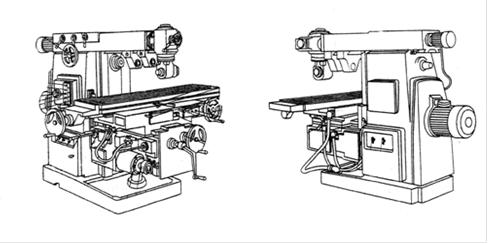
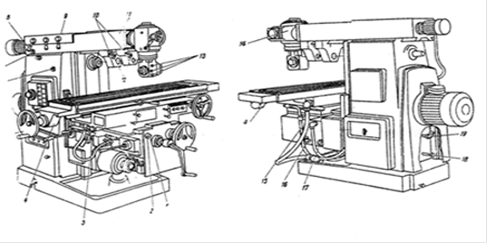
Устройство и взаимодействие узлов станка
Электротехническая часть
Анализ системы электропривода и схемы управления
Предложения по модернизации
Разработка схемы управления и описание ее работы
Выбор элементов схемы
Выбор защитной аппаратуры и питающих проводов
Экономическая часть
Эксплуатация электрооборудования станка
Борьба с шумами и вибрацией
Навигация
Анализ системы электропривода и схемы управления
Модернизация электрооборудования и схемы управления токарно-винторезного станка
63630
знаков
14
таблиц
0
изображений
2.2 Анализ системы электропривода и схемы управления
Электропривод токарно-винторезного станка 16Б16П питается от сети переменного напряжения 380 В.
Напряжение цепи управления 110 В переменного тока, напряжение цепи управления электромагнитными муфтами 24 В постоянного тока .Напряжение цепи местного освещения 24 В переменного тока, цепи сигнализации 29 В переменного тока.
Электропривод станка состоит из четырех трехфазных асинхронных электродвигателей:
привода шпинделя типа 4АМI32М8/4У3 мощностью 5 кВт, n=1500 об/мин, U=380 В;
привода быстрых перемещений каретки и суппорта типа ДПТП224СIУ3 мощностью 0,37 кВт, n=1500 об/мин, U=380 В;
привода насоса охлаждающей жидкости типа X1422МУХЛ4 мощностью 0,12 кВт, n=3000 об/мин,U=380 В;
привода насоса смазки,в комплекте со станцией смазки С4814 мощностью 0,12 кВт, n=3000 об/мин,U=380 В;
Электродвигатели установленные на станке имеют низкий коэффициент полезного действия, и создают много шума в работе.
Коробка скоростей главного привода станка имеет две электромагнитные муфты, посредствам которых осуществляется пуск и торможение шпинделя станка.
Органы управления станком сосредоточены в шкафу управления.
На станке размешается пульт управления . На нем находятся следующие кнопки:
рукоятка включения электрооборудования станка в сеть;
рукоятка включения насоса охлаждения;
рукоятка переключения скорости главного электродвигателя;
кнопка включения ускоренных ходов каретки и суппорта;
рукоятка пуска станка и реверсирования шпинделя;
кнопка аварийная;
кнопка пуска главного электродвигателя;
Также на пульте управления находится сигнальная лампа HL2, сигнализирующая наличие питания сети и HL1,сигнализирующая наличие питания трансформатора.
Установленные автоматические выключатели устарели и не отвечают требованиям безопасности . Они нуждаются в замене на более современные с лучшими характеристиками.
Необходимая скорость вращения двигателя М1 главного привода задается установкой переключателя S1 в положение 1 –первая, малая скорость, или в положение 2 –вторая скорость.
Установкой рукоятки вводного выключателя F1 в положение 1 электрооборудование станка подключается к питающей сети и включается сигнальная лампа НL1.
При воздействии на кнопку управления S7 включается реле К2, К3,КТ и магнитные пускатели К1, К7 . Магнитный пускатель К7 включает электродвигатель М1 главного привода, а магнитный пускатель К1 –электродвигатель М4 станции смазки.
После запуска электродвигателя М1 могут быть включены: переключателем S11 –магнитный пускатель К10 электронасоса охлаждения М3, а рукояткой управления, левой или правой –шпиндель станка. Перемещение каретки может происходить независимо от запуска электродвигателя М1; кнопкой управления S10 включается магнитный пускатель К9 электродвигателя М2 быстрых перемещений каретки и суппорта.
Работа одновременно двумя рукоятками управления, например, включение шпинделя правой рукояткой, а отключение левой –невозможно.
Если одной из рукояток шпиндель включен –вторая рукоятка никакого действия на работу привода не оказывает, так как, если работает правой рукояткой, реле К2 оказывается отключенным, а при работе левой рукоятки отключается реле К3 . Но, если обе рукоятки находятся в нейтральном положении и реле К2 и К3 включены, то начинать работу можно любой рукояткой управления.
Для останова шпинделя рукоятку управления следует перевести из положения 3 в положение 2 “Шпиндель стоп”.При этом контакты переключателя s9 в цепях 3 и 5 замыкаются и включается реле КЗ, а контакт в цепи 9 размыкается и отключает реле К4 и через него К6 . Контакт К6 в цепи 25 отключает электромагнитную муфту Y1, а в цепи 27 включает электромагнитную муфту Y2 . Шпиндель тормозится и останавливается, но электродвигатель М1 продолжает вращаться в прямом направлении . После останова шпинделя реле К11 отключается и отключает электромагнитную муфту Y2.
При торможении реле К11 включается и отключается с помощью модуля времени АТ . Время торможения шпинделя задается в пределах 2…3 секунды и регулируется потенциометром модуля времени АТ1.
Чтобы включить обратный ход шпинделя “Шпиндель назад “, рукоятку управления следует перевести из положения 2 “Шпиндель стоп “ в положение 1 “Шпиндель назад”. При этом контакты переключателя S9в цепях 3 и 5 размыкаются и реле КЗ отключается, а контакт S9 в цепи 10 замыкается и включает реле К5.
При включении реле контакт К5 в цепи 13 размыкается и отключает магнитный пускатель К7 хода вперед электродвигателя М1 главного привода, контакт К5 в цепи 15 замыкается, включает магнитный пускатель К8 хода назад, и электродвигатель М1 начинает вращаться в обратном направлении .Другой контакт реле К5 в цепи 12 включит реле К6.
Контакт К6 в цепи 25 замыкается, включает электромагнитную муфту Y1, и шпиндель станка начинает вращаться в обратном направлении.
Для останова шпинделя рукоятку управления из положения 1 следует перевести в положение 2 “Шпиндель стоп” . При этом контакты переключателя S9в цепях 3 и 5 замыкается и включается реле КЗ, контакт S9 цепи 10 размыкается и отключается реле К5 . Обесточенное реле К6отключает электромагнитную муфту Y1 и включает электромагнитную муфту Y2 . При отключении реле К5 магнитный пускатель К8 остается включенным и двигатель М1 продолжает вращаться в обратном направлении.
При управлении шпинделем станка правой рукояткой управления команда“Шпиндель вперед“ или “Шпиндель назад“ подается переключателем S8 . При подаче этих команд переключателем S8 реле К2 отключается, а реле К3 остается включенным . В остальном действие электросхемы аналогично действию при управлении шпинделем станка левой рукояткой управления.
Релейноконтакторная схема используемая для управления станком 16Б16П обладает следующими недостатками:
низкая надежность;
большая потребляемая мощность;
большие габариты схемы;
затраты энергии на срабатывание;
при длительном хранении катушки реле стареют.
Используемое напряжение 110 В, для цепи управления не отвечает нынешним требованиям ГОСТа и является опасным для работающих на станке.
Контакты реле и пускателей изнашиваются, в них возникает искрение,что может привести к возникновению пожара.
Тепловые реле используемые для защиты электродвигателей от перегрузки устарели и не могут обеспечить надежную защиту.
Понижающий трансформатор используемый для питания цепей управления и местного освещения уже устарел, нуждается в замене .Он потребляет большую мощность при низком коэффициенте полезного действия.
В связи с указанными недостатками возникает необходимость модернизации станка 16Б16П.
Похожие работы
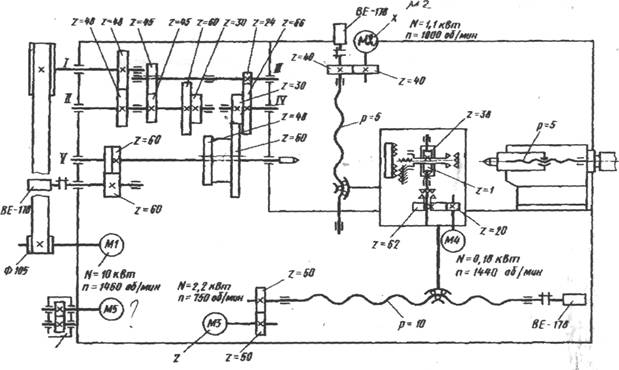
... z = 1 и z =38. Асинхронный электродвигатель М5 приводит во вращение шестеренный насос ВГ-11-11 А, осуществляющий централизованное смазывание станка. Кинематическая схема станка 1.2 Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1 Одним из условий эффективной организации работы любого предприя-тия является наличие отлаженного механизма выполнения ремонтных ...
... темы курсового проекта соответствует задаче технического перевооружения – созданию высокоэффективного энергосберегающего производства. 1. Теоретическая часть 1.1 Краткая характеристика цеха, краткое описание технологического процесса Основным электрооборудованием цеха металлорежущих станков являются группы токарных, шлифовальных и заточных станков. Рассмотрим эти группы: 1. К токарной ...

... описанным, которые используют вышеперечисленные преимущества токарных автоматов, имеют более высокую производительность. 1. Техническое задание Разработать устройство для навивки пружин на токарно-револьверном автомате мод. 1Б124. Устройство должно работать в замкнутом автоматическом цикле. Необходимо выбрать оптимальную скорость вращения шпинделя, отключить неиспользуемые узлы и кинематические ...
... на всех возможных режимах станка. Проверить действие кнопок 1 и 18 «Стоп». 8. График и состав ремонтно-профилактических работ При работе станка с условиями нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, межремонтный цикл (срок службы до капитального ремонта) при двухсменной работе составляет при преимущественной обработке стали не менее 8,5 лет и аналогично ...
0 комментариев