Навигация
Основная функциональная задача применения промышленного робота
13087
знаков
3
таблицы
1
изображение
2. Основная функциональная задача применения промышленного робота
Основная функциональная задача применения промышленного робота (ПР) в технологическом процессе роботизированной линии по ремонту крышек разгрузочных люков полувагонов заключается во взятии крышки ПР с загрузочного конвейера и установки ее в моечную машину.
3. Структура и планировка робототехнического комплекса
Промышленный робот в комплексе с одной единицей основного технологического оборудования образует роботизированную позицию. Робот в комплексе с несколькими единицами основного технологического оборудования образует роботизированный участок. Разработка рациональной структуры и планировки робототехнического комплекса имеет свою специфику, по сравнению с разработкой планировки рабочего места человека.
Для человека, в зависимости от технических условий и стенами механизации производственных процессов, проектирование рабочего места производится с учетом антропометрических показателей. Размеры активных зон и оборудования зависит от досягаемости рук при определенной рабочей зоне.
Как правило, промышленный робот по своим программируемым перемещениям и габаритам превосходит зону, занимаемую человеком. Это обусловлено тем, что размещение промышленного робота в робототехническом комплексе должно предусматривать обслуживание робота наладчиком, демонтажа и монтажа робота, наличие зоны для естественного охлаждения.
Самые разнообразные робототехнические комплексы создают в механических цехах. Схемы робототехнических комплексов включают следующие группы оборудования: транспортное оборудование, основное технологическое оборудование, промышленный робот, оборудование системы контроля, системы управлении. Планировка робототехнического комплекса должна предусматривать наличие свободных зон подхода к оборудованию.
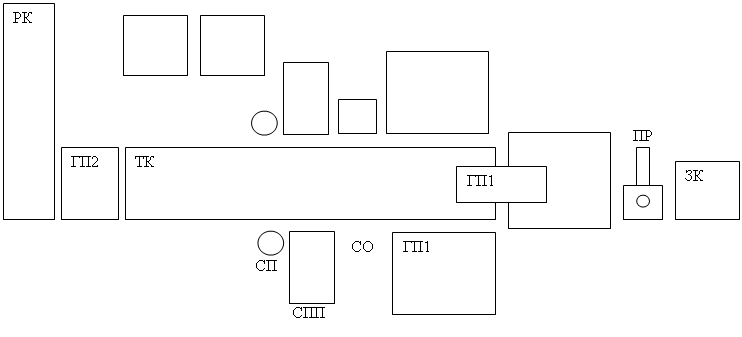
Структура РТК по ремонту крышек разгрузочных люков полувагонов.
Загрузочный конвейер (ЗК) - > Моечная машина (ММ) - > Технологический конвейер (ТК) - > Кантователи (К) - > Гидравлический пресс (ГП1) - > Монорельс (М) - > Стенд для обрезки крышек (СО) - > Стол для постановки и приварки деталей (СПП) - > Гидравлический пресс (ГП2) - > Сварочный пост (СП) - > Электрогорн (ЭГ) - > Клепальная установка (КУ) - > Разгрузочный конвейер (РК) - > Комплектовочная тележка (КТ).
 | |||
| | |||
Рисунок 1 – Схема РТК по ремонту крышек разгрузочных люков полувагонов.
4. Сравнение конкурентоспособных промышленных роботов и выбор базового ПР
Перечень конкурентоспособных роботов определяется их назначение с учетом выполнения ограничения:
![]()
где QL – необходимая грузоподъемность, QL=60 кг;
Q – масса объекта манипулирования, Q=48 кг.
Запас грузоподъемности ![]() необходим для надежной работы ПР, а также для реализации возможности замены объекта манипулирования. При отсутствии ПР, удовлетворяющий запас по грузоподъмности увеличивают свыше 10.
необходим для надежной работы ПР, а также для реализации возможности замены объекта манипулирования. При отсутствии ПР, удовлетворяющий запас по грузоподъмности увеличивают свыше 10.
Необходимая грузоподъемность базовой модели «Универсал-60» находится в пределах:
![]() что удовлетворяет условию.
что удовлетворяет условию.
Таблица 1 – Возможные конкуренты выбранному роботу.
| № п/п | Наименование модели ПР | Технические характеристики | ||||
| Грузоподъемность, кг | Число степеней свободы | Тип привода | Масса, кг | Страна-изготовитель | ||
| 1 | М 40.48.01 | 40 | 3 | Пневматический | 200 | Россия |
| 2 | М 80.48.02 | 80 | 3 | Пневматический | 600 | Россия |
| 3 | Универсал-60 | 60 | 6 | Электрогидравлический | 2340 | Россия |
| 4 | ТРТ-1-250 | 250 | 2 | Электрогидравлический | 550 | Россия |
Принимаем модель ПР «Универсал-60».
0 комментариев