º
Фазовые и структурные превращения при плазменном нагреве металлов
Способы плазменного поверхностного упрочнения
Плазменное легирование поверхностных слоев металла
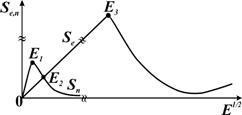
Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Свойства сталей после плазменного упрочнения
Плазменная закалка
Объемная закалка /сталь 45/; 2. плазменная закалка без оплавления/45/;
Навигация
Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Плазменное поверхностное упрочнение металлов
146065
знаков
37
таблиц
47
изображений
2.3.2. Плазменное упрочнение в сочетании с другими способами воздействия на металлы
Плазменное упрочнение в сочетании с другими способами: такими как объемная закалка, закалка ТВЧ, лазерная закалка, ультразвуковая обработка, термодеформационное упрочнение, наплавка, напыление и др. позволяют повысить механические свойства упрочненных деталей. В работе [9] показаны различные варианты комплексного упрочнения. Исследованы структура, твердость, трещиностойкость и характер разрушения сталей ЗОХ1ГСА, 45, 9ХФ, 150ХНМ при различных сочетаниях объемной и плазменной термической обработки (плазменная закалка + отпуск, объемная закалка +пламенная закалка + отпуск). Использование комплексного упрочнения позволяет повысить трещиностойкость, микротвердость и износостойкость, по сравнению с простой плазменной закалкой в 1,5-2 раза. Плазменное упрочнению в сочетании с предварительной закалкой ТВЧ позволяет повысить трещиностойкость, ударную вязкость, пластичность в 1,3-2 раза, при сохранении твердости и износостойкости поверхности на высоком уровне [9]. Комплексная технология плазменного упрочнения включает в себя:
-закалка ТВЧ + плазменное упрочнение;
-закалка ТВЧ + отпуск + плазменное упрочнение
(температура отпуска 290, 300, 400 ° С).
Упрочненная таким способом деталь имеет композиционный рабочий слой [9] с высокой износостойкостью и трещиностойкостыю, и относительно, мягкую
пластичную сердцевину, рис. 2.49. Природа образования внутреннего отпущенного слоя аналогична случаю плазменного упрочнения предварительно закаленных сталей.
Рис. 2.49. Схема расположения упрочненных
слоев при плазменном упрочнении после закалки ТВЧ
1- слой плазменного (воздействия
2- отпущенный слой
3- слой закалки ТВЧ.
Более сложный композиционный рабочий слой образуется после комбинации:
- объемная закалка + плазменная закалка + лазерная закалка + отпуск
(температура отпуска 200° С);
- закалка ТВЧ + отпуск + плазменная закалка + лазерная закалка + отпуск
(температура отпуска 200° С);
- закалка ТВЧ +отпуск + плазменная закалка+ лазерная закалка
(температура отпуска 200° С).
Каждый из способов в отдельности обеспечивает определенную глубину упрочненного слоя и степень дисперсности мартенсита в нем
ZТВЧ› ZП.З. › ZЛ.З. , dТВЧ › dП.З. › dЛ.З.
где Z - глубина упрочненного слоя после закалки ТВЧ, плазменный и лазерный соответственно;
d - размер зерна после закалки ТВЧ, плазменной и лазерной соответственно.
Использование этих способов в определенной комбинации позволяет повысить микротвердость рабочей поверхности и трещиностойкость. Повышение трещиностойкости обусловлено увеличением степени дисперсности мартенсита, т.к. критическое напряжение хрупкому разрушению обратно пропорционально размеру
зерна. Кроме того, образование нескольких слоев в упрочненном слое, после комплексной обработки, (с различными структурными составляющими) изменяет микромеханизм разрушения, рис. 2.48. Трещины, распространяющиеся от поверхности в глубь упрочненного слоя, при переходе из твердого и хрупкого слоя лазерной закалки тормозятся в мягком и пластинчатом слое отпуска.
Рис. 2.49. Схема расположения упрочненных слоев
и распространения микротвердости по глубине после комплексной обработки
1,З,5 - слой лазерной, плазменной и ТВЧ закалки,
2,4,6 -отпущенные слои,
7 - основной металл
Несмотря на усложнение технологии упрочнения, комплексная обработка позволяет регулировать эксплуатационные характеристики в достаточно широких пределах, что позволяет добиться благоприятного соотношения параметров прочности, пластичности и трещиностойкости.
Более высокий комплекс механических свойств металлов и сплавов достигается совмещением различных средств воздействия на структуру (например, термическое и деформационное воздействие).
Аустенит, образующийся при плазменном нагреве, обладают более развитой субструктурой. Дальнейшее деформирование такого аустенита при высокой температуре приведет к значительным изменениям в субструктуре после закалки, Кроме того, микронеоднородность аустенита, образующегося при плазменном нагреве (вследствие частичной гомогенизации), при его дальнейшем деформировании приводит к образованию мелкой текстуры неоднородностей, что усложняет морфологию мартенсита после закалки.
Для оценки влияния предварительной деформации на степень измельчения зерна аустенита после плазменного упрочнения, была выбрана сталь 45. Образцы готовили волочением заготовок одинаковой исходной структуры и разных размеров, с целью получения требуемых деформаций от 0 до 90 %. Параллельно исследовались образцы после плазменного упрочнения без деформации.
В результате проведенных исследований построенные пространственные диаграммы, учитывающие влияние скорости нагрева, степени деформации на размер аустенитного зерна, рис.2.50
Рис. 2.50. Зависимость величины зерна аустенита в
стали 45 от степени предварительной пластической
деформации скорости нагрева при
плазменном упрочнении
Из диаграммы видно, что по мере увеличения скорости нагрева и степени деформации, процесс измельчения зерна стабилизируется. Наиболее сильное измельчение зерна происходит в интервале скоростей нагрева 10-10, при степени деформации от 10 до 60%.
Эффект измельчения зерна при такой комплексной обработке заключается в том, что вследствие предварительной пластической деформации структура аустенита становится более однородной, в связи с уменьшением количества аномально больших зерен и их предварительного размера. По мере увеличения скорости нагрева, степень деформации оказывает сильное влияние на размеры зерна. Чем дисперснее структура к началу
α→γ -превращения, тем более мелкозернистым получается аустенит.
При распаде такого аустенита получается высокодисперсный мартенсит, отличающийся более высокими механическими свойствами.
Проведенные исследования показали, что с увеличением степени деформирования и скорости нагрева в упрочненном слое возрастает плотность дефектов кристаллической структуры. Кроме того, эффект измельчения зерна аустенита наиболее сильно проявляется при обработке сталей с грубодисперсной структурой (в закаленных сталях эффект измельчения проявляется незначительно.
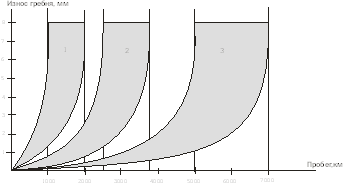
На рис. 2.51. Приведены данные о влиянии предварительного деформирования
стлали 45 на микротвердость упрочненного слоя после плазменной закалки. Повышение микротвердости связано с наследованием аустенитом дислокационной структуры деформирования α - фазы. Электронно-микроскопичесикй анализ показал, что в упрочненном слое размеры игл мартенсита сильно уменьшены, по сравнению с простой плазменной закалкой. С увеличением степени деформации величина относительного измельчения возрастает.
Рис. 2.51. Влияние предварительной пластической деформации
на миктотвердость упрочненного слоя на стали 45 (плазменное упрочнение без оплавления) 1- 20% деформации; 2- 50% деформации; 3- 85% деформации
Многообразие возможных вариантов комбинированного воздействия (термического и деформационного) на структуру, позволяет формировать в широких пределах окончательные свойства детали. При разработке технологических вариантов основные параметры (температура нагрева, скорость нагрева, степень де формации) должны выбираться из расчета достижения максимального эффекта измельчения зерна аустенита. Усложнение технологии упрочнения компенсируется высоким механическими свойствами обработанных деталей. На практике возможно осуществить следующие варианты:
- холодная пластическая деформация + отжиг + плазменная закалка + отпуск:
- плазменная закалка + деформация (в интервале температур Аr3 и Аr1) +отпуск,
- плазменная закалка + отпуск + деформация;
- объемная обработка + отпуск + холодная пластическая деформация + отжиг + плазменное упрочнение.
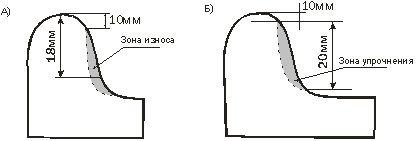
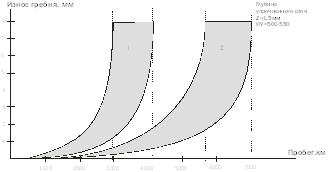
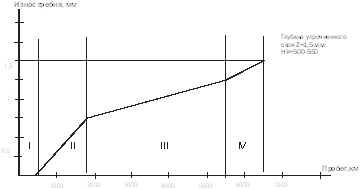
Эффективность применения плазменного поверхностного упрочнения с целью повышения износостойкости изделий во многом зависит от соотношения глубины упрочненной зоны Z к допустимой величине износа h. Для большинства изделий глубина упрочнения во много раз меньше, чем износ. Поэтому плазменное поверхностное упрочнение целесообразно использовать в комплексе с операцией наплавки. Применение комплексной технологии упрочнения ( наплавка + плазменное упрочнение) позволяет в очень больших пределах регулировать не только глубину, но и структуру наплавленного металла. Основные подходы к выбору наплавленного металла сформулированы в работе [9].
Первый подход состоит в использовании низко- или среднеуглеродистых низколегированных сталей (применяемых для восстановления геометрических размеров детали) типа 18ХГС, З0ХГСА и т.д.
Второй подход - использование низко- или среднеуглеродистых среднелегированных сталей мартенситного или мартенситно-карбидного класса типа 10Х5МТ, ЗОХ2М2ЕФ и т.д.
Выбор этих сталей определяется экономным легированием, обеспечивающим износостойкость при нормальной и повышенной температуре, теплостойкость, ударную вязкость и т.д. [9].
Металл, наплавленный проволокой Св-З0ХГСА под флюсами АН-60, АН-348А, ОСЦ45, АН-26 и др. в исходном состоянии имеет невысокую микротвердость – 1950-2800 Мпа. Последующая операция упрочнения повышает значение микротвердости до 5000-7100 МПа, Наплавка стали 3 проволокой Св-08Г2С,
Св-10ГА, Св- 18ХГСА, Св-18ХМА в среде углекислого газа не позволяет получить высокую твердость наплавленного слоя. Последующая операция плазменного упрочнения увеличивает микротвердость до 5000-8000 МПа. При наплавке порошковой проволокой ПП-АН-124, наплавленный металл имеет микротвердость порядка 6000-7500 МПа, после плазменного упрочнения микротвердость наплавленного металла возрастает до 7700-8900 Мпа.
Использование плазменного поверхностного легирования (азот, углерод, бор и т.д.) позволяет повысить микротвердость наплавленного слоя в 2-5 раза, по сравнению с исходным состоянием. Так, сталь 20, наплавленной проволоки Св-08А под флюсом
АН-60 после плазменной нитроцементации из газовой фазы имеет микротвердость 7000-9000 МПа.
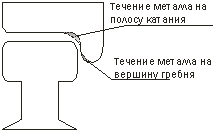
Часто, на практике, при восстановлении геометрических размеров изделий требуется, чтобы наплавленный металл механически хорошо обрабатывался и в то же время имел высокую износостойкость. Например, при наплавке колесных пар железнодорожного транспорта используется проволока Св-08А, Св-08ХМ, Св-10Г2,
Св-18ХГСА и флюсы АН-60, АНЦ-1, АН-348 А, АНК-18, смеси этих флюсовэ а также смеси флюса АНК-18 с кварцевым песком. В зависимости от режимов наплавки и материалов, содержание химических элементов в наплавленном металле изменяется в очень широких пределах: С 0,04-0,7 %, Si 0,1-0,5 %, Мn 0,7-1,6 %, Сr 0,07-2,8 %. Это позволяет получать в наплавленном слое различные структурные составляющие (феррит - перлит - сорбит - тростит - бейнит - мартенсит) с различной твердостью от 190 до 600 НВ.
Оптимальная твердость наплавленного металла, обеспечивающая хорошую обрабатываемость и незначительное повышение износостойкости в процессе эксплуатации, находится в пределах НВ 240-280. Дальнейшее повышение твердости можно обеспечить при помощи плазменного упрочнения на глубину 3-4 мм с твердостью закаленного слоя HRС 45-62 в зависимости от условий эксплуатации.
Выбирая состав наплавленного металла для последующего плазменного упрочнения, необходимо учитывать условия эксплуатации изделия. Повышение содержания углерода до 0,4-1 % приводит к росту твердости и износостойкости, однако трещиностойкость наплавленного и упрочненного металла резко падает, Повысить трещиностойкость удается, наплавляя на изделие материалы, подвергающиеся закалке имеющие вязкость разрушения большую, чем материалы изделия (30ХГСА, 15Х3МФ, 25Х5ФМС и др.). [9]
По мнению [9], применение технологии наплавки к упрочнения позволяет чередовать прочные и мягкие слои, что создает возможность затормозить распространение трещины в результате изменения напряженно- деформированного состояния в ее вершине. Остановка трещины по механизму образования микрорасслоения на границе слоев с различными физико-химическими свойствами происходит из-за разного увеличения радиуса ее вершины [9].
Таким образом, использование при восстановлении изделий комплексной технологии наплавки и плазменного упрочнения позволяет повысить износостойкость и трещиностойкость восстановленных деталей машин и инструментов. Плазменное поверхностное упрочнение позволяет повысить эксплуатационные свойства напыленных покрытий (прочность сцепления, микротвердость, износостойкость) [9]. При напылении, покрытие и основной металл практически всегда являются разнородными по составу и свойствам. Высокий градиент свойств на границе покрытие - основной металл существенно снижает прочность сцепления. После плазменного упрочнения (без оплавления) покрытия, его микроструктура становится мелкодисперсной с равномерно распределенными карбидами легирующих элементов. На границе покрытие - основной металл происходит выравнивание свойств. Устраняется характерный для такого типа соединений скачок миквотвердости, способствующий отслоению покрытий.
Проведенные эксперименты с металлизационными покрытиями (30ХГСА,65Г) показали, что после плазменного упрочнения без оплавления покрытия, прочность сцепления (штифтовая проба) напыленного слоя с подложкой повысилась на 15-30%.При использовании комплексной технологии (металлизация + плазменное упрочнение + холодное прессование) удается значительно повысить прочность сцепления (на 30-50 %) напыленного слоя с основным металлом. Покрытие приобретает однородную мелкодисперсную структуру без пор и пустот. Износостойкость таких покрытий повысилась в 1,5-2 раза, что показывает перспективность использования плазменного упрочнения при обработке напыленных покрытий.
Похожие работы
... закалку непосредственно под электровозом или вагоном (без выкатки колесных пар) [1-3]. За восемь лет работы на ВСЖД открыты 12 участков плазменного упрочнения гребней колесных пар и обработано более 35 500 колесных пар. В течение этих лет проводились исследования триботехнических свойств упрочненных колесных пар на фиксированном участке ВСЖД, а именно на горном участке Иркутск-Слюдянка. Выбор ...
... Триботехника,-М.: Машиностроение, 1985. Лахтин Ю.М. и др. Материаловедение: Учебник для ВУЗов, 3е издание. М.: машиностроение 1990. Плазменное поверхностное упрочнение / Лещинский Л.К. и др.- К.: Техника, 1990. Повышение несущей способности деталей машин алмазным выглаживанием / Яценко В.К. и др.- М.: Машиностроение,1985. Упрочнение поверхностей деталей комбинированными способами / А.Г. Бойцов и ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...

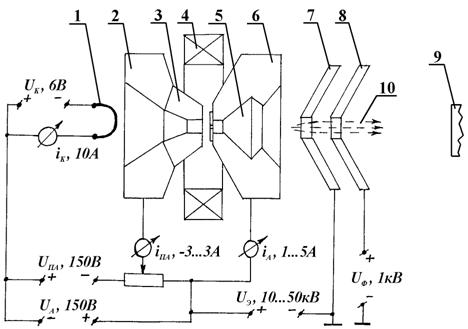
... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
0 комментариев