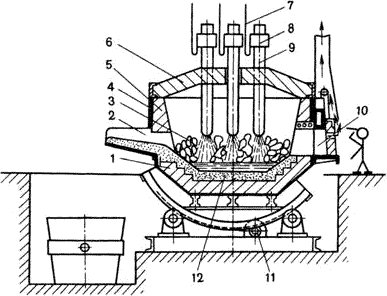
Характеристика нагревательных установок
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
2. Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта.
В то время как сопротивление заготовки диаметром 35 мм, у которой скинн-эффект более резко выражен (отношение R2/δ2 большое), возрастает всего в 2 раза, у заготовки диаметром 12 мм (R2/δ2 меньше) оно возрастает уже в 4,5 раза.
Сопротивления указанных заготовок, вычисленные по формуле (34) с учетом изменения электрического сопротивления и магнитной проницаемости от температуры (μ = 200 при t = 200-760° С и μ = 1 при t = 760° С), несколько больше экспериментальных. Это, провидимому, объясняется тем, что абсолютное значение магнитной проницаемости и характер зависимости ее от температуры взяты отличными от расчетных.


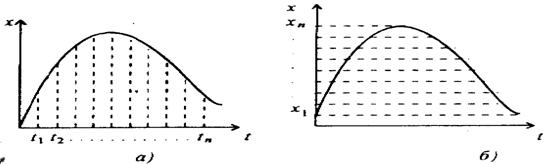
Рисунок 5.6 – График Рисунок 5.7 - График
Следовательно, скинн-эффект при низких температурах существенно сказывается на активном сопротивлении.
Необходимо также считаться и с реактивным сопротивлением детали.
Реактивное сопротивление определяетсяпо формуле, аналогичной формуле (34).
Если графически выразить зависимость реактивного сопротивления от отношения R2/δ2, то получится кривая 2, изображенная на рисунке 5.6.
Модуль общего сопротивления нагреваемой детали определяется по известной формуле: (35)
![]()
При равенстве активного и реактивного сопротивлений полное сопротивление детали равно:
r2 = 1,4r2 = 1,41Х2.
Приведенные выше формулы и графики справедливы для цилиндрических деталей. В общем случае для любого сечения, например для сечения прямоугольной формы, можно воспользоваться формулами, рекомендуемыми проф. Л. Р. Нейманом.
Активное сопротивление детали:
![]() . (36)
. (36)
Реактивное сопротивление:
![]() . (37)
. (37)
Полное сопротивление:
![]() (38)
(38)
где l2 — длина нагреваемой детали в см;
и2 — периметр поперечного сечения детали в см;
μ — магнитная проницаемость материала;
ς2 —удельное электрическое сопротивление в .ом-см;
f — частота тока.
Из всех переменных, входящих в формулы (36)—(38), неизвестной является магнитная проницаемость. Так как она определяется неоднозначно в зависимости от напряжения магнитного поля (тока) и гистерезиса, а последние зависят еще и от температуры, то найти ее весьма затруднительно.
Поэтому для расчета сопротивления заготовок, находящихся в холодном состоянии, следует брать определенное значение магнитной проницаемости для данной стали и считать ее постоянной до температуры 750—780 °С, а свыше этой температуры — равной единице.
Определение напряжения на нагреваемой детали
Напряжение на нагреваемой детали необходимо знать для определения вторичного напряжения силового трансформатора, так как без этого нельзя рассчитать число витков обмоток последнего.
Напряжение, потребное на заготовке для нагрева ее до заданной температуры, определяется по формуле: (39)
![]()
где z2 — определяется по формуле (38);
P2— определяется по формуле (29);
r2 — определяется по формуле (36).
В случае, когда скинн-эффектом можно пренебречь (при температуре нагрева выше точки Кюри для заготовок диаметром до 70 мм), формулу (39) можно выразить через параметры детали и теплоемкость:
![]() . (40)
. (40)
В которой постоянный коэффициент зависит от удельного веса материала нагреваемой детали. Для стали его можно принять равным 6.
Следовательно, напряжение на детали, не зависит от ее поперечного сечения, а зависит только от ее длины (пропорционально длине).
Другим фактором, от которого зависит напряжение на детали, является время нагрева τ.
После определения теплового к. п. д. ήt для выбранного типа нагревательной установки по кривой 2 на рисунке 4.2 и зная среднюю теплоемкость, а также среднее удельное электрическое сопротивление, можно по формуле (40) найти напряжение, потребное для данной заготовки.
Рассчитанное по этим формулам напряжение будет достаточно точным и обеспечивающим требуемый режим электроконтактных установок обособленного нагрева. Для установок других технологически-конструктивных групп, таких как установки для набора металла или установки, в которых совмещается набор металла с высадкой, расчет напряжения на заготовке должен производиться с учетом особенностей нагрева на этих установках.
Расчет тока, потребного для нагрева детали
Для нагрева данной конкретной детали или заготовки с установленной скоростью необходимо пропустить через нее вполне определенный электрический ток.
Потребный ток определяется по формуле: (41)

Так как и2 и z2 известны из формул (40) и (41), то вычислить потребный ток нетрудно.
Для вычисления тока в начальный, конечный периоды нагрева или в любой другой момент времени в формулу (41) необходимо подставить соответствующее этому моменту значение полного сопротивления z2; если влиянием скинн-эффекта можно пренебречь, то активное сопротивление r2 можно вычислить по известной формуле с учетом возможного повышения температуры.
После определения конструктивных размеров элементов силовой цепи и всей.установки рассчитывают по ним более точно значения сопротивления r2 и z2, а по формуле (41) находят величину тока.
Расчет сечения токоподводящих шин
Площадь сечения шин вторичной силовой цепи электроконтактной установки определяется с учетом следующих условий:
1. Длина шины выбирается (насколько это возможно по конструктивным соображениям) минимальной.
2. Толщина шины не должна превышать 30—35 мм, так как увеличение толщины из-за наличия скинн-эффекта вызывает излишний расход материала.
Масса материала оказывает влияние на тепловые характеристики: чем она больше, тем больше требуется тепловой энергии для повышения ее температуры на 1° С. Поэтому при одних и тех же потерях в шинах повышение температуры тем меньше, чем больше масса шины. Но это продолжается только до установления стационарного состояния.
3. Одна из шин в большинстве случаев должна быть гибкой, если она крепится к подвижной зажимной головке. Поэтому такая шина должна набираться из медной полосовой фольги.
4. Так как электрические токи в шинах вторичной цепи нагревательных установок довольно велики, то при обычных допустимых плотностях тока сечения шин будут слишком большие. Поэтому все жесткие шины следует охлаждать водой и предусматривать плотности, которые в 2—2,5 раза больше плотностей, допускаемых для шин с естественным охлаждением воздухом.
5. Для гибких шин, не охлаждаемых водой, при расчете площади поперечного сечения рекомендуется принимать удельную плотность тока 3—2,5 а/мм2.
6. Расчетным током служит ток, определяемый по формуле:
I2P= I2 √kn.в,(42)
где I2 — ток, определяемый по формуле (41), при подстановке в нее средних значений напряжения на заготовке u2 и полного сопротивления последней z2;
kn.в — показатель повторно-кратковременного режима, определяемый как отношение времени нагрева к общему времени цикла работы установки с учетом времени, которое затрачивается на загрузочно-разгрузочные, транспортные, машинные и другие операции и паузы между ними.
Показатель kn.в выраженный в процентах, обычно называется коэффициентом повторного включения.
При проектировании установок большой мощности с малым вторичным напряжением ширина шин Может получиться настолько большой, что по конструктивным условиям гибкую шину вообще нельзя или очень трудно выполнить. В случае, если необходимо иметь гибкую шину, то придется идти на некоторое увеличение ее сечения или на применение воздушного искусственного охлаждения. Жесткие шины охлаждаются водой и используются при применении токов большой плотности.
Необходимо при этом иметь в виду, что увеличения плотности тока в 2—2,5 раза и больше в шинах не следует опасаться, так как потери и к. п. д. в электроконтактных установках определяются в основном сопротивлением переходных контактов и других элементов цепи.
Похожие работы
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев