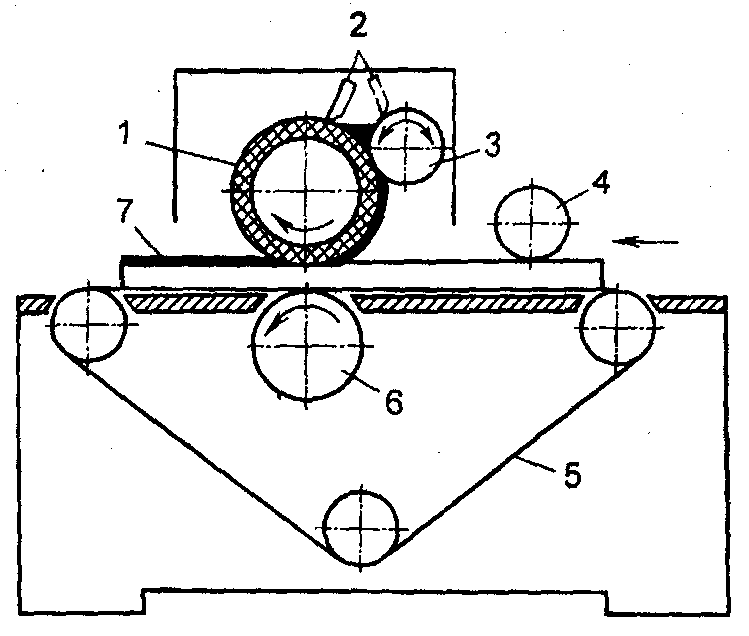
... лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах. 2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и ...

... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев