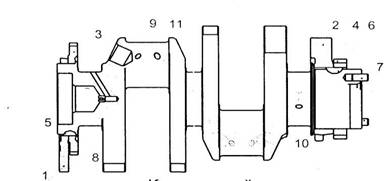
Анализ дефектов коленчатого вала автомобиля ЗИЛ - 130 и технических требований, предъявляемых к отремонтированной детали
Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130
Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Навигация
Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Ремонт коленчатого вала автомобиля ЗИЛ-130
21265
знаков
0
таблиц
1
изображение
7. Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Техническая норма штучно – калькуляционного времени (мин) определяется по следующей зависимости:
![]() ,
,
где ![]() - основное (технологическое, машинное) время, необходимое для наплавки, железнение, хромирования и т.д., мин;
- основное (технологическое, машинное) время, необходимое для наплавки, железнение, хромирования и т.д., мин;
![]() - вспомогательное время, затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод инструмента и т.д., мин;
- вспомогательное время, затрачиваемое на установку, снятия детали, измерение размеров, подвод и отвод инструмента и т.д., мин;
![]() - время, затрачиваемое на организационное и технологическое обслуживание рабочего места, мин;
- время, затрачиваемое на организационное и технологическое обслуживание рабочего места, мин;
![]() - время на отдых и личные надобности рабочего, мин;
- время на отдых и личные надобности рабочего, мин;
![]() - подготовительно – заключительное время, которое рассчитывается на партию деталей, мин;
- подготовительно – заключительное время, которое рассчитывается на партию деталей, мин;
![]() - количество деталей в партии, шт.
- количество деталей в партии, шт.
Штучное время определяется по следующей зависимости:
![]() ,
,
где ![]() - штучное время, мин;
- штучное время, мин;
![]() - коэффициент, учитывающий время на обслуживание рабочего места, %.
- коэффициент, учитывающий время на обслуживание рабочего места, %.
Подготовительно – заключительное время, рассчитываемое на партию деталей, определяется соотношением:
![]() ,
,
где ![]() - коэффициент, учитывающий потери времени на подготовительно – заключительное время.
- коэффициент, учитывающий потери времени на подготовительно – заключительное время.
По определенной величине штучно – калькуляционного времени определяется норма выработки (норма восстановления):
![]() ,
,
где ![]() - норма выработки (норма восстановления), шт.;
- норма выработки (норма восстановления), шт.;
![]() - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек
![]()
![]()
![]()
![]()
Решение для коренных шеек
![]()
![]()
![]()
![]()
7.1 Технические нормирование наплавочных работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Основное время, затрачиваемое на восстановление детали ручной электродуговой и автоматической сваркой, определяется по следующей зависимости:
![]() ,
,
где ![]() – площадь поперечного сечения шва, мм2;
– площадь поперечного сечения шва, мм2;
![]() – длина шва, мм;
– длина шва, мм;
![]() - плотность наплавляемого металла, г/см3;
- плотность наплавляемого металла, г/см3;
![]() – коэффициент разбрызгивания металла;
– коэффициент разбрызгивания металла;
![]() - коэффициент наплавки г/(А
- коэффициент наплавки г/(А![]() ч);
ч);
![]() – сила сварочного тока, А;
– сила сварочного тока, А;
![]() – коэффициент учитывающий сложность выполняемой работы.
– коэффициент учитывающий сложность выполняемой работы.
Основные данные для расчётов восстановления коленчатого вала наплавочным способом приведены в Приложении 2 [38].
Вспомогательное время ![]() на установку, поворот и снятие изделия приведены в Приложении 3 и 4 [39].
на установку, поворот и снятие изделия приведены в Приложении 3 и 4 [39].
Дополнительное время ![]() и
и ![]() составляет 3 - 6 % от оперативного времени
составляет 3 - 6 % от оперативного времени ![]()
Подготовительно – заключительное время ![]() при расчетах принимают 10 – 20 минут на партию деталей.
при расчетах принимают 10 – 20 минут на партию деталей.
Решение для шатунных шеек
![]()
Решение для коренных шеек
![]()
Вывод: Таким образом норма наплавки восстановления шатунных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 70 шт, а коренных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 96 шт.
7.2 Нормирования работ на металлорежущих станках (нормирования токарных работ)Штучно – калькуляционное время на выполнение операций механической обработки в единичном и серийном производстве определяется расчетно-аналитическим методом по соотношению:
![]() ,
,
где ![]() - штучно – калькуляционное время, мин;
- штучно – калькуляционное время, мин;
![]() - штучное время, мин;
- штучное время, мин;
![]() - подготовительно – заключительное время, мин;
- подготовительно – заключительное время, мин;
![]() - количество деталей в обрабатываемой партии, шт.
- количество деталей в обрабатываемой партии, шт.
Штучное время определяется следующим соотношением:
![]()
![]() ,
,
где ![]() - основное время, мин;
- основное время, мин;
![]() - вспомогательное время, мин;
- вспомогательное время, мин;
![]() - время на обслуживание рабочего места, мин (принимается из расчета 4–6% от оперативного времени, кроме шлифовальных, для которых оно принимается 3,5–13%);
- время на обслуживание рабочего места, мин (принимается из расчета 4–6% от оперативного времени, кроме шлифовальных, для которых оно принимается 3,5–13%);
![]() - время перерывов на отдых, мин (принимается 4–6% от оперативного времени).
- время перерывов на отдых, мин (принимается 4–6% от оперативного времени).
Оперативное время состоит из основного (технологического) и вспомогательного времени, т.е.
![]()
Основное время определяется соотношением:
![]() ,
,
где ![]() - расчетная длина обработки, мм;
- расчетная длина обработки, мм;
![]() - число проходов;
- число проходов;
![]() - частота вращения детали или инструмента, об/мин;
- частота вращения детали или инструмента, об/мин;
![]() - подача, м/об (принимается из технических характеристик металлорежущих станков).
- подача, м/об (принимается из технических характеристик металлорежущих станков).
Частота вращения детали или инструмента определяется соотношением:
![]() ,
,
где ![]() - расчетная (табличная) скорость резания, м / мин;
- расчетная (табличная) скорость резания, м / мин;
![]() - диаметр обрабатываемой детали или инструмента, мм.
- диаметр обрабатываемой детали или инструмента, мм.
Подготовительно – заключительное время определяется соотношением:
![]() ,
,
где ![]() - коэффициент, учитывающий потери времени на подготовительно – заключительные работы.
- коэффициент, учитывающий потери времени на подготовительно – заключительные работы.
По известной величине штучно – калькуляционного времени определяется норма выработки:
![]() ,
,
где ![]() - норма выработки, шт.;
- норма выработки, шт.;
![]() - продолжительность смены, мин.
- продолжительность смены, мин.
Решение для шатунных шеек
![]()
![]()
![]()
![]()
![]()
![]()
Решение для коренных шеек
![]()
![]()
![]()
![]()
![]()
![]()
Вывод: Таким образом норма работ на металлорежущих станках по восстановлению шатунных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 25 шт, а коренных шеек коленчатого вала двигателя автомобиля ЗИЛ – 130 за день составляет 22 шт.
ЗаключениеВ процессе выполнения курсовой работы были углублены и закреплены знания по дисциплине. Был выполнен расчёт для определённого задания и получены практические знания по проектированию процесса восстановления детали автомобиля. В соответствии с заданием на курсовую работу разработан технологический процесс восстановления коленчатого вала автомобиля ЗИЛ – 130 и выбрано необходимое техническое оборудование, а также рассчитаны режимы и нормы времени на механическую обработку.
Похожие работы
... применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей. Коренные и шатунные подшипники изготовлены из стальной ленты ...
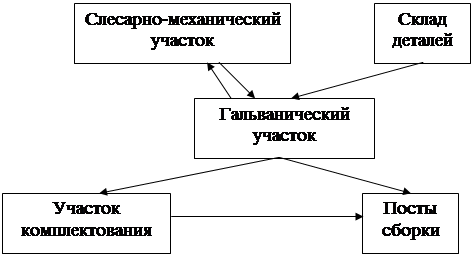
... путем своевременного и высококачественного технического обслуживанию. II. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 2.1 Характеристика участка Назначение. Участок предназначен для ремонта деталей слесарно-механической обработки, а также изготовления некоторых деталей нетоварной номенклатуры (дополнительных ...
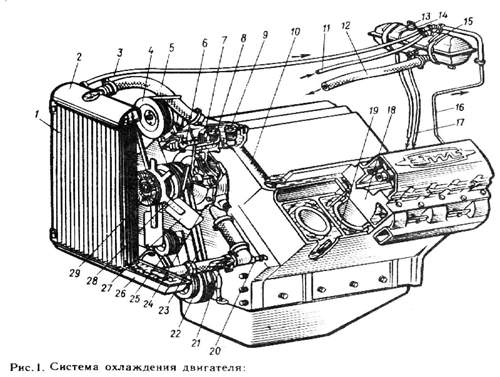
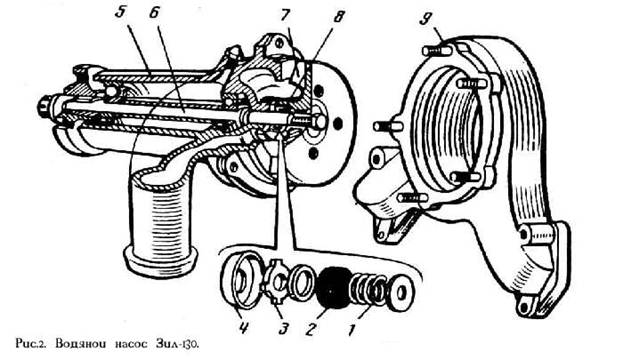
... , а последующие по 10 – 15 минут. При третьей промывке на каждый литр воды добавляют 5 грамм безводной соды и 5 грамм хромпика. Смотрите дальше. 4.Ремонт системы охлаждения автомобиля Зил-130. 4.1.Радиатор трех рядный трубчатый. Трубки радиатора изготовлены из топкана Л – 90. Охлаждающая лента (змейка) так же как и охлаждающие пластины радиатора изготовлены из ...

... тяжелые отравления. Пусковые подогреватели. Пуск двигателя при низкой температуре окружающего воздуха затруднен. Для прогрева двигателя применяют пусковой подогреватель. На автомобиле ЗИЛ-130 подогреватель состоит из котла с направляющим патрубком, электровентилятора, топливного бачка, электромагнитного запорного клапана, пульта управления, наливной воронки, патрубков, соединительных ...
0 комментариев