º
Фазовые и структурные превращения при плазменном нагреве металлов
Способы плазменного поверхностного упрочнения
Плазменное легирование поверхностных слоев металла
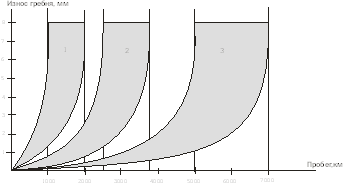
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Свойства сталей после плазменного упрочнения
Плазменная закалка
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Навигация
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Плазменное поверхностное упрочнение металлов
146065
знаков
37
таблиц
47
изображений
1. объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
3. плазменная закалка без оплавления /40Х/; 4. плазменная нитроцементация/45/.
С увеличением удельной нагрузки от 0 до 8-10 кгс\см2 величина износа постепенно возрастает. Дальнейшее увеличение нагрузки приводит к резкому увеличению износа. Оптимальная величина нагрузки на образцах при дальнейших испытаниях принималась 6,5 кгс\см2 . Скорость скольжения в исследованном диапазоне не оказывает заметного влияния на износ упрочненных образцов.
При ударно-абразивных испытаниях наблюдается прямо-пропорциональная зависимость между количеством ударов ж износом. Энергия удара является определяющим фактором при ударно-абразивном изнашивании. При энергии удара порядка 26-23 Дж прямо пропорциональная зависимость нарушается, что связано по всей видимости, с изменением структуры абразивных частиц (дробление) и свойств поверхностного микрослоя упрочненных образцов. Дробление абразивных частиц резко снижает величину их внедрения в поверхность, что уменьшает величину износа. Оптимальная величина энергии удара при дальнейших испытаниях с целью сохранения прямо-пропорциональной зависимости (энергия удара - износ) была принята 22 Дж.
Проведенные исследования показали, что при прямо-пропорциональной зависимости между относительной износостойкостью (ε) и микротвердостью при абразивном изнашивании не наблюдается. Видно только закономерность повышения износостойкости при увеличении твердости как при трении об абразив, так и приударе. Это указывает на то, что твердость не является определяющим фактором при абразивном изнашивании (особенно при ударно-абразивном износе), рис. 2.60.
При ударно-абразивном изнашивании определяющее значение приобретает энергетический показатель свойств металла, связанный с его сопротивлением динамическому воздействию абразива. Возрастание силового показателя свойств металла (твердости) не свидетельствует о повышении износостойкости, если при этом не будет возрастать энергетический показатель (вязкость разрушения).

Рис. 2.60. Влияние количества/а/ и энергии удара/б/
на износ материалов при ударно-абразивном износе
1. объемная закалка /сталь 45/
2. плазменная закалка /45/
3. плазменная закалка с оплавлением /45/
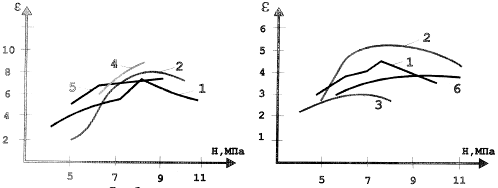
Рис. 2.61. Зависимость относительной износостойкости
сталей при трении /а/ и при ударе об
абразивную поверхность ото их микротвердости
1. сталь 20 /плазменная нитроцементация/
2. сталь 20 /плазменное борирование/
3. сталь 45 /плазменная закалка/
4. сталь 65Г /плазменная закалка/
5. З0ХГСА /плазменнам закалка/
6. У8 /плазменная закалка/.
Только сочетание этих показателей силового и энергетического (прочности и вязкости) способно увеличить стойкость против ударно-абразивного изнашивания. Такого сочетания возможно добиться при использовании комплексных технологий плазменного упрочнения.
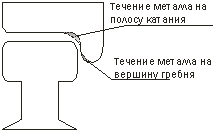
Изучение изношенных поверхностей показало, что при трении об абразив доминирующим процессом является микрорезание. Причем, с увеличением твердости поверхностного слоя наблюдается интенсивное выкрашивание микрообъемов слоя. Снижение пластичности слоя увеличивает сопротивляемость изнашиванию, что приводит к хрупкому выкрашиванию. При ударно-абразивном изнашивании наблюдается прямое внедрение абразивной частицы в упрочненный слой с образованием лунки. При многократном попадании частицы в лунку происходит разрушение ее контурных перемычек по схеме расклинивания.
Для противодействия воздействию абразивной среды, упрочненный слой металла должны иметь твердую составляющую (карбиды, бориды, нитриды, карбобориды, карбонитриды). Твердые частицы карбидов и других соединений должны прочно удерживаться матрицей основного сплава. К матрице предъявляются следующие требования: она должна хорошо удерживать твердые частицы и противодействовать воздействию абразива. Этим требованиям удовлетворяет мартенситная матрица. Свойства мартенситной матрицы зависят от содержания в ней углерода [63]. Низкоуглеродистый мартенсит имеет низкую износостойкость и высокую вязкость, по сравнению с высокоуглеродистым мартенситом, что позволяет лучше удерживать включения твердых частиц, рис. 2.62.

Рис. 2.62. Влияние способа плазменного упрочнения
на износ стали 45 при абразивном изнашивании
1. плазменная закалка
2. плазменная цементация
3. плазменная нитроцементация
4. плазменное борирование
С увеличением содержания углерода в мартенсите (0,4-0,9 %) износостойкость при трении по абразиву будет увеличиваться. При ударно-абразивном изнашивании повышение износостойкости происходит до определенного содержания углерода в мартенсите (0,5-0,7 %), после чего наблюдается снижение.
Значительный интерес представляет оценка износостойкости сталей после плазменного упрочнения при других схемах взаимодействия с абразивом, а также от вида частиц и их твердости, рис. 2.63.
Видно, что схема взаимодействия и вид абразива оказывают заметное влияние на износостойкость упрочненных образцов. Согласно(63) твердость абразивных частиц значительно превышает твердость металла, то износ не зависит от разности твердости. При твердости металлической поверхности превыщающей 60 % твердость абразива, износостойкость резко возрастает. Для противодействия основным видам абразивных частиц необходимо осуществлять легирование поверхности трения. Чем выше твердость карбидов, тем силънее они противодействуют внедрению абразивных частиц в поверхность. Твердость основных карбидов, боридов, нитридов приведена в таблице 2.22., откуда видно, что их твердость во много раз превышает твердость абразивов. Особенно эффективными являются карбиды, легированные вольфрамом, титаном, бором, ванадием, а также нитриды.
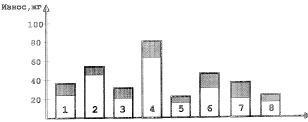
Рис. 2.63. Износостойкость стали 45
после плазменной закалки без оплавления
и с оплавлением при различных схемах абразивного изнашивания
1. трение об закрепленный абразив
2. удар по закрепленному абразиву
3. трение в мелкодисперсной массе
4. трение в крупнодисперсной массе
5. изнашивание в зазоре пары трения
6,7,8. трение в потоке жидкости (угол атаки 90ºС, 60ºС, 15ºС)

Рис. 2.64. Износостойкость стали 40Х13
после плазменной закалки при абразивном изнашивании
в зависимости от вида абразива
1. речной песок
2. крупнокусковой уголь
3. окатыши
4. мраморная крошка
5. гранитная крошка
6. кварцевый песок
7. электрокорунд
Табл. 2.22.
Твердость различных соединений карбидов, боридов и т.д.
| Соединение Твердость, МПа | Fe2C | Cr2C2 | WC | Cr7C3 | W2C | |
| 10500 | 12500 | 17500 | 18000 | 30000 | ||
| Соединение Твердость, МПа | VC | Mo2C | TiC | Z2C | NbC | CrB2 |
| 21000 | 16000 | 32000 | 28000 | 20500 | 18000 | |
| Соединение Твердость, МПа | W2B5 | VB2 | Zr2B2 | NbB2 | TiB2 | |
| 26000 | 20800 | 22500 | 25900 | 33700 | ||
| Соединение Твердость, МПа | B4C | TiN | Fe2B | FeB | Fe3B | |
| 50000 | 26000 | 16800 | 20100 | 30000 | ||
Использование карбида, титана (ТiС) при плазменной цементации стали 30 позволяет получить поверхностный слой высокой твердости (20000-23000 МПа), что увеличивает износостойкость при абразивном изнашивании в 2-3 раза, по сравнению с простой цементацией.
Комплексное легирование карбидами W и Тi повышает износостойкость упрочненного металла (сталь 45) при ударно-абразивном изнашивании, по сравнению с плазменной закалкой в 1,5-2 раза.
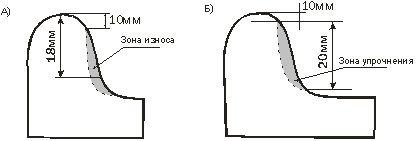
При абразивном изнашивании величина износа может достигать 2-15 мм, что в некоторых случаях делает не эффективным использование поверхностного упрочнения изделия. Поэтому на изделиях, испытывающих сильный абразивный износ, необходимо использовать комплексные технологий упрочнения, описанные выше. Проведенные исследования показали, что минимальная глубина упрочненного слоя металла удовлетворительно работающего при ударно-абразивном изнашивании составляет 2 мм. Уменьшение глубины упрочненного слоя металла вызывает интенсивный износ и выкрашивание: при ударно- абразивном изнашивании.
Повышение стойкости против ударно-абразивного изнашивания в случае применения комплексных технологий обусловлено строением упрочненного слоя, сочетающего в себе высокую прочность и вязкость.
Приведенные результаты исследований показывают, что плазменное поверхностное упрочнение является эффективным способом увеличения износостойкости деталей машин и инструмента, испытывающих различные виды износа.
Похожие работы
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
... Триботехника,-М.: Машиностроение, 1985. Лахтин Ю.М. и др. Материаловедение: Учебник для ВУЗов, 3е издание. М.: машиностроение 1990. Плазменное поверхностное упрочнение / Лещинский Л.К. и др.- К.: Техника, 1990. Повышение несущей способности деталей машин алмазным выглаживанием / Яценко В.К. и др.- М.: Машиностроение,1985. Упрочнение поверхностей деталей комбинированными способами / А.Г. Бойцов и ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

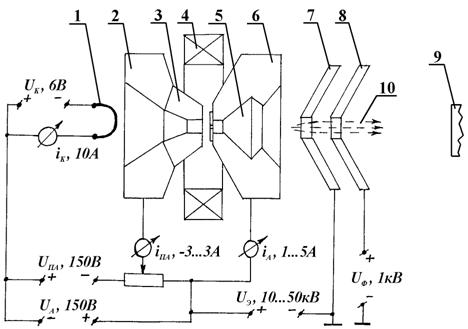
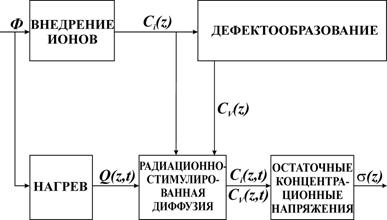
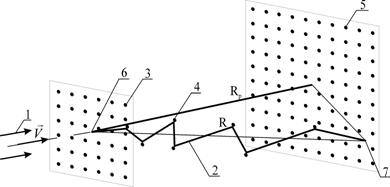
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев