Навигация
2.3. Тепловые источники тока
Конструкции ТХИТ самые разнообразные. Они различаются формой, размерами, способами электрических соединений единичных элементов между собой, наличием в одном корпусе одной или нескольких сборок единичных элементов на одинаковое или разное напряжение, способами активации и термостабилиза¬ции во время работы и рядом других особенностей. Многие конструктивно-технологические варианты ТХИТ приведены.
 |
Основная форма ТХИТ - цилиндрическая, но имеются призматические разновидности, конструкции из двух сочлененных цилиндров и другие более сложные формы. Размеры - от одного сантиметра по диаметру и высоте до нескольких десятков сантиметров по обоим параметрам. Единичные элементы: токоотвод (коллектор тока) - анод - сепаратор (или загущенный электролит) - катод - токоотвод бывают закрытого и открытого типа. В первом случае каждый единичный элемент размещается в отдельном герметизированном корпусе (чашечная конструкция), во втором (таблеточная конструкция) анод и катод, припрессованные к токоотводам или соединенные с ними другим способом, а также электролит между ними выполнены в виде таблеток. Компоненты дополнительно припрессовываются друг к другу в каждом единичном элементе или в составе всей сборки. Часто уплотнение компонентов единичных элементов между собой достигается механическим путем с помощью стяжки, пружины или другим способом.
Преимущество первого варианта - высокая сохраняемость и повышенная устойчивость к механическим перегрузкам, недостаток - сложная технология изготовления, поэтому чашечная конструкция применяется редко.
В некоторых единичных элементах таблеточного типа применяются вместо катодного токоотвода продуктов сгорания пиросмеси, которые должны иметь хорошую электронную проводимость, а сам катодный материал не должен выходить из строя при сгорании пиротехнического состава. Схема единичного элемента в этом случае: токоотвод - анод - электролит - катод - пиросмесь. Отсутствие одного компонента приводит к выигрышу в массе ТХИТ.
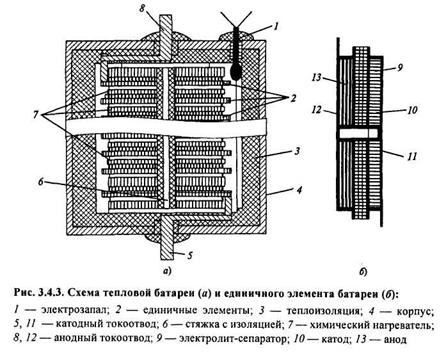
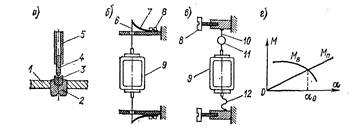
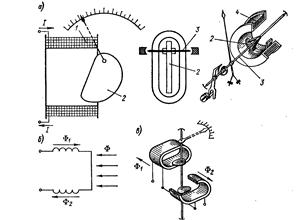
Наиболее простая и типичная конструкция приведена на рис.3.4.3. В цилиндрическом корпусе с теплоизоляцией размещена сборка единичных элементов, электрически последовательно соединенных друг с другом. Между каждыми двумя единичными элементами, а также на торцевых поверхностях сборки расположены химические нагреватели - таблетки пиросмеси. Уплотнение всех компонентов осуществляется стяжкой - металлическим стержнем, расположенным в середине и покрытом электроизоляционным слоем. В верхней части стержня имеется резьба. Уплотнение достигается закручиванием специальной шайбы. Активация осуществляется поджогом всех таблеток пиросмеси. Для этого вдоль столба сборки помещена лента быстрогорящего пиротехнического состава - огневой канал (на рис.3.4.3. не показан). Лента механически контактирует с каждой таблеткой пиросмеси.
Поджиг пиротехнической ленты осуществляется с помощью пиропатрона, который, в свою очередь, запускается от внешнего источника тока. Ток, кратковременно использующийся для запуска пиропатрона, называется током срабатывания. Его минимальное значение обычно около 1А.
Электрическая коммутация первичных элементов. Для последовательного соединения элементов используются три способа: с помощью металлических проводников, продуктами сгорания пиросмеси и комбинированный способ. Последний, чаще используемый метод обычно реализуется так. Два токовых коллектора - металлические пластины круглой формы - соединяются перемычкой (гантель). На один коллектор наносится анодный материал, на другой - катодный. Электролит припрессовывается к одному из полюсов.
Токоотводы могут находиться на одном торце цилиндра, на разных (как показано на рис.3.4.3), иногда - на боковой поверхности.
Тепловые ХИТ могут работать на одного потребителя или на несколько, обычно - на два. При электроснабжении двух потребителей нужны три токоотвода, два - с конечных элементов и один промежуточный, чаще с середины сборки. Поскольку промежуточный токоотвод является для одной части сборки положительным полюсом, а для другой - отрицательным, то одно выходное напряжение обозначают знаком "+", а другое - знаком "-".
Батарея для одного потребителя называется односекционной, для двух - двухсекционной и т.д.
Механическое соединение элементов конструкции. Кроме уплотнения единичных элементов и пиросмеси с помощью стяжек и пружин имеются другие способы. Вместо одной стяжки в центре ТХИТ часто применяют несколько стяжек по периферии, а огневой канал располагают в центре.
Имеется много вариантов ТХИТ, в которых механическое соединение элементов не применяется, а сборка получается просто при прессовании всех ее компонентов.
3. Конструктивное исполнение электродов во вторичных химических источниках тока 3.1. Свинцовые аккумуляторы и батареи
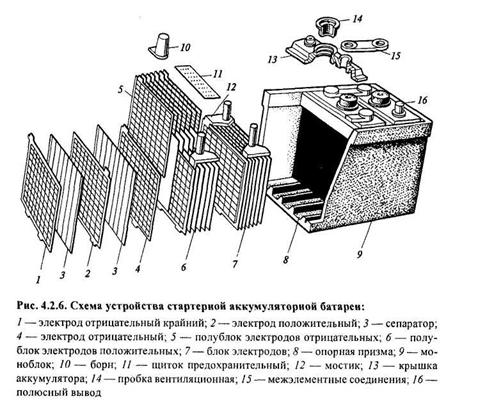
Стартерные батареи. Конструкция и параметры. Конструктивно стартерные АБ различаются незначительно. Схема их устройства представлена на рис.4.2.6. Современные стартерные АБ изготовляются в эбонитовых или пластмассовых моноблоках. В качестве материала пластмассовых моноблоков используются полиэтилен, полипропилен, блоксополимер этилена с пропиленом. Блоки электродов в современных АБ соединяются между собой через стенки моноблока. Массогабаритные показатели стартерных батарей емкостью 55 А ч, изготовляемых рядом ведущих фирм мира. Кроме электрических и
эксплуатационных характеристик стартерных батарей представляют интерес их удельные характеристики.
Стационарные аккумуляторы и батареи
Характерной особенностью стационарных аккумуляторов является режим их эксплуатации. Эти аккумуляторы используются, как правило, в буферном режиме, т.е. находятся в полностью заряженном состоянии и готовы в любой момент принять на себя токовую нагрузку. Состояние полной заряженности поддерживается постоянным или периодическими подзарядами. Однако стационарные аккумуляторы могут эксплуатироваться и в режиме заряда-разряда.
В настоящее время стационарные аккумуляторы нашли широкое применение в системах телекоммуникаций для обеспечения бесперебойного электропитания. Перспективно применение стационарных аккумуляторов в энергетике для сглаживания колебаний нагрузки в энергосистемах в течение суток. Стационарные аккумуляторы широко используются на тепловых и атомных электростанциях, гидроэлектростанциях, электрических подстанциях, в ветровых и солнечных энергоустановках, в системах автоматизации управления. Используются также для электроснабжения отдельных зданий, метеорологических и ретрансляционных станций, буев, систем катодной защиты газопроводов. Наконец, имеется большая потребность в систе¬мах аварийного энергоснабжения больниц, отелей, почтамтов.
Основными требованиями, предъявляемыми к стационарным аккумуляторам, являются:
· высокая надежность и долговечность;
· низкий саморазряд;
· малое обслуживание;
· продолжительность разряда в установках бесперебойного питания от нескольких минут до нескольких часов;
· сравнительно низкая стоимость;
· высокие токи разряда в толчковых и импульсных режимах;
· высокая точность поддержания напряжения при постоянном подзаряде.
Существуют три основных типа свинцовых стационарных аккумуляторов, различающихся конструктивным исполнением электродов: поверхностно-коробчатые, панцирные и намазные.
Объем производства в мировой практике каждого из трех типов примерно одинаков и определяется требованиями потребителей: сроком службы, внутренним электрическим сопротивлением, объемом обслуживания, стоимостью.
 |
Поверхностно-коробчатые аккумуляторы разработаны более 50 лет назад, производятся и в настоящее время, поскольку имеют срок службы 20 лет и более.
В указанных аккумуляторах используются поверхностные положительные и коробчатые отрицательные пластины (рис.4.2.7. и 4.2.8). Поверхностные пластины отливаются из чистого свинца в виде листов с рифленой поверхностью толщиной до 12 мм. Аккумуляторы изготавливаются в стеклянных, эбонитовых или деревянных, выложенных рольным свинцом, баках. Поверхностно-коробчатые аккумуляторы имеют открытое исполнение. Несмотря на большой срок службы, поверхностно-коробчатые аккумуляторы имеют существенные недостатки. Расход свинца для этих аккумуляторов, например СК-1, СК-5, СК-24, составляет 0,10 - 0,13 кг/(А ч), в то время как для аккумуляторов с намазными электродами эта величина не превышает 0,08 кг/(А ч). Открытое исполнение не позволяет размещать поверхностно-коробчатые аккумуляторы вблизи от аппаратуры.
Аккумуляторы с панцирными электродами. В аккумуляторах панцирной конструкции используются трубчатые положительные электроды (рис.4.2.9) и намазные отрицательные.
 |
Панцирный электрод состоит из штыревой гребенки 1, отливаемой вместе с токоведущей рамкой 4 и ушком из свинцово-сурьмяного сплава. На штыри гребенки надеваются панцирные трубки 2 круглого или овального сечения из тканого материала. Пространство между штырями и трубкой заполнено активной массой 3. Для лучшей фиксации штырей последние имеют приливы 5 по всей высоте. Снизу панцирный электрод закрывается пластмассовой гребенкой 6. Толщина панцирных электродов обычно составляет примерно 8 мм. Отрицательные электроды аналогичны обычным намазным электродам.
Панцирные аккумуляторы изготавливаются в полипропиленовых, полистирольных или эбонитовых баках. Срок службы панцирных аккумуляторов составляет 15-20 лет. В России аккумуляторы аналогичной конструкции не производятся.
Аккумуляторы с намазными электродами. Стационарные аккумуляторы с намазными электродами отличаются от других аккумуляторов большей толщиной электродов. Аккумуляторы с намазными электродами, как и панцирные, имеют закрытое исполнение (рис.4.2.10). Такие аккумуляторы изготавливаются с двойными сепараторами: мипласт и стекловолокно, полиэтилен и стекломат и др.
Срок службы стационарных аккумуляторов с намазными электродами составляет 10-15 лет, т.е. уступает этой величине для поверхностно-коробчатых и панцирных аккумуляторов. Однако намазные аккумуляторы имеют наименьшее внутреннее сопротивление, что обеспечивает лучшие характеристики при толчковых и импульсных нагрузках и при коротких режимах разряда.
В России в Научно-техническом центре АОЗТ "Электротяга" (Санкт-Петербург) разработан и освоен промышленный выпуск серии стационарных аккумуляторов с намазными электродами.
Погружные аккумуляторы. Проблема освоения ресурсов мирового океана считается одной из важнейших проблем современности. Среди технических средств, созданных с этой целью, наибольшего внимания заслуживают глубоководные аппараты. В нашей стране успешно эксплуатировались аппараты "Тинро-2", "Бентос-300", "Осмотр", "Аргус" и др. Наибольшее распространение как за рубежом, так и в нашей стране получили энергетические установки со свинцовыми аккумуляторными батареями, располагающимися в прочном корпусе или вне его, из-за их исключительно высокой надежности. Интересно, что проникновение человека в океан с помощью автономных технических средств началось сразу с больших глубин. Начиная примерно с середины 60-х годов XX в., почти во всех развитых странах мира начали строить автономные подводные транспортные средства для доставки исследователей в глубь океана с целью проведения многочисленных океанологических исследований.
 |
При размещении АБ непосредственно в морской воде возникает ряд проблем, основная из которых - компенсация наружного давления. При работе под водой необходимо предусматривать свободное выделение газа из аккумуляторов.
При этом вентиляционный клапан должен не только обеспечивать необходимую скорость выхода газа, но и препятствовать попаданию морской воды в аккумуляторы. Кроме того, необходимо обеспечить исключение токов утечки через мор¬скую воду от выводов батареи.
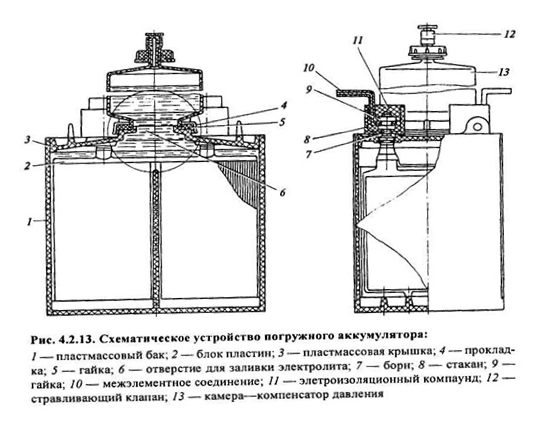
На первом этапе развития погружных аккумуляторов в нашей стране была создана компенсационная система, индивидуальная для каждого аккумулятора. Компенсатор давления состоит из двух основных элементов: камеры с эластичными стенками, заполненной жидкой фазой, и газового клапана (рис.4.2.13 и 4.2.14).
 |
Внутренняя полость компенсатора давления заполнена электролитом и сообщена с подкрышечным пространством аккумулятора. При погружении аккумулятора в морскую воду компенсатор под воздействием гидростатического давления сжимается и находящийся в нем электролит перетекает в бак. Объем камеры - компенсатора давления и номинальный объем электролита в камере определяются экспериментально с учетом изменения объема электролита вследствие сжимаемости жидкости; сжатия и растворения газа, имеющегося в порах активных масс и сепараторов; температурных колебаний электролита и изменений объема, связанных с фазовыми превращениями в активных массах. С известным приближением можно принять, что объем камеры VK зависит от объема аккумулятора V: FK = (0,03-0,04) V.
Определенное влияние давление должно оказывать и на электрохимические процессы, происходящие в аккумуляторе. Известно, что с ростом давления увеличивается электрическая проводимость электролита. Повышение удельной электрической проводимости электролита, естественно, должно способствовать увеличению разрядного напряжения вследствие уменьшения омических потерь.
Характер воздействия давления на разрядные характеристики электродов с точки зрения теории пористых электродов может быть объяснен увеличением эффективной глубины протекающих процессов. Кроме того, повышение давления способствует снижению газонаполнения электродов, т.е. увеличению объема электролита, и, следовательно, снятие диффузионных ограничений непосредственно при большом гидростатическом давлении затруднено. В этом случае наблюдается не только рост разрядной емкости, но даже ее снижение. Это явление может быть объяснено затруднением перемешивания электролита вследствие малого размера пузырьков газа при большом давлении.
В нашей стране с использованием компенсаторов давления, описанных выше, созданы три типа аккумуляторов: СП-200М, СП-200М1 и СП-680.
Внутренняя полость компенсаторов давления заполняется электролитом, для улучшения электрической изоляции в камеру заливают небольшое количество диэлектрической жидкости ПМС-10 с удельной массой меньше единицы. Межэлементные соединения выполнены в виде гибких перемычек с изоляционным покрытием. Изоляция токоведущего узла осуществляется при помощи стаканчиков из пластмассы, смонтированных на борнах и залитых компаундом.
Аккумуляторы выдерживают 60 зарядно-разрядных циклов до снижения емкости до 80% номинального значения. Назначенный срок службы составляет 2 года. Аккумуляторы могут выпускаться как в сухозаряженном исполнении, так и залитыми электролитом за¬ряженные.
В настоящее время разрабатывается аккумулятор СП-200М-2 с повышенным до 4 лет ресурсом и 120 зарядно-разрядными циклами.
Одним из существенных достоинств погружных аккумуляторов с индивидуальными компенсаторами давления является допустимость кратковременных наклонов аккумуляторов.
К числу недостатков аккумуляторов такого типа можно отнести необходимость изоляции межэлементных соединений, усложнение конструкции за счет применения компенсатора давления, что увели¬чивает объем и габариты аккумулятора и снижает удельные электри¬ческие показатели.
На втором этапе развития погружных аккумуляторов в нашей стране был использован способ компенсации давления при помощи диэлектрической жидкости, отделяющей серно-кислотный электролит от морской воды. При этом способе компенсации аккумуляторы устанавливаются в специальные металлические контейнеры, заполненные диэлектрической жидкостью. Этот способ полностью исключает проблему защиты выводов от утечек тока, а также необходимость применения резиновых камер-компенсаторов и клапанов. Применяемая для этих целей диэлектрическая жидкость не должна взаимодействовать с конструкционными материалами, герметизирующими компаундами, морской водой, электролитом, выделяющимися газами. Плотность диэлектрической жидкости должна быть меньше плотности электролита, но больше плотности морской воды. В контейнерах, заполненных жидким диэлектриком аккумуляторы могут эксплуатироваться при гидростатическом давлении до 65 МПа. Окончание заряда в данном случае определяется по достижении постоянства напряжения АБ в течение 2 ч. Сопротивление изоляции АБ, смонтированной в контейнере с жидким диэлектриком, составляет не менее 10 МОм.
С использованием описанного способа компенсации гидростатического давления в нашей стране разработан и выпускается погружной аккумулятор емкостью 2650 А ч. Аккумулятор имеет габариты: 208x249x857 мм. Заряд погружных аккумуляторов под водой существенно повышает эффективность эксплуатации подводных аппаратов. Однако при разработке оптимальных режимов следует учитывать влияние гидростатического давления на зарядные процессы в аккумуляторах, поскольку это может привести в конечном итоге к снижению емкости при последующих разрядах.
Погружные аккумуляторы большой емкости уже в обозримом будущем найдут применение в качестве средств движения для подводных транспортных средств.
Перспективы дальнейшего развития свинцовых аккумуляторовНовые материалы. Прошло не так много времени с тех пор, когда применение новых полимерных и композиционных материалов для изготовления корпусов, крышек и других комплектующих деталей, замена внешних межэлементных соединений на сварку блоков через перегородки позволили существенно повысить электрические параметры свинцовых аккумуляторов и их эксплуатационную надежность. Однако выявляются все новые и новые области применения АБ, поэтому изучение изменения свойств этих материалов (скорости деструкции, электрического сопротивления, модуля упругости и других механических свойств) должно явиться предметом специальных исследований.
 Не менее перспективен и поиск новых, более легких и электропроводных сплавов и металлов по сравнению со свинцовыми сплавами. В этом отношении уже создана принципиальная технология термодиффузионного свинцевания и лужения алюминия и его сплавов [4.2.2], позволяющая применить вкладыши в МЭС и в выводах из этих материалов (рис.4.2. 20) с целью снижения потерь напряжения аккумуляторов различного назначения на коротких режимах разряда. Массовое применение алюминиевых вкладышей в токоведущие детали таких аккумуляторов, как тяговые, тепловозные, стационарные, дало бы существенный экономический эффект, выигрыш в мощности и энергии аккумуляторов.
Не менее перспективен и поиск новых, более легких и электропроводных сплавов и металлов по сравнению со свинцовыми сплавами. В этом отношении уже создана принципиальная технология термодиффузионного свинцевания и лужения алюминия и его сплавов [4.2.2], позволяющая применить вкладыши в МЭС и в выводах из этих материалов (рис.4.2. 20) с целью снижения потерь напряжения аккумуляторов различного назначения на коротких режимах разряда. Массовое применение алюминиевых вкладышей в токоведущие детали таких аккумуляторов, как тяговые, тепловозные, стационарные, дало бы существенный экономический эффект, выигрыш в мощности и энергии аккумуляторов.
Использование титана в качестве токоведущих основ в литературе обсуждалось неоднократно. Применение титановых токоотводов затруднено образованием на их поверхности пленки из TiO2, создающей высокое электрическое сопротивление на границе токоотвод-активная масса. Основные исследования следует направить на поиски оксидных или иных электропроводных покрытий, исключающих непосредственный контакт титановой основы с серной кислотой.
 В связи с тем, что дальнейшее увеличение ресурса, надежности и срока службы свинцовых аккумуляторов практически невозможно при использовании существующих сепараторов из-за прорастания их дендритами свинца и образования вследствие этого микрокоротких замыканий, основные исследования должны быть направлены на создание отечественных сепараторов с высокой объемной пористостью, низким электрическим сопротивлением, минимальным диаметром пор (~1 мкм) и с максимальным коэффициентом извилистости.
В связи с тем, что дальнейшее увеличение ресурса, надежности и срока службы свинцовых аккумуляторов практически невозможно при использовании существующих сепараторов из-за прорастания их дендритами свинца и образования вследствие этого микрокоротких замыканий, основные исследования должны быть направлены на создание отечественных сепараторов с высокой объемной пористостью, низким электрическим сопротивлением, минимальным диаметром пор (~1 мкм) и с максимальным коэффициентом извилистости.
