Навигация
Автоматизированная транспортно-складская система
22701
знак
0
таблиц
0
изображений
8. Автоматизированная транспортно-складская система
Рост и усовершенствование машиностроительных предприятий, стремление их к улучшению качества продукции, автоматизации производства и уменьшению затрат на изготовление выпускаемой продукции привели к тому, что на усовершенствованых или модернизированых предприятих применяются Гибкие производственные системы (ГПС) и автоматизированная транспортно-складская система (АТСС). Являясь одной из основных подсистем ГПС, АТСС в значительной степени определяет компоновку, функциональные возможности, стоимость всей производственной системы, а также надежность ее работы.
Автоматизированная транспортно-складская система (АТСС), используемая в ГПС, − система взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и доставки предметов труда и технологической оснастки.
Характер производственных процессов в ГПС − стохастический (неопределенный) в связи с тем, что при выпуске многономенклатурной продукции мелко- или среднесерийными партиями невозможно обеспечить одинаковое или кратное время обработки деталей на разных станках; неодинаково и время простоев станков, необходимое для их переналадки, и т. д. Поэтому АТСС наравне с основными задачами, указанными ранее, используют также для сглаживания прерывистости и временной неравномерности процессов механической обработки в гибких производственных системах.
9. Функции АТСС
К основным функциям АТСС в общем случае можно отнести:
· прием и выдачу со склада или других накопителей АТСС материалов, заготовок, полуфабрикатов, готовых деталей, технологической оснастки (приспособлений, режущего и вспомогательного инструмента и т. п.) от внешних по отношению к ГПС поставщиков, с позиции (или на позицию) обработки, контроля или установки (снятия) заготовок (деталей) на приспособления-спутники; размещение принятых материалов, заготовок, полуфабрикатов, готовых деталей, технологической оснастки в ячейках склада или других накопителях АТСС и их временное хранение; учет поступления, выдачи и наличия на складе (или других накопителях) АТСС материалов, заготовок, полуфабрикатов, готовых деталей и технологической оснастки;
· транспортирование заготовок, полуфабрикатов, приспособлений-спутников, тар, кассет со склада на участок установки заготовок, полуфабрикатов на приспособления-спутники или в кассеты и обратно на склад готовой продукции;
· транспортирование приспособлений-спутников (кассет) с установленными заготовками (полуфабрикатами) на склад или на приемные позиции технологического оборудования;
· межоперационное транспортирование приспособлений-спутников или кассет (тар) с обрабатываемыми заготовками (полуфабрикатами);
· транспортирование обрабатываемых деталей на позиции межоперационного или окончательного контроля и их возврат на склад или на приемные позиции технологического оборудования для дальнейшей обработки;
· распределение других грузовых единиц (материалов и т. п.) между технологическим оборудованием;
· транспортирование инструментов со склада АТСС к металлорежущему оборудованию (для его замены) и возврат его на склад;
· загрузка-выгрузка приемных устройств технологического оборудования и участков (позиций) контроля и установки (снятия) на приспособления-спутники или в кассеты.
10. Оборудование АТСС
АТСС включает в себя различное оборудование: транспортные средства, под ними понимается транспорт, функционально взаимосвязанный с основным и вспомогательным оборудованием ГПС и обеспечивающий перемещение заготовок, обрабатываемых изделий, режущих инструментов, сменных агрегатов к узлов, необходимых для осуществления ТП в ГПС в автоматическом или автоматизированном режиме.
Основное назначение транспортных роботов: транспортирование грузовых единиц; загрузка-выгрузка приемных устройств технологического оборудования, транспортных механизмов; распределение грузовых единиц между основным технологическим оборудованием. В мировой практике при организации АТСС наиболее широко применяют напольные безрельсовые автоматические тележки (электроробокары) благодаря простоте сооружения транспортных путей, оснащению тележек устройствами автоматизации погрузочно-разгрузочных операций. Транспортные роботы, например, на автосборочном заводе фирмы VOLVO (Швеция) оборудованы подъемными и подъемно-поворотными столами, выдвижными штангами для подъема и фиксации на нужной высоте поддонов с грузами или кассет с заготовками. Подобные автоматические тележки разработаны и в нашей стране ("Электроника" грузоподъемностью 500 кг). Применяются автоматические транспортные тележки и грузоподъемностью от 50 кг до нескольких тонн. На тележке конструкции Института атомной энергии имени И.В. Курчатова установлен робот, который кроме погрузочно-разгрузочных работ выполняет функции станочного загрузочного робота. Оптоэлектронная система маршрутослежения тележки состоит из световых маяков, расположенных в строгой последовательности на потолке производственного помещения, и датчиков на приборах, установленных на роботе. Во время движения тележка ориентируется на световые маяки, а при точном позиционировании − на специальные метки, нанесенные на оборудовании. Спутники с изделиями, устанавливаемые на приемный стол тележки, робот может сдвигать на стол станции выгрузки. Оригинальная конструкция шасси позволяет двигаться тележке не только вперед по трассе, но и смещаться вбок, разворачиваться на месте, двигаться под любым углом к оси платформы.
Оптоэлектронные системы маршрутослежения создают, используя также специальные световые полосы (флуоресцентные, светоотражающие металлизированные или металлические; белые с черной окантовкой), наносимые на дорожное покрытие. Тележки в этом случае оснащают специальными датчиками. На практике, помимо оптоэлектронных систем, применяют электромеханические и индуктивные системы слежения. Электромеханические системы предусматривают использование в дорожном покрытии направляющей шины или паза, по которому перемещается ролик, закрепленный на откидном кронштейне и связанный, как правило, с передним управляемым колесом.
При индуктивных (электромагнитных) системах слежения тележка движется вдоль металлической полосы, смонтированной вдоль трассы на поверхности дорожного покрытия. Под передней частью тележки располагаются датчики слежения. Ток низкой частоты пропускается через провода наведения, которые прокладываются под полом. На тележке установлены две катушки датчиков. Путем усиления разности напряжений, индуктируемых в этих катушках, осуществляется автоматическое рулевое управление тележкой.
Важная организующая роль в АТСС принадлежит складам. Автоматический склад может состоять из различных сочетаний следующих технологических участков: зоны хранения грузов; участков приема и выдачи грузов на внутризаводской транспорт; участка укладки деталей или изделий в транспортно-складскую тару; участка приема и выдачи грузов из зоны хранения; участка приема и выдачи грузов из зоны хранения; участка приема и выдачи грузов на внутрисистемный транспорт ГПС.
В зависимости от конструктивных особенностей и технической оснащенности можно выделить следующие основные типы автоматических складов: с клеточными стеллажами и автоматическим стеллажным краном-штабелером; с клеточными стеллажами и автоматическим мостовым краном-штабелером; с гравитационными стеллажами и автоматическими стеллажными кранами-штабелерами (каретками-операторами); с автоматическими элеваторными стеллажами; автоматический подвесной склад обычно в сочетании с подвесным толкающим конвейером, имеющим автоматическое адресование грузов.
В автоматическом производстве наиболее широко применяют склады с автоматическими стеллажными кранами-штабелерами, поскольку они занимают мало места, имеют высокую производительность и более легко поддаются автоматизации. Их недостаток заключается в том, что грузоподъемность одной секции невелика, особенно при небольшой высоте помещения. Чтобы получить достаточную вместимость склада, требуется сооружать длинные стеллажи, что не всегда приемлемо из-за планировки цеха и, кроме того, приводит к снижению производительности крана-штабелера вследствие больших расстояний перемещения.
При единичном и мелкосерийном производстве целесообразно применять стеллажные склады с автоматическими мостовыми кранами-штабелерами
Список используемой литературы
1. «Транспортная логистика. Новейшие технологии построения эффективной системы доставки» Беспалов Р.С., 2007г.
2. «Транспортно-складская логистика. Учебное пособие» В. Е. Николайчук, 2005г.
3. «Автоматизированные транспортно-складские системы на участках механической обработки деталей» Коган Б.И., 2002г.Похожие работы
... автоматики с участием человека). Следует остановится на данной теме с целью рассмотрения основных функций АСУ и ее структуры. 1. Автоматизированная система управления Автоматизированная система управления или АСУ входит в состав основных элементов автоматизированного производства ГПС. Основная задача АСУ это управления всеми составными частями производства, то есть управление основным ...
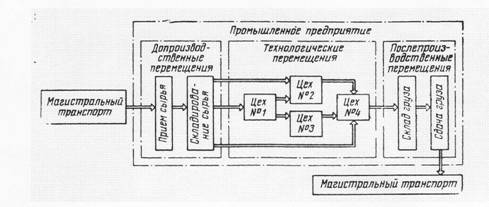
... со средой осуществляется с помощью внешнего промышленного транспорта через стыковые пункты. Следовательно, состав всей транспортной системы можно представить совокупностью трех подсистем со свойственными им конструктивными особенностями: внешнего промышленного транспорта, транспортных магистралей и пунктов их стыкования. Под пунктом стыкования понимают подсистему транспорта как комплекс ...
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
0 комментариев