Характеристика нагревательных установок
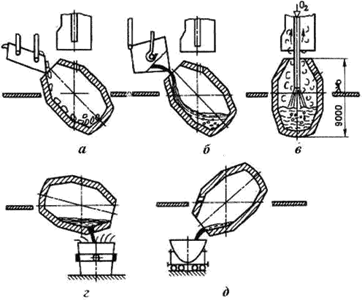
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Определить отношение длины к площади поперечного сечения нагреваемой детали
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
1. Определить отношение длины к площади поперечного сечения нагреваемой детали.
2. По кривой 4 на рисунке 4.2 в соответствии со значениями отношений /2/s2 определить предварительное оптимальное значение к. п. д., по которому найти другие характеристики или технические данные проектируемой установки с учетом того, что используемый в расчетах к. п. д. является оптимальным (если конкретный тип установки не выбран, а речь идет вообще о контактном нагреве).
3. Определить эксплуатационный к. п. д. в соответствии с расчетным отношением /2/s2 в случае, если выбран конкретный тип одно- или двухзональной установок, конструкция которых
аналогична разработанным в НЙИТракторосельхозмаше, и если геометрические размеры нагреваемых зон соответствуют размерам, приведенным на рисунке 5.2. Эти значения к. п. д. следует рассматривать как минимальные, так как они соответствуют эксплуатационным данным одно- и двухзональных нагревательных установок.
4. Для установок других типов расчет к. п. д. производится по данным, соответствующим конкретной технологически-конструктивной группе установок. При отсутствии последних можно воспользоваться кривыми на рисунках 4.2 или 5.2.
Если ни один из перечисленных вариантов определения к. п. д. не может быть использован и требуется произвести подробные расчеты к. п.д. цепи установки и тепловой к. п. д., то следует воспользоваться формулами и рекомендациями, изложенными применительно к данным конкретным условиям.

Рисунок 5.2 - График
Однако следует иметь в виду, что для таких расчетов необходимо иметь конструктивные размеры всех элементов силовой цепи установки, а следовательно, почти полностью спроектированную установку. Для ориентировочных расчетов или оценки тех или иных характеристик или показателей, необходимых при проектировании, следует воспользоваться предварительными расчетно-эмпирическими кривыми (рисунок 4.2) и экспериментальными кривыми для соответствующей группы установок.
Определение коэффициента мощности
Следующим после к. п. д. техническим показателем электроконтактной установки является коэффициент мощности, который определяется в такой последовательности:
1. Находят отношение длины к сечению заготовки или заготовок (если в техническом задании речь идет о нескольких типоразмерах, нагреваемых на данной установке).
В соответствии с этим отношением по кривой рисунка 4.5 определяют коэффициент мощности, который следует считать оптимальным независимо от типа электроконтактной установки.
В том случае, когда выбран тип одно- или двухзональной установок обособленного нагрева, значения коэффициента мощности следует определять по кривым на рисунке 5.3, показывающим зависимость коэффициента мощности указанных электроконтактных установок НИИ Тракторосельхозмаша от отношения /2/s2 для различных типоразмеров заготовок. При этом значения коэффициента являются минимальными и наиболее правильными.

Рисунок 5.3 - Зависимость коэффициента мощности cos f1 электроконтактных установок обособленного нагрева от отношения /2/s2.
1 — для двухпозиционной установки при поочередном _нагреве заготовок d = 70 мм; 2 — то же при одновременном нагреве заготовок d= 60 мм 3 — для однозональной однопозиционной установки ЭУ-150, U = 180-360 мм; 4 — для двухпозиционной установки при поочередном нагреве заготовок длиной l2 = 850 мм; 5 — то же при одновременном нагреве заготовок длиной l2 = 850 мм', 6 — для однопозиционной двухзональной установки ЭУ-150 при нагреве заготовки с общей длиной нагреваемых зон l2 = 550-=-750 мм.
4. Для других типов установок коэффициент мощности следует брать по данным, соответствующим конкретной технологически- конструктивной группе.
5. После определения действительных конструктивных размеров элементов силовой цепи и конструкции установки можно произвести теоретический расчет коэффициента мощности по формуле (24), подставив в нее соответствующие значения общих со противлений установки, приведенных к сопротивлению первичной обмотки силового трансформатора. К теоретическому расчету следует прибегать только в том случае, если нельзя воспользоваться экспериментальными или эксплуатационными данными, приведенными выше. Такой расчет будет сугубо ориентировочным из-за целого ряда допущений, к которым при этом приходиться прибегать.
Расчет мощности нагревательной установки
После определения к. п. д. и коэффициента мощности можно перейти к расчету мощности нагревательной установки. При этом различают:
а)активную и реактивную мощности, потребляемые из сети нагревательной установкой;
б)активную и реактивную мощности, подводимые к нагреваемой детали.
Активная мощность определяется по формуле: (29)
![]() .
.
Полная мощность, подводимая к нагреваемой детали, определяется по формуле: (30)
![]()
Где cos f2 коэффициент мощности нажимных контактах нагреваемой детали,
Определяемый по формуле: (31)
![]()
где r2 — активное сопротивление заготовки переменному току; z2 — полное сопротивление заготовки.
Поскольку активное сопротивление заготовки зависит от температуры, то и мощность изменяется в процессе нагрева.
Если в формулы (29), (30) и (31) подставить средние значения всех факторов, изменяющихся в процессе нагрева от температуры, то значения мощностей также будут средними.
Активная мощность, потребляемая из сети нагревательной установкой, определяется по формуле:
Pa=( CG2 (t2-t1))/ή0τ квт (32)
где ή0 — общий к. п.д.
Полная мощность', потребляемая из сети, определяется по формуле:
 (33)
(33)
Значения к. п. д. и коэффициента мощности определяются по указанной выше методике.
Из сопоставления формул (30)—(33) видно, что активная и реактивная полные мощности, подводимые к заготовке, могут отличаться от таких же мощностей, потребляемых из сети, в зависимости от значения- теплового и общего к. п. д. и значения коэффициентов мощности нагрузки и установки. Разница в потребляемой мощности видна из кривых на рисунках 5.4 и 5.5; из фигур также видна зависимость коэффициентов мощности нагрузки и установки от диаметра детали и отношения длины к диаметру.
Следует иметь в виду, что определяемые по указанным формулам мощности являются средними за период нагрева.
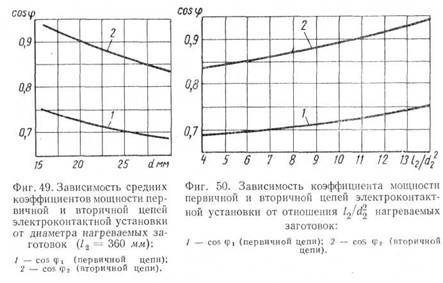
Рисунок 5.4 – График Рисунок 5.5 - График
Для каждого данного момента времени они будут различны и соответствовать значениям сопротивлений заготовок и токов в них при температуре, относящейся к этому моменту времени. При проектировании целесообразно производить расчет мощности для начала и конца нагрева с тем, чтобы оценить, насколько значительны колебания мощности в процессе нагрева, а для этого необходимо знать сопротивления заготовки и всей цепи, а также температуру детали для соответствующего момента времени.
Расчет сопротивления нагреваемой детали
Активное и реактивное сопротивления' детали являются одними из основных и определяющих электротехнических характеристик (тока, напряжения, мощности и др.) режима нагрева и технических показателей электроконтактной нагревательной установки.
Определение электрического сопротивления деталей при электроконтактном нагреве осложняется наличием скинн-эффекта и зависимостью удельного сопротивления и магнитной проницаемости материалов от температуры.
Сопротивление детали переменному току находится в более сложной зависимости от геометрических параметров детали и магнитных свойств. Это объясняется своеобразной зависимостью магнитной проницаемости от температуры.
Активное сопротивление цилиндрической заготовки переменному току можно определить по формуле:
r2/r0 =0.5ε0 (j0 (ε0)/j1(ε)) (34)
| где r2 — активное сопротивление детали переменному току; r 0 — то же постоянному току; |
![]()
Здесь μ — магнитная проницаемость материала; μ0 = 4π-10-9 гн/см;
R2 — радиус цилиндрической заготовки в см;
ς2 — удельное электрическое сопротивление в ом-см;
j0 — функция Бесселя первого рода нулевого' порядка;
j1 — функция Бесселя первого рода первого порядка.
Зависимость активного сопротивления от отношения радиуса детали к глубине проникновения R2/δ2 приведена на рисунке 5.6 (кривая 1)
Из рисунка 5.6 видно, что для R2/δ2 от 0 до 1 активное сопротивление детали переменному току не отличается от сопротивления постоянному току, а для R2/δ2 >1 оно отличается от последнего тем больше, чем больше значение R2/δ2.
На рисунке 5.6 приведены экспериментальные и расчетные кривые активных сопротивлений заготовок диаметром 12 и 35 мм в функции температуры по отношению к сопротивлению при 20° С.
Из рассмотрения кривых можно сделать следующие выводы:
1. С возрастанием температуры от 20 до 1000° С активное сопротивление заготовок диаметром 12 и 35 мм возрастает соответственно примерно в 2 и 4,5 раза, в то время как сопротивление их постоянному току в том же интервале температур возрастает в 9—10 раз. Это свидетельствует о существенном влиянии скинн-эффекта на сопротивление детали, находящейся при температуре ниже точки Кюри.
Похожие работы
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев