Кинематическая схема механизма
Специальная часть
Выбор источника питания
Выбор контакторов
Расчет токов КЗ, проверка аппаратов защиты на чувствительность
Решение по заземлению электрооборудования механизма
Организация производства
Соединение и оконцевание жил проводов, кабелей сваркой
Техника безопасности при выполнении работ
Расчет амортизационных отчислений
Расчет численности и фонда заработной платы электриков
Расчет численности и фонда заработной платы электриков
Меры безопасности при монтаже
Мероприятия по охране окружающей среды
Навигация
Соединение и оконцевание жил проводов, кабелей сваркой
Электрооборудование сталкивателя
77805
знаков
8
таблиц
6
изображений
3.2 Соединение и оконцевание жил проводов, кабелей сваркой
Газовую сварку проводят в пропано-, ацетилено-, или бензино-кислородном пламени. Подготовку жил, сварку и обработку мест соединений выполняют во многом так же, как и при электросварке. При ацетилено-кислородной сварке выбирают наконечник для горелки, а при бензино-кислородной—мундштук. При пропано-кислородной сварке применяют то же оборудование и приспособления, что и при ацетилено-кислородной сварке. Для пропан-бутана используют специальные баллоны.
В последнее время широко используют для соединения алюминиевых жил пропано-кислородную сварку. Технологическая последовательность выполнения операций такова: сначала ножом или инструментом с концов свариваемых жил снимают изоляцию на длине 30-40 мм. Концы жил зачищают стальной щеткой и скручивают их вместе. Концы скрутки покрывают тонким слоем флюса ВАМИ, предварительно разведя его в воде до пастообразного состояния. Далее открывают вентиль на баллоне с кислородом и регулируют рабочее давление кислорода до 0,15 МПа. На горелке открывают вентиль пропана (на вентиле надпись "ацетилен") и зажигают горелку.
Для выполнения соединений необходимо следующее оборудование и материалы: Набор НСПК-1 механизмы и инструменты необходимые для скругления секторных, комбинированных и однопроволочных жил, пресс - клещи ПК-1М со специальными губками для откусывания литниковой прибыли или рамка ножовочная ручная с ножовочным полотном для металла, плоский напильник с насечкой №2, молоток, плоскогубцы, стальная щетка, кисточка для нанесения флюса.
С концов жил удаляют изоляцию, в зависимости от сечения жилы. С оголенных жил с бумажной изоляцией удаляют маслоканифольный состав ветошью, смоченной бензином или ацетоном. После чего необходимо стянуть конец многопроволочной жилы бандажом из алюминиевой проволоки. При соединении комбинированных и секторных однопроволочных жил необходимо скруглить их по длине снятой изоляции. После чего подбирают вкладыши соответствующие сечению жилы и устанавливают их в охладители.
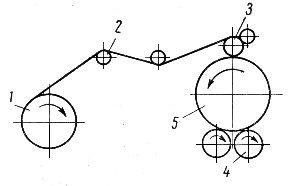
После всего этого надо поставить на концы свариваемых жил 1 (Рисунок 3.2.1) полуформы 2, так, что бы стык жил находился в середине литникового отверстия. Концы жилы и пластину вводят в сварочную форму, таким образом, чтобы стык между ними находился в середине литникового отверстия. Полуформы струбциной 3 прижимают одна к другой и в направляющие вставляют клин. Легким постукиванием молотка по клиньям плотно (без зазоров) плотно прижимают поверхности полуформ одну к другой. На секторные однопроволочные жилы вплотную к торцу формы накладывают уплотнение 2-3 слоя асбестового шнура на длине 6-7 мм.
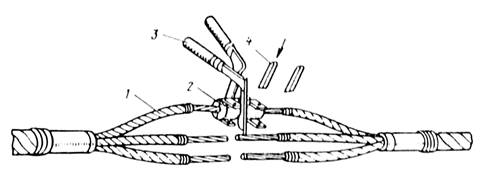
Рисунок 3.2.1. Установка сварочных форм на жилы
После этого на горелке открывают вентиль кислорода и регулируют пропано-кислородное пламя до нормального. Горелка должна равномерно разогревать стенки формы в зоне сварочной ванны, не задерживаясь на одном месте. После нагрева формы до красного цвета вводят покрытую флюсом присадку через литниковое отверстие и расплавляют ее до полного заполнения литника алюминием. Расплав алюминия перемешивают мешалкой и удаляют заодно шлак до полного расплавления проволок алюминия в объеме сварочной ванны.
После закрывают вентиля пропана, а затем гасят горелку, закрывая кислород. Остатки флюса с места сварки удаляют стальной щеткой, соединение протирают чистой ветошью и изолируют скрутки изолирующими колпачками или изоляционной лентой.
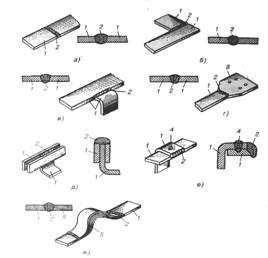
Рисунок 3.2.2. Варианты сварных соединений прямоугольных шин и ответвлений:
а — соединение встык, б—то же, под углом, в — ответвление, г — присоединение к аппарату, д, е—ответвление от шин, расположенных плашмя, ж—температурный компенсатор; 1 — шина, 2 — шов, 3—косынка, 4—заклепка, 5—пакет гибких лент.
После кристаллизации расплавленного металла удаляют литниковую прибыль при помощи клещей ПК-1М и закругляют кромки монолитной цилиндрической части сварного соединения. После чего снимают защитный экран и охладители с кабеля и асбест с изоляции. Напильником запиливают острые края в месте образования литниковой прибыли, после частичного ее удаления клещами ПК-1М, и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
На рисунке 3.2.2 показаны окончательные варианты сварных соединений.
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16-800 мм² встык и приварку наконечников ЛС на жилах сечением 300-800 мм² производят термитными патронами ПА (рисунок3)

Рисунок 3.2.3 Патрон ПА (а) и детали к нему для термитной сварки,
б — алюминиевые колпачки к патрону, в, г — алюминиевые шайбы и втулки: 1—термитный муфель, 2 — литниковое отверстие, 3 — стальной кокиль, 4 — втулка, 5 — отверстие в донышке втулки для контроля глубины вхождения в него жил
Для выполнения сварки необходимы следующие инструменты и материалы: набор НТС-2М, пресс - клещи ПК-1М со специальными губками для откусывания литниковой прибыли или рамка ножовочная ручная с ножовочным полотном для металла, слесарное зубило длинной 125 мм с лезвием шириной 10 мм, отвертку длинной 200 мм с лезвием шириной 9 мм, конопатку с полукруглым лезвием шириной 8 мм, плоский напильник длинной 200 мм с насечкой №2, молоток массой 0,4 – 0,5 кг, плоскогубцы.
Перед выполнением работы необходимо провести заготовительные операции. А именно, подобрать термитные патроны в зависимости от сечения свариваемых жил, покрыть внутреннюю часть кокиля слоем мела, предварительно разведенного до пастообразного состояния. Слой мела высушить до начала сварки. При жировых загрязнениях кокиль протереть тканью смоченной бензином или ацетоном, собрать термитные патроны, для чего ввести кокиль с двумя алюминиевыми колпачками в муфель таким образом, чтобы литниковые отверстия кокиля и муфеля располагались соосно.
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохраняют поверхность жил от непосредственного соприкосновения с кокилем патрона).
Затем устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
Комбинированные и многопроволочные секторные жилы предварительно скругляют плоскогубцами. При соединении секторных однопроволочных жил вместо алюминиевых колпачков применяют секторные втулки. Свободное пространство между колпачком и жилой заполняют отрезками присадки.
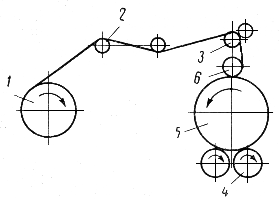
Термический патрон устанавливают на жилу таким образом, что бы стык находился в центре литникового отверстия. Нижние половины охладителей закрепляют на соединительной планке. Под охладитель установленный на жиле кабеля (провода), подкладывают прямоугольную прокладку 6, толщина которой равна половине толщины контактной пластины наконечника, для выравнивания осей кабеля и наконечника. Затем жилу закрепляют в охладителях. Между охладителем и формой (вплотную к охладителю) устанавливают тепловой экран из асбестового картона, выступающий за края охладителя не менее чем на 10 мм. Перед сваркой на боковую поверхность патронов по обе стороны от литникового отверстия накладывают тепловую изоляцию – ленты из асбестового картона шириной 25-30 мм, стянутые бандажами из стали толщиной 1-1,5 мм. В литниковое отверстие термитного патрона вводят присадочный пруток и приступают к сварке.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль при помощи клещей ПК-1М и закругляют кромки монолитной цилиндрической части сварного соединения. Муфель скалывается зубилом при помощи молотка. После чего снимают защитный экран и охладители с кабеля и асбест с изоляции. Напильником запиливают острые края в месте образования литниковой прибыли, после частичного ее удаления клещами ПК-1М, и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок. Процесс термитной сварки показан на рисунке 3.2.4
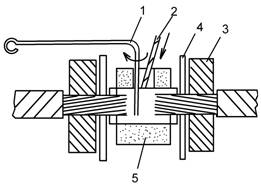
Рисунок 3.2.4.Процесс термитной сварки: 1 - мешалка; 2 - присадочный пруток; 3 - охладители; 4 - асбестовый экран; 5 - термитный патрон.
Похожие работы
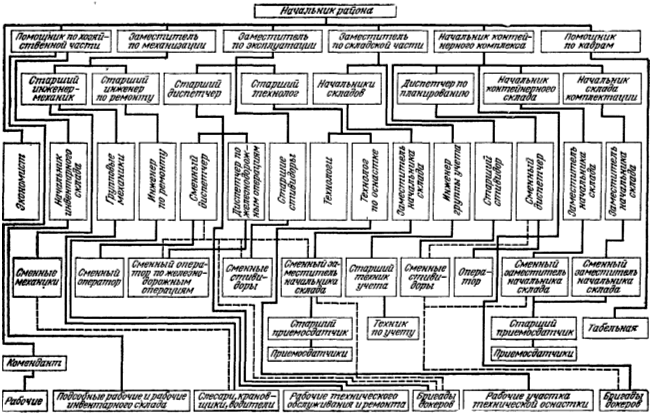

... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... стоим вал проек ст 97600 Санкт-Петербургский Государственный Технологический Университет Растительных Полимеров Кафедра МАСОтчет о преддипломной практике На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона Руководитель Третьяков С. Ю. Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 Санкт-Петербург 2002 ...

... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...

... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев