Применяемые способы восстановления коленчатого вала
Проектирование технологического процесса восстановления коленчатого вала
Определение режимов нанесения покрытия, выбор материалов и технологического оборудования, механической обработки и норм времени выполняемых операций
Определение норм времени при выполнении операций
Навигация
Определение режимов нанесения покрытия, выбор материалов и технологического оборудования, механической обработки и норм времени выполняемых операций
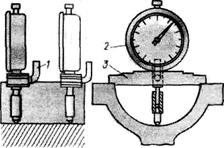
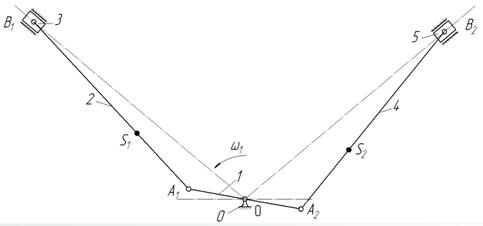
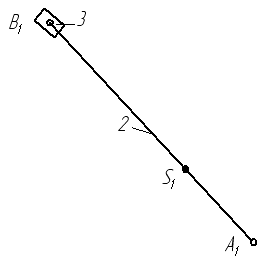
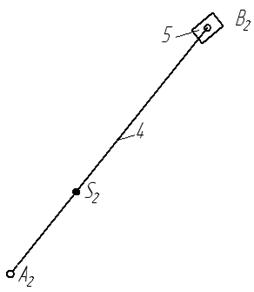
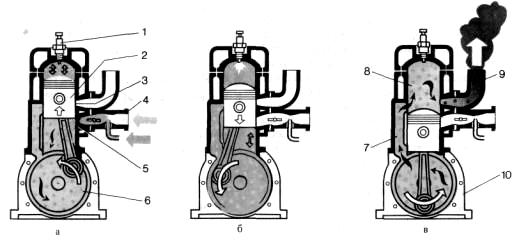
Назначение и характеристика кривошипно-шатунного механизма двигателя Д–240
24280
знаков
6
таблиц
3
изображения
4.2 Определение режимов нанесения покрытия, выбор материалов и технологического оборудования, механической обработки и норм времени выполняемых операций
4.2.1 Электроконтактная приварка ленты и напекание порошков.
Для приварки ленты к детали необходимы импульсы сварочного тока следующих параметров (обеспечивающие 6…7 сварных точек на 1см длины сварного шва):
а) для ленты толщиной 0,3 мм амплитуда импульса сварочного тока 14500…15900 А, длительность импульсов тока 0,008…0,009 с;
б) для ленты толщиной 0,4 мм амплитуда импульса сварочного тока 16000…17500 А, длительность импульсов тока 0,0085…0,01 с;
в) для ленты толщиной 0,4 мм, привариваемой в два слоя одновременно, амплитуда импульса тока 18000…19500 А, длительность импульсов тока 0,009…0,011 с.
Усилие сжатия электродов QСЖ, Н и сила сварочного IСВ, А тока имеют следующую зависимость
QСЖ = 0,64√IСВ
Силу сварочного тока, А определяют из следующего выражения:
IСВ = 40![]() = 40
= 40![]() = 40∙4,27=171 А
= 40∙4,27=171 А
где D – диаметр шейки вала.
Напряжение источника питания, В
U =21+0,04∙I = 21+0.04∙171 = 28 В
Скорость наплавки , м/ч
![]() =
= ![]() =
= ![]()
где ![]() – коэффициент наплавки, при наплавке постоянным током обратной полярности (
– коэффициент наплавки, при наплавке постоянным током обратной полярности (![]() = 11…14 г/А∙ч) принимаем
= 11…14 г/А∙ч) принимаем ![]() =12 г/А∙ч;
=12 г/А∙ч;
h – толщина наплавленного слоя, мм;
S – шаг наплавки, мм/об.;
𝜸 – плотность электродной проволоки, 𝜸 = 7,85∙10-3 г/мм3
Толщина покрытия h, наносимого на наружные цилиндрические поверхности, мм
h = ![]() ,
,
где И – износ детали, мм;
Z1 – припуск на обработку на сторону (Z1 = 0,1…0,3мм), принимаем Z1 =0,2;
Z1 – припуск на механическую обработку после нанесения покрытия,( для электроконтактной приварки 0,2…0,5) принимаем Z1 = 0,4
Шаг наплавки, мм/об
S = (2…2,5)∙dПР =2∙0,4=0,8 мм/об,
где dПР – диаметр электродной проволоки, мм ( dПР = 0,4 мм).
Частота вращения детали, мин-1
1000∙VН / 60∙p∙D = 1000∙22/60∙1,1∙78,25 =0,42 мин-1
Оптимальные режимы напекания порошка лежат в пределах: по напряжению 0,87…1,35 В на мм толщины слоя, по давлению 40…60 МПа, по затратам энергии 2,1…3,2 Вт∙ч/г.
Выбираем материал ленты сталь 40Х, твердостью 60 НRС.
Расход на покрытие 1 дм2 поверхности составит: материала (ленты) 30…35 г, электроэнергии 1…1,1 кВт∙ч.
Для напекания используем порошок марки ПС – 2, твердость слоя 60 НRС.
Таблица 1.2 – Режимы приварки ленты
| Параметры | Приварка ленты на детали типа «вал» | Принятое |
| Сила сварочного тока, кА | 16,1…18,1 | 17 |
| Длительность сварочного цикла, с | 0,04…0,08 | 0,05 |
| Длительность паузы, с | 0,1…0,12 | 0,1 |
| Скорость сварки, м/ч | 42…72 | 60 |
| Подача электродов, мм/об | 3…4 | 3 |
| Усилие сжатия электродов, кН | 1,3…1,6 | 1,5 |
| Ширина рабочей части электродов, мм | 4 | 4 |
| Диаметр электродов, мм | 150…180 | 160 |
| Присадочный материал | Сталь 40, 50 | СТ. 40 |
| Расход охлаждающей жидкости, л/ч | 60…120 | 80 |
Основным оборудованием для электроконтактной приварки металлического слоя варки являются установки 011-1-02М, 011-1-06, 011-1-08.
Похожие работы
... только лицам, прошедшим инструктаж. 3.2 Требования безопасности при ТО и ремонте Рабочее место для дефектации деталей кривошипно-шатунного механизма трактора располагается на учебном полигоне. Возможные опасные факторы: - опасность механического травмирования инструментами, приспособлениями, тяжелыми деталями кривошипно-шатунного механизма, такие как коленчатый вал, блок цилиндров, ...
... четвертого колеса к третьему; отношение модулей зубчатых колес первой ступени к второй. 3. Исследование качественных характеристик внешнего эвольвентного зацепления Зубчатые передачи являются наиболее распространенным видом механических передач. В зависимости от условий эксплуатации при проектировании зубчатых передач учитываются различные факторы, влияющие на повышение их прочности, ...
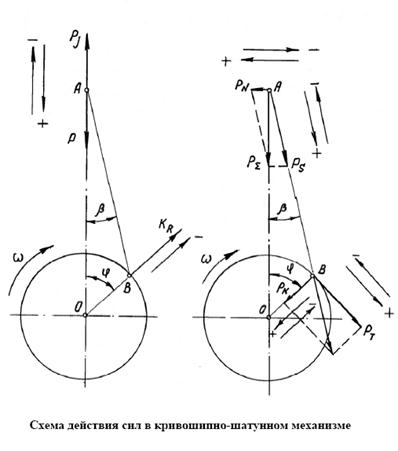
... 147 19,273 60,293 99,268 0,844 0,187 1,031 313 18,872 54,987 75,482 0,641 0,218 0,859 375,6 20,653 2. ДИНАМИЧЕСКИЙ РАСЧЕТ Динамический расчет автомобильного двигателя производится на режиме максимальной мощности по результатам теплового расчета. В результате расчета необходимо определить следующие силы и моменты, действующие в кривошипно-шатунном механизме двигателя: ...


... нитросоединений может привести к обгоранию клапанов и электродов запальных свечей, поломкам деталей кривошипно-шатунного механизма. После работы на топливе, содержащем нитроприсадки, двигатель требует незамедлительной промывки. В качестве смазок гоночных двигателей внутреннего сгорания наибольшее применение имеют касторовое масло и комбинированные смазки на его основе. Такие масла обладают очень ...
0 комментариев