Навигация
ОАО автобаза "Шахта Первомайская"
31885
знаков
6
таблиц
1
изображение
1. Краткая характеристика предприятия
ОАО автобаза «Шахты Первомайская» образовалась в Кемеровской области, п. Арсеньтевке. АТУ шахты Первомайская занимается обслуживанием и ремонтом автотранспорта.
Предприятие организовано для перевозки грузов и пассажиров. По характеру перевозок предприятие смешанное, а по принадлежности и назначению обслуживающее клиентуру независимо от ведомственной принадлежности и восполняющее перевозки для организаций, в состав которого они входят.
Основные задачи предприятия; организует и выполняет перевозки в соответствии с планом, хранение, техническое обслуживание и ремонт собственного подвижного состава, материальное техническое снабжение.
Для выполнения этих задач на предприятии предусмотрены службы эксплуатации, техническая и управления.
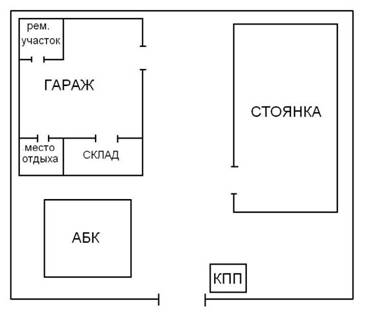
2. Генеральный план предприятия
ОАО «Шахта ЮЖНАЯ», АТУ.
3. Краткая характеристика цеха, участка, рабочего места
Рабочее место представляет собой верстак, на котором установлены тиски. Справа от верстака стоит сейф, в котором лежат инструменты: набор рожковых, торцевых, накидных ключей, набор головок, сверла, зубило, молоток и т.д. Слева стоит сверлильный станок и наждак. Напротив верстака стоит сейф с запасными частями машин. Над верстаком на уровне лица висят плакаты техники безопасности. Под верстаком находятся огнетушители и индивидуальная аптечка. На участке находится стенды, для разборки-сборки: двигателей, коробки передач, заднего редуктора и т.д.
4. Данные о подвижном составе (пробег и год выпуска)
| Наименование | Год выпуска | Пробег, км |
| Зил-433110 | 15 декабря 2006 | |
| Урал-63685 | 8 ноября 2007 | |
| Камаз 6540 | 13 января 2006 | |
| Камаз 6540 | 10 декабря 2007 | |
| Камаз 4355 | 19 февраля 2005 | |
| Камаз 55111 | 27 июня 2007 |
5. Штаты технической службы
1. Начальник АТУ -1чел.
2. Мастер – 1чел.
3. Автослесарь – агрегатчик – 1чел.
4. Автоэлектрик – 1чел.
5. Сварщик – 2чел.
6. Автослесарь – 7чел.
7. Автослесарь по ремонту и ТО тормозной аппаратуры – 2чел.
8. Автослесарь по ремонту и ТО топливной аппаратуры – 1чел.
9. Автослесарь по ремонту двигателей – 1чел.
10. Токарь – 2чел.
6. Нормирование расхода ГСМ, шин и организация их хранения.
Хранение смазочных материалов
Правильная организации хранения и раздачи смазочных материалов обеспечивает сохранение их качества и сокращение непроизводительных потерь при складских операциях.
Указанным требованиям удовлетворяет централизованный способ хранений и раздачи смазочных материалов, при котором смазочные материалы хранят в цистернах или других емкостях в специальных помещениях-складах, и при раздаче подают их к постам сказки по трубопроводам.
Склад масла в этом случае располагают обычно в подвальных помещениях или в углублениях (приямках) первого этажа, что обеспечивает слив самотеком в складские емкости чистых масел из транспортной тары и отработавших с постов смазки.
Отработавшие масла также хранят на складе (в цистерне) для последующей регенерации в автохозяйстве или на стороне.
На складе смазочных материалов должно быть отведено место для хранения керосина, промывочной жидкости, тормозной жидкости и антифриза.
Хранение шин
Шины хранят и специальных складах, желательно в под вальных или полуподвальных помещениях, где должна поддер живаться температуру в пределах минус 10 —плюс 20°С., а относительная влажность — 50—60%.
Помещения дли хранения шин, должны быть защищены от дневного света и непосредственного попадания солнечных лучей через окна, для чего вставляют цветные стекла.
В складах для хранения резиновых материалов не допускается совместное хранение материалов, действующих на резину; керосину, бензина, скипидара, масла.
Покрышки устанавливают на деревянных или металлических стеллажах в вертикальном положении и хранят на расстоянии не менее 1м от отопительных приборов.
При долгосрочном хранении покрышки необходимо периодически (один paз в квадрат) поворачивать, меняя точку опоры. Складывать покрышки на хранение штабелями не допускается.
Камеры хранит на специальных вешалках с полукруглой палкой слегка накаченными, припудренными тальком или вложенными и новые покрышки и подкаченными воздухом до внут реннего размера покрышки. При хранении на вешалках камеры периодически (черед 1-2 месяца) поворачивают. изменяя точки опори.
Камеры и покрышки, пришедшие и полную негодность (утиль), перед сдачей и переработку следует хранить во дворе под навесом или под брезентом. Длительное хранение утиля не рекомендуете, так как он может стать непригодным для дальнейшего использования.
7. Продолжительность эксплуатационных пробегов узлов, содержание капитального и текущего ремонта основных узлов, порядок подготовки к ремонту и последовательность сборки и разборки
РАЗБОРКА ДВИГАТЕЛЯ
Трудоемкость — 410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки. (Кран-балка, подвеска, стенд).
2.Вывернуть рым-болт передний, снять регулировочные шайбы (Вставка специальная).
3.Отвернуть болты с шайбами крепления корпуса заднего подшипника в сборе с манжетой, снять корпус и прокладку корпуса заднего подшипника привода ТНВД (Головка сменная 17 мм ключ с п. к., оправка, молоток, отвертка 8,0 mм),
4.Снять шестерню привода ТНВД в сборе с валом
5.Отвернуть болты с шайбами крепления головки блока цилиндров и снять головку блока цилиндров с клапанами и в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.),
6. Снять уплотнительное кольцо и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты с шайбами и крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель гидромуфты с двигателя. (Ключ гаечный кольцевой 13 мм).
10. Отвернуть болты с шайбами крепления передней крышки к блоку цилиндров, снять гидромуфту привода вентилятора в сборе с передней крышкой и прокладку с переднего торца блока цилиндров. (Головка сменная 17 мм. ключ с п. к. лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой).
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб, отвернуть болты крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять попу муфту отбора мощности с коленчатого вала (Зубило, молоток, головка сменная 17 им, ключ с п. к., отвертка 6.5 мм).
13. Разогнуть усики замковых пластин болтов крепления маховика к коленвалу. (Зубило, молоток).
14. Отвернуть болты крепления маховика. (Головка сменная 19 мм4 ключ с п. к.}.
15. Снять замковые пластины.
16. Завернуть два технологических болта в отверстия маховика до упора в торец ступицы и снять маховик. Болты заворачивать попеременно на несколько оборотов. (Головка сменная 17 мм. кран-балка, подвеска для снятия-установки маховика, ключ с присоеди нительный квадратом).
17. Отвернуть болты и крепления с шайбами и картера маховика к блоку цилиндров, снять картер маховика в сборе и прокладку с блока цилиндров. (Головки сменные 17 и 19мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала.
20-Отвернув гайки болтов крепления крышки шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник, снять крышку шатуна, вынуть шатунные болты и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров, (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов}.
21-Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под боты крепления крышки шатуна 5-го цилиндра выбить поршень в сборе с шатуном и кольцами из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки шатуна и нижней головки шатуна вкладыши.
23. Установить крышку шатуна на шатун, установить болты креплений и завернуть гайки. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19-—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы, вывернуть болт крепления с шайбами и ведущей шестерни привода распределительного вала. (Молоток, зубило, головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню привода распределительного вала в сборе с промежуточной шестерней привода распред. вала с оси ведущей шестерни привода распределительного вала. (Съемник)
27. Отогнуть усы замковых шайб, отвернуть болты крепления с шайбами оси ведущей шестерни привода распред. вала и снять ось с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты крышек подшипника коленчатого вала. (Головка сменная 19 мм. ключ с п, к.).
29. Отвернуть болты крепления с шайбами крышек подшипника коленчатого вала, сиять крышки коренных подшипников с блока цилиндров с помощью съемника и уложить их по порядку на верстак. (Головка сменная 24 мм. ключ с л. к„ съемник, верстак слесарный).
30. Снять нижние и верхние упорные кольца с колончатого вала.
31. Вынуть коленчатый вал в сборе из блока цилиндров (Кран-балка. подвеска для коленвала).
32. Вынуть вкладыши коренных подшипников из постелей блока.
33. Вынуть вкладыши из крышек коренных подшипников. (Верстак слесарный).
34. Установить крышки и коренных подшипников и блок цилиндров и завернуть болты креплении с шайбами. (Головка сменная 24 мм. ключ с п. к.).
35. Установить съемник на гильзу и вынуть гильзы по очереди из блока цилиндров. (Съемник гильз).
36. Снять с гильзы верхнее уплотнительное кольцо.
37. Вынуть из блока цилиндров нижние уплотнительные кольца гильз цилиндров.
38. Отогнуть усы замковых шайб отвернуть болты крепления с шайбами корпуса подшипника распределительного вала и вынуть распределительный вал в сборе из блока цилиндров. (Головка сменная 17 мм. ключ с п, к.}.
39. Вынуть толкатели из направляющих толкателей,
40. Отогнуть усы стопорной шайбы, отвернуть болты крепления направляющих толкателей с шайбами и уплотнительными кольцами и снять направляющие толкателей с блока цилиндров. [Головка сменная 19 мм. ключ с л. к.).
41. Снять блок цилиндров со стенда для разборки и сборки двигателя и отправить его в разборочно-моечный цех. Мойку блока цилиндров производить непосредственно перед сборкой двигателя, чтобы его температура перед сборкой была 30—40"С. (Кран-балка, подвеска-захват).
42. Продефектовать снятые детали двигателя.
СБОРКА ДВИГАТЕЛЯ
Трудоемкость – 640,0. Чел. мин.
1. Установить блок цилиндров на стенд и проверить герметичность каналов блока цилиндров. Нарушение герметичности не допускается. (Стенд для проверки герметичности, кран-балка, подвеска).
2. Установить блок цилиндров на стенд дли разборки-сборки двигателя в горизонтальное положе ние. (Стенд для разборки-сборки двигателя, кран-балка, подвеска).
3. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом, (Пистолет для обдува деталей сжатым воздухом).
4. Смазать нижние и верхние уплотнительные кольца гильз цилиндров моторным маслом. (Емкость, кисть).
5. Установить нижние уплотнительные кольца гильз в блок цилиндров.
6. Надеть верхние уплотнительные кольца на гильзы цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилинд ров смазать моторным маслом. (Приспособление для установки гильз, емкость для масла, кисть).
7. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается, (Стенд, кран-балка, подвеска)
8. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска)
9. Установить направляющие толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (,8,5—9,5 кгс. м) (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая).
10. Смазать толкатели маслом и установить их в направляющие толкателей. Применять масло. (Емкость, кисть).
11. Смазать опорные шейки распределительного вала маслом и установить распределительный вал в сборе в блок цилиндров. Применять масло. (Емкость, кисть).
12. Установить на вал корпус подшипника, завернуть болты крепления с замковыми шайбами корпуса подшипника распределительного вала и отогнуть усы замковых шайб на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н.м (2 5 кгс. м). (головка сменная 17 мм, ключ с п, к., рукоятка динамометрическая, молоток, зубило}.
13. Отвернуть болты крепления с шайбами крышек и коренных подшипников коленчатого вала, (Головка сменная 24 мм, ключ с п. к.). 14. Отвернуть стяжные болты и блока цилиндров и снять крышки коренных подшипников блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 ми, ключ с п, к. съемник).
15. Подобрать вкладыши коренных подшипников. Обозначение вкладышей наносится на тыльной стороне вкладыша.
16. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
17. Смазать вкладыши коренных подшипников маслом. (Емкость, кисть).
18. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска)
19. Установить нижние и верхние полукольца упорного подшипника коленчатого вала и проверить осевой зазор в упорном подшипнике. Канавки на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника Выступы на нижних полукольцах при установке крышки необходимо совместить с выточками в крышке.
20. Установите крышки коренных подшипников с вкладышами, совместив крышки с перегород ками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока вести начиная с переднего торца двигателя}.
21. Завернуть и затянуть болты крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.5—12,0 кгс. м) второй 210—233 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны правого ряда цилиндров, а затем со стороны левого ряда
цилиндров. (Головка сменная 24 мм, удлинитель, ключ с присоединительный квадратом, ключ динамометрический).
22. Замерить осевой зазор коленчатого вала. Он должен быть в пределах 0.100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
23. Установить завернуть и затянуть стяжные болты с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м [8,2—9,2 кгс. м) (Головка сменная 19 мм. ключ с присоединительный квадратом, рукоятка динамометрическая).
24. Проверить легкость вращения коленчатого вала. Коленчатый валдолжен свободно поворачи ваться от руки.
25. Установить ось ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты крепления с замковыми шайбами оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. М). (Головка сменная 17 мм. ключ с п. к., рукоятка зубило, молоток),
26. Установить на ось ведущую шестерню привода распределительного вала в сборе с проме жуточной шестерней привода рапределительного вала. Шестерню установить так, чтобы метки -О- на промежуточной шестерне привода распределительного вала и па распредели тельной шестерне коленчатого вала совпала. Также должны совпасть риски на ведущей шестерне привода распределительного вала и на шестерне распределительного вала. (Оправка, молоток).
27. Проверить окружной зазор в зацеплении шестерен. Зазор проверить не менее, чем в трех точка. Зазор должен быть 0.1—0,3 мм [Набор щупов №2),
28. Завернуть болт крепления с замковой и упорной шайбами ведущей шестерни привода распределительного вала и загнуть усы замковой шайбы на грани головки болта. Величина момента затяжки болта крепления 90—100 Н.м (9—10 kгс, М). (Головка сменная 19 мм. ключ с п, к., рукоятка динамометрическая зубило, молоток).
29. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем положении. (Рычаг для поворота коленчатого вала)
30. Заменить расстояние от образующей шатунной шейки в верхнем ее положении до торца уплотнительного выступа гильзы при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера),
31. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршни на стороне, обращенной к вентилятору. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы, которые можно устанавливать в любую группу гильз.
32. Повторить работы 30—-31 для каждого цилиндра блока.
33.Отвернуть гайки болтов крепления крышек шатунных подшипников шатунно-поршневого комплекта, снять крышки и подобрать вкладыши. (Головка сменная 19 им, ключ с п. к.).
34. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон и завернуть болты крепления и гайки с пружинными шайбами (Пневмогайковерт, головка сменная 13мм).
35. Проверка двигателя на стенде.
8. Дефектная ведомость на капитальный ремонт основного узла. Коленчатый вал
| Наименование дефекта | Средство измерения и контроля | Размер, мм | Заключение | |
| Номинальный | Допустимый без ремонта | |||
| 1 | 2 | 3 | 4 | 5 |
| Обломы, трещины на шейках, трещины на торце крепления маховика и поверхности под манжету | Осмотр лупой Дефектоскоп магнитный | ______ | ______ | Браковать |
| Изгиб вала | Индикатор кл.1 Стойка-штатив призмы | Допуск радиального биения шейки относительно общей оси крайних шеек 0,03 | Допуск радиального биения шейки относительно общей оси крайних шеек 0,05 | Браковать при биении более 0,05мм |
| Износ шейки под заднюю манжету | Микрометр гладкий | 105-0,14 | 104,00 | Браковать при значении менее 104,00 |
| 1 | 2 | 3 | 4 | 5 |
| |||||
| Износ коренных шеек по наружному диаметру ---1 ремонтного размера ---2 ремонтного размера ---3 ремонтного размера ---4 ремонтного размера | Микрометр рычажный | 95-0,14 94,5±0,011 94,0±0,011 93,5±0,011 93,0±0,011 | 94,980 ------- -------- --------- ---------- | Обработать до ремонтного размера |
| |||||
| Износ шатунных шеек по наружному диаметру ---1 ремонтного размера ---2 ремонтного размера ---3 ремонтного размера ---4 ремонтного размера | Микрометр рычажный | 80-0,013 79,5±0,0095 79,0±0,0095 78,5±0,0095 78,0±0,0095 | 79,98 ------- -------- --------- ---------- | Обработать до ремонтного размера Браковать при значении менее 77,99мм |
| |||||
| Увеличение длины шатунных шеек | Нутромер индикаторный | 67+0,12 | 67,42 | При увеличении более чем 67,42мм – браковать |
| |||||
| 1 | 2 | 3 | 4 | 5 | |||||
| Риски, задиры, износ торцев пятой коренной шейки под упорный подшипник -----ремонтного размера | Осмотр Штангельциркуль | 36,2+0,05 36,5+0,05 | 38,28 36,58 | Обработать до ремонтного размера Браковать при значении более 36,58 | |||||
| Износ отверстия под подшипник первичного вала коробки передач | Нутромер индикаторный | 52+0,008 | 52,02 | При значении более 52,02мм – браковать | |||||
| Износ шейки под передний противовес и шестерню привода масляного насоса | Микрометр рычажный | 125+0,110 | 125,058 | Браковать при значении менее 52,02мм – браковать | |||||
| Износ шейки под задний противовес и распределительную шестерню | Микрометр рычажный | 105+0,095 | 105,045 | При значении менее 105,045мм – браковать | |||||
| Износ шпоночного паза под передний противовес и шестерню масляного насоса | Шаблон 6,01мм | 6-0,010 | 6,01 | При значении более 6,01мм – браковать | |||||
| Износ шпоночного паза под задний противовес и шестерню распределительную | Шаблон 8,01мм | 8-0,015 | 8,01 | При значении более 8,01мм – браковать | |||||
Похожие работы
... 85% пассажирооборота составляют перевозки в городе и пригороде; в то время как в странах Западной Европы и Соединенных штатах это, соответственно, 20 и 3% общего пассажирооборота [32] 4. История образования и развития пассажирского транспорта Республики Карелия 4.1 Довоенный период С самого начала заселения, в Карелии была единственная связь – водная, по системе Онежского озера, Свири, ...
0 комментариев