Технология. К числу приоритетных направлений дальнейших работ в области технологии можно отнести промышленное использование меди в качестве токоведущих основ отрицательных электродов (рис.4.2.21). Хотя медные основы известны более 40 лет (впервые в мировой практике применены в АОЗТ "Электротяга", Санкт-Петербург) и преимущества их очевидны, они, тем не менее, не нашли массового применения в стационарных, тяговых, тепловозных, электромобильных и других типах АБ. Основные усилия, кроме создания механизированной технологии изготовления медных токоотводов, должны быть направлены на отработку надежного способа защиты меди от воздействия серной кислоты.
Отливка токоотводов из свинцовых сплавов хотя и является в настоящее время высокопроизводительным процессом, его, тем не менее, нельзя назвать перспективным, прежде всего с точки зрения экологической безопасности. Альтернативой методу свободного литья токоотводов или литью под давлением (для тяговых и стационарных аккумуляторов) могут стать процессы непрерывной отливки тонкой ленты из свинцового сплава, ее дисперсионного упрочнения, просечки, вытяжки (по типу технологии изготовления медных основ) и последующей намазки.
Основным направлением дальнейших исследований электродных паст должна явиться разработка промышленной технологии для получения паст с заданными фазовым составом и структурными свойствами.
Процесс формирования электродных пластин является одним из самых "узких" мест в производстве свинцовых аккумуляторов из-за его большой продолжительности. Одними из основных направлений интенсификации процесса формирования электродных пластин следует считать охлаждение электролита путем его перемешивания при помощи аэролифтных систем, применение электропроводящих волокон или других добавок в активные массы.
Как и для большинства ХИТ, одним из реальных путей дальнейшего повышения удельной энергоемкости свинцовых аккумуляторов являются создание научных основ моделирования электродных процессов, оптимизация конструкции как отдельных узлов и деталей, так и аккумулятора в целом. Например, заслуживает внимания создание крупногабаритных аккумуляторов (тяговых и стационарных) с горизонтальным расположением электродов.
Увеличению эксплуатационного срока службы аккумуляторов будут способствовать работы по созданию средств диагностики их технического состояния.
3.2. Никель-кадмиевые аккумуляторы и батареи.
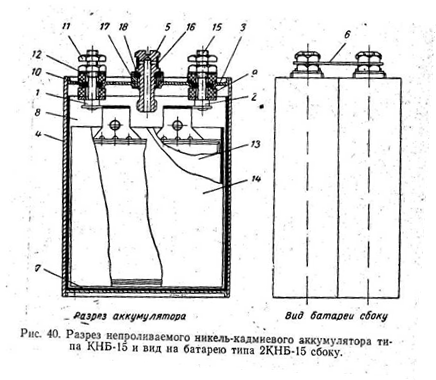 |
Непроливаемые никель-кадмиевые аккумуляторы и батареи. В конструкции непроливаемых никель-кадмиевых аккумуляторов КН-14, КНБ-15 и КНП-20 есть много общего. Поэтому устройство перечисленных типов аккумуляторов целесообразно рассмотреть на примере конструктивного оформления аккумулятора типа КНБ-15 (рис.40).
Аккумулятор состоит из положительного 1 и отрицательного 2 блоков, помещенных в железный никелированный сосуд 4. От корпуса положительный и отрицательный блоки аккумуляторов КНБ-15 и-КНП-20 изолированы прокладками из винипласта 7, 8. У аккумуляторов КН-14 положительный блок соединен с корпусом; положительные пластины этого блока являются" крайними к корпусу аккумулятора, поэтому. прокладки из винипласта устанавливают только с торцевых сторон. Положительный блок аккумуляторов КН-14, КНБ-15 и КНП-20 состоит соответственно из пяти, шести и восьми пластин, отрицательный - из четырех, пяти, девяти и пластин. Пластины обеих полярностей аккумуляторов, КНБ-15 и КНП-20, а также отрицательные пластины аккумуляторов КН-14 приварены к мостику с борном (1, 2, 15). Борны выведены наружу через отверстия в. крышке сосуда аккумулятора. Положительные пластины и положительный борн аккумулятора КН-14 приварены соответственно к сосуду и крышке.
Пластины аккумулятора типа КНБ-15 изолированы друг от друга комбинированной изоляцией (сепаратором): капроновой тканью 14 и щелочестойкой бумагой 13.
Лента из капроновой ткани с бумагой проложена зигзагообразно между отрицательными и положительными пластинами в один слой. Изоляция электродов аккумулятора типа КНП-20 осуществляется размещением положительных пластин, обернутых щелочестойкой бумагой, чехлах из капроновой ткани.
Сепаратором аккумуляторов КН-14 служит чехол из перхлорвиниловой ткани, надеваемой на отрицательные пластины.
Уплотнение борнов в крышке аккумуляторов осуществляется с помощью уплотнительных колец из резины 10, изоляционных эбонитовых втулок 9, металлических шайб 12 и гаек 11. Горловина 17 уплотняется пробкой 5 и уплотнительным кольцом 18. Вентильные отверстия пробки закрыты вентильным кольцом 16.
Батареи типа 2КНБ-15 и 2КНП-20 состоят из двух последовательно соединенных аккумуляторов (рис.40). Сосуды аккумуляторов в батареях сварены по широкой стороне дна сплошным швом, а по крышке частичной сваркой. Борны (выводные штыри) аккумуляторов с одной стороны соединены последовательно шиной 6, другие два борна являются выводными полюсами батареи. У положительного борна на крышке 3 аккумулятора выштампован знак " + ", у отрицательного - тип батареи (2КНБ-15 или 2КНП-20).
В НК-аккумуляторах применяются безламельные электроды. Одной из разновидностей которых являются прессованные электроды. Прессованные электроды получают методом напрессовки под давлением 35-60 МПа активной массы на сетку или стальную перфорированную ленту. Активная масса состоит из гидроксида никеля (+2), гидроксида кобальта (3-6%), графита (16-23%) и связующего (раствора натриевой соли карбоксиметилцеллюлозы, содержащего 5г/л КОН). Масса перед прессованием вальцуется. Для увеличения прочности полученные пластины покрывают щелочестойким лаком, а на некоторых предприятиях обклеивают бумагой или тканью. Толщина пластин 0,8-1,8 мм. Во избежание осыпания и вымывания активной массы прессованные электроды используют в аккумуляторах с плотной сборкой, при которой пластины, разделенные сепараторами, плотно прижимаются друг к другу. Для повышения устойчивости в активную массу иногда вводят связующие вещества. Прессованные электроды изготавливают также методом валь
 |
цевания.
К разновидностям прессованных электродов относят таблеточные электроды, имеющие круглую форму. Прессованные электроды имеют высокую удельную энергию и меньшую стоимость по сравнению со спеченными электродами, могут работать при низких температурах, но характеризуются меньшим ресурсом.
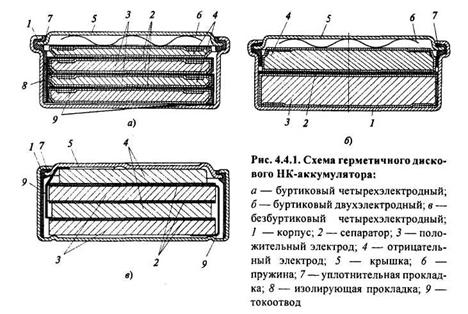
Герметичные аккумуляторы производятся в металлических корпусах призматической, цилиндрической и дисковой форм (рис.4.4.1-4.4.4).
 |  | ||
Герметизируют цилиндрические и дисковые аккумуляторы путем обжатия (завальцовки) полиамидной или винипластовой прокладки между зигом корпуса и крышкой. Уплотнение борнов призматических аккумуляторов осуществляется, как правило, при помощи резиновых колец в виде тора овального сечения. Сжимается кольцо в радиальном направлении от борна к втулке крышки. В зарубежных призматических герметичных аккумуляторах широко применяются керамические уплотнения борнов.
В качестве сепараторов используются ткани и нетканые материалы (войлоки, фетры) из поливинилхлорида, полипропилена, полиамида, капрона и других материалов. Могут быть комбинации нескольких слоев сепараторов из различных материалов.
Призматические аккумуляторы в большинстве случаев содержат спеченные положительные электроды. Если не требуется большого ресурса, то используются прессованные положительные электроды. Отрицательные электроды бывают как спеченной, так и прессованной, вальцованной и намазной конструкции. Спеченные электроды получают пропиткой активной массой высокопористых (не менее 70%) никелевых пластин, которые изготовляют спеканием заготовок из порошка карбонильного никеля. Прессованные, вальцованные и намазные электроды получили свое название по технологии нанесения активного материала на металлическую подложку. В цилиндрических аккумуляторах применяются спеченные положительные электроды, в паре с которыми могут использоваться как спеченные, так и намазные или вальцованные отрицательные электроды. В дисковых аккумуляторах в основном используются ламельные электроды, хотя могут применяться прессованные и спеченные электроды. В качестве материала ламели используется никелевая сетка.
Спеченные (металлокерамические) электроды состоят из пористой (с пористостью не менее 70%) металлокерамической основы, в порах которой находится активная масса. Основу производят из карбонильного никелевого мелкодисперсного порошка, который в смеси с карбонатом аммония или карбамидом (60-65% никеля, остальное - наполнитель) напрессовывают, накатывают или напыляют на стальную или никелевую сетку. После этого сетку с порошком подвергают термообработке в восстановительной атмосфере (обычно в атмосфере водорода) при температуре 800-960 °С, при этом карбонат аммония или карбамид разлагается и улетучивается, а никель спекается. Полученные таким образом основы имеют толщину 1 - 2,3 мм, пористость 80-85% и радиус пор 5-20 мкм. Основу поочередно пропитывают концентрированным раствором нитрата никеля или сульфата никеля и нагретым до 60-90 °С раствором щелочи, которая вызывает осаждение оксидов и гидроксидов никеля. Пропитку проводят несколько раз (до 4 раз), чтобы заполнить оксидами до 40-60% объема пор пластин. Затем пластины тщательно отмывают от нитрат - и сульфат-ионов в конденсате или деминерализованной воде до слабо розового окрашивания пробы воды при добавлении фенолфталеина. После этого пластины сушат при температуре 80-139 °С.
 |
Пластины формируют путем двух-трехкратных зарядов-разрядов в растворе КОН плотностью 1,09-1,11 г/см3 при определенных режимах. В настоящее время применяется также электрохимический метод пропитки, при котором электрод подвергается катодной обработке в растворе нитрата никеля. Из-за выделения водорода раствор в порах пластины подщелачивается, что приводит к осаждению оксидов и гидроксидов никеля в порах пластины. К разновидностям спеченных электродов относят фольговые электроды. Электроды изготавливают нанесением на тонкую (0,05 мм) перфорированную никелевую ленту с двух сторон методом пульверизации спиртовой эмульсии никелевого карбонильного порошка, содержащей связующие вещества (обычно клей БФ), спеканием и последующей химической или электрохимической пропиткой реагентами. Толщина электрода составляет 0,4-0,6 мм.
Спеченные электроды имеют более высокие электрическую проводимость и удельную емкость, могут разряжаться и заряжаться при более высокой скорости и в более широком диапазоне температур, однако они дороже ламельных электродов, имеют относительно невысокий ресурс. Кроме того, у них выше скорость саморазряда.
Расположение электродов по отношению к корпусу аккумулятора также различно. В дисковых аккумуляторах электроды располагаются параллельно крышке, в цилиндрических - перпендикулярно. В призматических аккумуляторах в большинстве случаев электроды размещаются перпендикулярно крышке. Только в таблеточных аккумуляторах (НКТБ-80) электроды расположены параллельно крышке. Таблеточный электрод представляет собой перфорированную металлическую чашечку (таблетку), на которую напрессовывается активная масса. По существу таблеточный электрод - это разновидность ламельного электрода.
В некоторых отечественных герметичных аккумуляторах, имеющих толстые (до 2 мм) положительные электроды, в донную часть засыпается активированный уголь. Поскольку металлический корпус в этих случаях электрически соединен с отрицательным электродом, то уголь играет роль кислородного электрода. Для того чтобы обеспечить эффективный подвод кислорода, используют крупнозернистый уголь. В зарубежных аккумуляторах кислородный электрод, как правило, не используется, так как рабочие электроды обычно спеченные, малой толщины (до 0,8 мм), что обеспечивает высокую скорость газопоглощения.
3.3. Никель-металлогидридные аккумуляторы и батареиКонструктивные исполнения НМ-аккумуляторов очень сходны с конструкциями НК-аккумуляторов. Это связано с тем, что в этих аккумуляторах развиваются близкие по значению давления газов внутри корпуса, используются близкий по составу щелочной электролит и одинаковые конструкции положительного оксидно-никелевого электрода.
НМ-аккумуляторы выпускаются различных конструкций и емкостей - от дисковых, которые имеют емкость в несколько мА ч, до мощных призматических емкостью до 250 А ч.
Дисковые НМ-аккумуляторы имеют буртиковую и безбуртиковую конструкции корпуса, аналогичные НК-аккумуляторам (см. разд.4.3). Безбуртиковая конструкция корпуса позволяет получить на 20-30% выше емкость аккумулятора при сохранении габаритных размеров за счет большого внутреннего объема аккумулятора. В последнее время появились дисковые аккумуляторы овальной формы, которая позволяет в ряде случаев при изготовлении батарей призматической формы эффективнее использовать заданный объем. Дисковые аккумуляторы состоят из одной или двух пар положительных и отрицательных электродов.
 |  | ||
Наибольшее распространение среди НМ-аккумуляторов нашли аккумуляторы цилиндрической формы. Положительный и отрицательный электроды, разделенные сепаратором, скручены в виде рулона, который вставлен в корпус и закрыт герметизирующей крышкой с прокладкой (рис.4.5.1). Крышка имеет предохранительный клапан, срабатывающий при давлении 2-4 МПа в случае неправильной эксплуатации аккумулятора. Малогабаритные цилиндрические аккумуляторы небольшой мощности выпускаются и с ламельной конструкцией электродов.
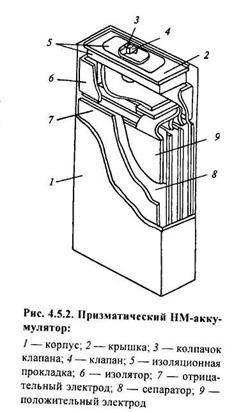
В призматических НМ-аккумуляторах (рис.4.5.2) положительные и отрицательные электроды расположены поочередно, а между ними располагается сепаратор. Блок электродов вставлен в металлический или пластмассовый корпус и закрыт герметизирующей крышкой. На крышке обычно устанавливается клапан или датчик давления.
В НМ-аккумуляторах используется щелочной электролит, состоящий из КОН (6-8 М) с добавкой 10-30 г/дм3 LiOH. В качестве сепаратора в НМ-аккумуляторах используются нетканые полипропилен и полиамид толщиной 0,12-0,25 мм, обработанные смачивателем.
Положительный электрод. В НМ-аккумуляторах применяются положительные оксидно-никелевые электроды, аналогичные используемым в НК-аккумуляторах. Способы получения и удельные характеристики положительных электродов различных конструкций, используемых в НМ - и НК-аккумуляторах, были даны в § 4.3.1. В НМ-аккумуляторах в основном используются металлокерамические, а в последние годы - войлочные и пенополимерные электроды.
В НМ-аккумуляторах, применяемых при повышенных температурах, в состав оксидно-никелевого электрода вводят добавки оксидов редкоземельных металлов. Эти добавки увеличивают перенапряжение выделения кислорода при повышенных температурах и улучшают прием заряда: при 60 °С разрядная емкость НМ-аккумулятора увеличивается при введении добавок с 40 до 90%.
Отрицательный электрод. Практическое применение в НМ-аккумуляторах нашли пять конструкций отрицательного металлогидридного электрода:
· ламельная, когда порошок водородабсорбирующего сплава со связующим веществом или без него запрессован в никелевую сетку;
· пеноникелевая, когда паста со сплавом и связующим веществом вводится в поры пеноникелевой основы, а затем сушится и прессуется (вальцуется);
· фольговая, когда паста со сплавом и связующим веществом наносится на перфорированную никелевую или стальную никелированную фольгу, а затем сушится и прессуется;
· вальцованная, когда порошок активной массы, состоящей из сплава и связующего вещества, наносится вальцеванием (прокаткой) на растяжную никелевую решетку или медную сетку;
· спеченная, когда порошок сплава напрессовывается на никелевую сетку и затем спекается в атмосфере водорода.
3.4. Серебряно-цинковые аккумуляторыСозданию серебряно-цинкового аккумулятора в значительной степени способствовало, применение набухающей сепарации с именно такими свойствами.
Относительно хорошая электропроводность активных масс электродов исключает необходимость применения - каких-либо токопроводящих добавок или специальных каркасов для лучшего распределения тока.
 Конструкция серебряно-цинковых аккумуляторов существенно отличается от конструкции обычных щелочных или кислотных аккумуляторов. В серебряно-цинковых аккумуляторах положительные пластины изготовляются из чистого, тем или иным способом приготовленного серебра, а отрицательные - из окиси цинка в смеси с порошком металлического цинка.
Конструкция серебряно-цинковых аккумуляторов существенно отличается от конструкции обычных щелочных или кислотных аккумуляторов. В серебряно-цинковых аккумуляторах положительные пластины изготовляются из чистого, тем или иным способом приготовленного серебра, а отрицательные - из окиси цинка в смеси с порошком металлического цинка.
Положительные пластины отделены от отрицательных несколькими слоями гидратцеллюлозной пленки, применение которой обусловлено тем, что через нее, с одной стороны, хорошо диффундирует электролит, а с другой стороны, она препятствует миграции коллоидных частиц окислов серебра от положительного электрода к отрицательному и прорастанию дендрлтов цинка в противоположном на правлении.
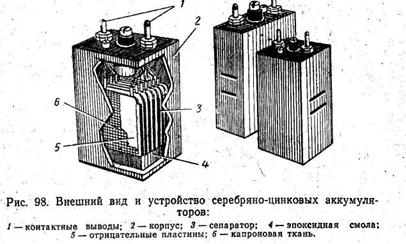
Собранный пакет электродов помещается в пластмассовый сосуд и заливается химически чистой калиевой щелочью плотностью обычно 1,40. Размеры электродов и сосудов подбираются таким, образом, чтобы при заполнении аккумулятора электролитом электроды испытывали соответствующее боковое давление, обеспечивающее внутреннюю механическую устойчивость, предупреждающую осыпание, активной массы электродов. Кроме того, при наличии бокового давления отпадает необходимость использования каких-либо жестких решеток и стоек, как это делается у кислотных и у обычных щелочных аккумуляторов. Устройство и внешний вид серебряно-цинковых аккумуляторов показаны на рис.98.
Различные типы серебряно-цинковых аккумуляторов отличаются габаритами и емкостью, а также конструктивным исполнением.
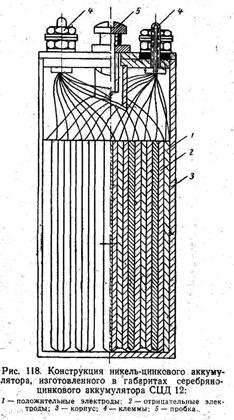
3.5. Никель-цинковые аккумуляторыКонструкция никель-цинкового аккумулятора тождественна конструкции серебряно-цинкового аккумулятора (рис.118) Положительные электроды изготовляются обычно по безламельной технологии, отрицательные - из смеси порошка цинка с' окисью цинка. В шахтных аккумуляторах (рис.119) отрицательные электроды изготовляются из Смеси окиси цинка с гидроокисью кальция. Назначение последней - связывать цинк при разряде в нерастворимый цинкат кальция CaZn(OH) 4. Однако необходимый эффект достигается только при использовании в качестве электролита раствора едкого кали небольшой плотности (не более 1,06).
Обычным же электролитов - никель-цинковых аккумуляторов, является раствор КОН плотностью 1,30; в котором растворимость цинка достаточно высокая и поэтому добавление, гидроокиси кальция в отрицательные электроды не достигает цели.
 |  | ||
Сепарацией в никель-цинковых аккумуляторах, как и в серебряно-цинковых, служит гидратцеллюлозная пленка. 3.6. Воздушно-цинковые перезаряжаемые xимические источники тока
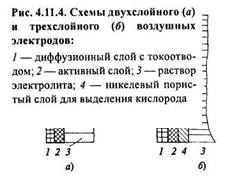
Разработан двухслойный пористый гидрофобизированный воздушный электрод, не содержащий платиновых катализаторов и способный циклироваться (рис.4.11.4, а). Бифункциональным катализатором служил пиролизованный макроцикл кобальта - пирополимер (ПП*), созданный в ИНЕОС РАН и Ивановском государственном химико-технологическом университете.
 |
Дальнейшие работы показали, что более высокую активность и стабильность имеет трехслойный электрод с никелевым слоем, активным в реакции выделения кислорода, средним слоем с катализатором восстановления кислорода (диоксидом марганца, перовскитом или пирополимером) и диффузионным слоем для подвода воздуха (рис.4.11.4, б).
Разность потенциалов выделения кислорода и восстановления кислорода воздуха на таких электродах составляла 700-800 мВ. Таким образом, в воздушно-цинковых перезаряжаемых ХИТ могут использоваться достаточно активные и стабильные двухслойные электроды с бифункциональным катализатором или трехслойные электроды с двумя катализаторами.
Фирма AER Energy Resources разработала призматический воздушно-цинковый портативный ХИТ, предназначенный для ноутбуков и другой электронной аппаратуры емкостью 20 А ч [0.21]. Элемент состоит из высокопористого цинкового анода, матричного электролита в высокопористом сепараторе и тонкого двухслойного воздушного электрода.
Размеры элемента 135x76x12,2 мм. К особенностям конструкции этого ХИТ можно отнести наличие устройства для управления скоростью поступления воздуха (от нулевой до максимальной, соответствующей току пика мощности 3 А). Разрядная кривая при умеренных скоростях разряда достаточно пологая (рис.4.11.5). Диапазон рабочих температур - от 5 до +35 °С. Батарея заряжается при постоянном токе в две стадии. Сначала заряд до достижения около 85% емкости проводится при умеренной скорости (см. рис.4.11.5), затем скорость заряда уменьшается. Для полного заряда батареи требуется 24 ч. Коэффициент полезного действия близок к 50%. Для увеличения срока службы необходимо контролировать скорость заряда и не допускать перезаряда. Параметры ХИТ приведены в табл.4.11.3. Фирма Dreisbach Electromotive Inc. разработала ХИТ планарного типа биполярной конструкции, предназначенный для электромобиля [0.21]. Анод готовится из порошкового цинка. Электролит (КОН) содержит загуститель. Размеры одного элемента 330x350x7,5 мм, масса 1 кг. Для устойчивой работы ХИТ регулируется влажность воздуха и удаляется СО2. При кратковременных разрядах удельная мощность может быть увеличена, но при этом снижается удельная энергия. К основным недостаткам фирма относит невысокую удельную мощность и ограниченный срок службы сепаратора (матрицы).
В Швейцарии разрабатывается воздушно-цинковый аккумулятор емкостью 20 А ч и напряжением 12 В. Анод площадью 100-200 см2 состоит из порошков оксида цинка (84%), целлюлозы (10%), фторопласта (4%) и РЬО (2%). Применяется целлюлоза с длиной волокон более 5 мм. Паста наносится на освинцованную медную сетку. Электрод сушится при 110 °С, обертывается тремя слоями сепаратора Celgard (с эффективными размерами пор 0,02 мкм) и пропитывается раствором электролита, состоящего из КОН (15%), ZnO (насыщенного) и KF (1,5 М). Электрод формируется в течение трех циклов (С/25-С/30). Двухслойный воздушный электрод изготавливается методом каландрования. Активный слой содержит перовскитовый катализатор (с размерами частиц 2 мкм) на носителе из графитизированной сажи и фторопласт (15%). Диффузионный слой состоит из графитизированной сажи и фторопласта. Из табл.4.11.3. следует, что воздушно-цинковые ХИТ характеризуются высокими значениями удельной энергии, однако их удельная мощность относительно невелика. За последние годы удалось существенно повысить ресурс и удельную мощность этих ХИТ. Так разработчики показали возможность достижения удельной мощности до 200 Вт/кг. Стоимость ХИТ оценивается в 120-130 долл. США/(кВт ч). К недостаткам ХИТ следует отнести относительно невысокий КПД (40-45%) и чувствительность к перезаряду.
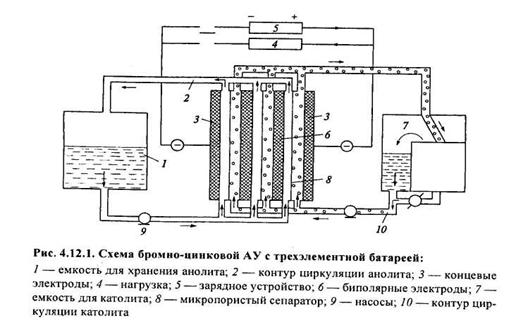
3.7. Бромно-цинковые аккумуляторные установки.Кроме батареи аккумуляторов АУ включает два контура циркуляции, две емкости для хранения реагентов (рис.4.12.1), а также теплообменник, сепаратор для отделения водорода и систему контроля и автоматики. При последовательном соединении аккумуляторов в батарею возникают токи утечки через каналы подвода и распределения реагентов, которые могут быть снижены путем уменьшения площади сечения подводящих и распределительных каналов, однако при этом возрастают гидравлические сопротивления и потери энергии на прокачку растворов. Поэтому выбирают оптимизированные значения площади сечения подводящих и распределительных каналов. Для снижения токов утечки уменьшают число последовательно соединенных элементов. В качестве конструкционного компонента, устойчивого при контакте с бромом, нашел применение полиэтилен высокого давления, упрочненный стекловолокном.
3.8. Высокотемпературные аккумуляторы и батареи.
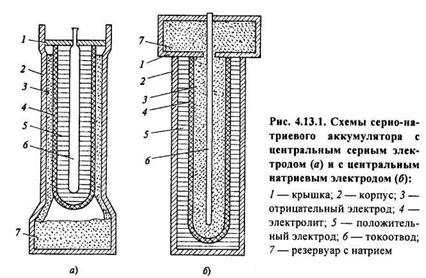 |
Серно-натриевые аккумуляторы. Большинство аккумуляторов имеет трубчатую конструкцию. Применение дисковых и других плоских электролитов связано с большими трудностями герметизации аккумуляторов. Используются две разновидности трубчатых аккумуляторов (рис.4.13.1). В одной из них внутри трубчатого электролита находится натриевый электрод (рис.4.13.1, б), в другой - серный электрод (рис.4.13.1, а). Применение центрального серного электрода упрощает решение антикоррозионных задач. В одном из вариантов аккумулятора трубки электролита длиной 0,3 м с толщиной стенки 1,8 - 10~3 м и внешним диаметром 3,3 1СГ2 м заполняются графитовым волокном, пропитанным серой. Около электролита графит находится в смеси с глиноземом. Токоотводом служит алюминий, защищенный слоями нихрома и графита. Электролит с центральным серным электродом помещают в трубку (корпус). В кольцевом зазоре между корпусом и электролитом находятся графитовые шарики, промежутки между которыми заполнены натрием. Графитовый заполнитель нужен для уменьшения количества свободного натрия, который может взаимодействовать с серой при образовании трещин или разрушении электролита. Аккумулятор имеет емкость 88 А ч, массу 1,06 кг, удельную энергию при двухчасовом разряде 140-125 Вт-ч/кг.
Большинство разработчиков используют конструкцию аккумулятора с центральным натриевым электродом (см. рис.4.13.1, б). В этом случае сера находится в кольце между электролитом и корпусом. Для повышения безопасности работы камеру натриевого электрода заполняют пористыми веществами из керамики, стекла или металла. Для герметизации аккумуляторов применяется ос-А1203.
 |
Для повышения коррозионной стойкости применяются многослойные корпуса. Например, японская фирма Yuasa Battery предложила корпус, состоящий из слоев Fe-Cr-Al-сплава, диффузионного слоя Аl и Сг в стали, хромированной малоуглеродистой стали и графитового покрытия. Конструкции аккумуляторов фирмы постоянно совершенствуются. Длина трубки электролита увеличилась от 200 до 530 мм, диаметр от 22 до 51 мм, толщина электролита от 1 до 2,6 мм. С 1970 по 1982 г. емкость аккумулятора возросла от 9 до 260 А ч, энергия - от 15 до 450 Вт ч. Аккумуляторы емкостью 50-200 А ч с удельной энергией 85-150 Вт - ч/кг, удельной мощностью 60-130 Вт/кг и наработкой до 1000 циклов разработала фирма General Electric (США), однако в середине 80-х годов фирма работы в этом направлении свернула.
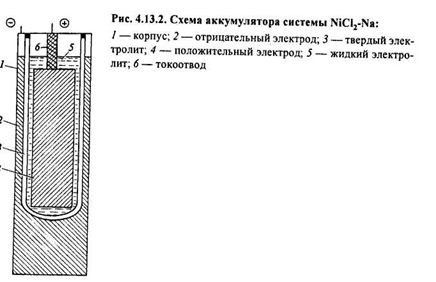
Аккумуляторы системы хлорид металла-натрия. Схема аккумулятора приведена на рис.4.13.2. Положительный электрод (хлорид никеля или железа) расположен во внутреннем цилиндре. Это пористая матрица из соответственно никеля или железа, в порах которой находится расплавленная смесь хлорида металла и электролита. При разряде хлорид превращается в металл. Отрицательный электрод (натрий в порах матрицы) помещается во внешний цилиндр и отделен от внутреннего цилиндра твердым электролитом ((3-А12О3). Корпус аккумулятора служит токоотводом. Основным разработчиком хлоридно-натриевых аккумуляторов является немецкая фирма AEG, организовавшая совместно с фирмами Zebra Power Systems и Beta R&D Company холдинг AABH (AEG Anglo Battery Holding). Хлоридно-натриевые аккумуляторы называют также Zebra-batteries по имени компании - первого разработчика. На первом этапе разрабатывались аккумуляторы с катодом на основе хлорида железа. Однако технология изготовления аккумулятора с катодом на основе хлорида никеля оказалась более простой, поэтому освоено производство аккумуляторов системы хлорид никеля-натрий. Тем не менее, разработка аккумулятора системы хлорид железа-натрий продолжается из-за невысокой цены соли железа.
внутреннего цилиндра твердым электролитом ((3-А12О3). Корпус аккумулятора служит токоотводом. Основным разработчиком хлоридно-натриевых аккумуляторов является немецкая фирма AEG, организовавшая совместно с фирмами Zebra Power Systems и Beta R&D Company холдинг AABH (AEG Anglo Battery Holding). Хлоридно-натриевые аккумуляторы называют также Zebra-batteries по имени компании - первого разработчика. На первом этапе разрабатывались аккумуляторы с катодом на основе хлорида железа. Однако технология изготовления аккумулятора с катодом на основе хлорида никеля оказалась более простой, поэтому освоено производство аккумуляторов системы хлорид никеля-натрий. Тем не менее, разработка аккумулятора системы хлорид железа-натрий продолжается из-за невысокой цены соли железа.
В настоящее время выпускаются ХИТ цилиндрической формы типоразмеров R03 (AAA), R6 (АА), R14 (С) и R20 (D). Схема ХИТ приведена на рис.4.14.1. Положительный электрод 5 состоит из трех или четырех колец, которые формуются прессованием и вставляются в никелированный стальной корпус, служащий положительным токовыводом элемента. Отрицательный электрод 3 помещается в средину элемента; расположенная в центре катода игла - коллектор тока 7 отводит и подводит ток. Между катодом и анодом находится пропитанный раствором электролита сепаратор 4, состоящий из нескольких слоев регенерированной целлюлозы. Элемент герметизирован и содержит предохранительный клапан.
Активная масса анода состоит из порошкообразного цинкового сплава, ингибитора и гелеобразного КОН с добавками. Активная масса катода содержит ЭДМ, графит (10%), добавку BaSO4 (для модификации пористости) и катализатор рекомбинации водорода (серебро на ацетиленовой саже). Электролит кроме КОН содержит ингибитор коррозии и добавки, улучшающие циклирование ХИТ.
Литература
1. Коровин Н.В., Клейменов Б.В. Комбинированные источники тока на основе воздушно-металлических элементов // Иваново: Изд. Ивановского государственного химико-технологического университета, 2001.
2. Русин А.И. Основы производства свинцовых аккумуляторов. Л.: Энергоатомиздат, 1987.
3. Варламов Р.Г. Современные источники питания. М.: ДМК, 1988.
4. Коровин.Н.Г., Скундин А.М. Химические источники тока (справочник). М.: МЭИ, 2003.
5. Химические источники тока. Номенклатурный каталог. СПб.: НПО "Источник" НИАИ, 1992.
6. Романов В.В., Хашев Ю.М. Химические источники тока. М.: Советское радио, 1968.
7. Эксплуатация химических источников тока / Р.Р. Вершинин, В.А. Тихомиров А.Ю. Малыгин и др. Пенза: ПГУ, 1999.
Похожие работы

... ленточным. В технологических приложениях широко используются многопучковые источники, формирующие однородные ионные пучки с поперечными размерами до нескольких десятков сантиметров. Именно таким ионным источником является источник Кауфмана. Ионные источники, предназначенные для различных типов рабочих веществ (газообразных, твердых, тугоплавких, химически активных, токсичных), также имеют свои ...
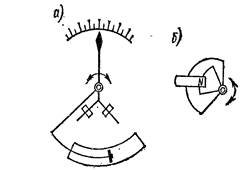
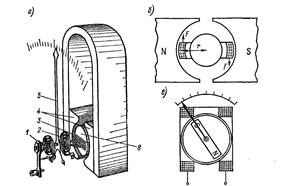
... включения выпускают с пределами измерения от 1 до 200 А. Расширение пределов (до 6 кА) осуществляется при помощи измерительных трансформаторов тока. Переносные амперметры имеют шкалы от 5 мА до 10 А. Вольтметры. Для измерения напряжения обе катушки соединяют последовательно (рис. 1.7, б). Щитовые вольтметры непосредственного включения выпускаются со шкалами до 450 В, переносные — от 7,5 до 600 ...
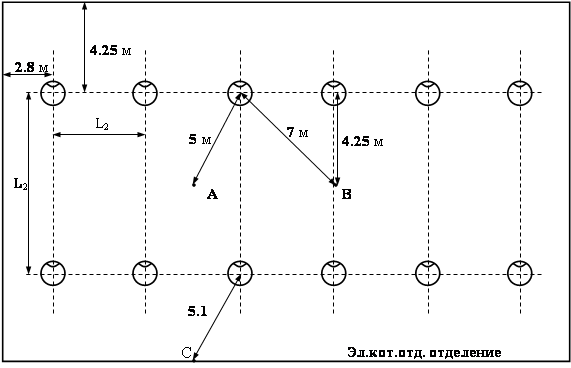
... частота тока Норм. вел. ПДУ, при t, с 0,01 - 0,08 свыше 1 Переменный f = 50 Гц UД IД 650 В — 36 В 6 мА Переменный f = 400 Гц UД IД 650 В — 36 В 6 мА Постоянный UД IД 650 В 40 В 15 мА Электрокотельное отделения, где установлены основное оборудование 6 кВ, относиться к классу особо опасных помещений по степени возможности поражения ...
... не допускаются. По всем проводимым занятиям и инструктажу ведется журнал. Повышение квалификации инженерно-технического персонала по технике безопасности проводится на курсах по программе, утверждаемой вышестоящей организацией и в устанавливаемые ею сроки. Работники служб охраны труда министерств, ведомств, организаций и предприятий периодически, один раз в три года, проходят занятия по повышению ...
0 комментариев