Исходные данные
Холодная сварка чугуна
Заделка эпоксидной пастой
Определение последовательности выполнения операций, подбор оборудования и инструментов
Расчет припусков на механическую обработку
Выбор оборудования, режущего и измерительного инструмента
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ОХРАНА ТРУДА, ПОЖАРНАЯ БЕЗОПАСНОСТЬ, ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Производственная санитария
Противопожарная безопасность
Навигация
Холодная сварка чугуна
Проект сварочно-наплавочного участка с разработкой технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130
43839
знаков
5
таблиц
0
изображений
3. Холодная сварка чугуна.
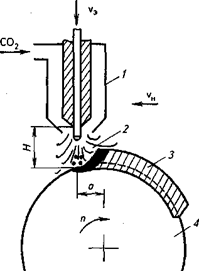
При холодной сварке чугуна деталь не нагревают (возможен подогрев не выше 400С для снятия напряжения и предупреждения возникновения сварочных напряжений). Сварочная ванна имеет небольшой объем металла и быстро твердеет. Способ получил более широкое применение по сравнению с горячей сваркой из-за простоты выполнения.
В зоне сварного шва происходят отбеливание и закалка с одновременным ростом внутренних напряжений, которые могут привести к образованию трещин. Высота сварочного шва определяется значением (ht + h2), не одинакова для электродов с разными покрытиями и находится в пределах 4-7 мм.
Холодная сварка применяется для устранения трещин и заварки пробоин в тонкостенных корпусных и крупногабаритных чугунных деталях, которые требуют последующей механической обработки и эксплуатируются под нагрузкой при тепловом воздействии.
Заварка трещин в тонких (до 10 мм) ненагруженных стенках осуществляется без разделки кромок. Процесс заварки в этом случае проводят в следующем порядке:
поверхность детали очищают на расстоянии 25 мм от краев трещины;
концы трещины обваривают за два прохода.
дугу возбуждают на расстоянии 10-12 мм от одного конца трещины и ведут сварку в направлении другого конца трещины (валик наваривают на расстоянии 10-12 мм от конца трещины);
не прерывая дуги, ведут сварку в обратном направлении, вторым слоем перекрывая первый; делят трещину на участки длиной 30-50 мм; отступив от конца трещины на выбранную длину участка, наплавляют с двух сторон трещины (отступая от ее краев на 1 —1,5 мм) подготовительные валики 1, 2 и 3, 4 (ширина валика равна толщине стенки детали), причем валики 2 и 4 не должны соприкасаться со стенками детали и перекрывать валики, которые лежат под ними;
очистка наплавленных вдоль кромок трещины валиков от шлаков;
наплавка валиков (за два прохода, не прерывая дуги), образуя шов, закрывающий трещину;
проковывание молотком участка шва (после окончания сварки), не зачищая шлака.
Сварку трещин в толстостенных деталях, которые в дальнейшем подвергаются механической обработке или работают под нагрузкой, проводят с разделкой кромок. Ширина разделки краев трещины под сварку на поверхности детали должна быть в 2 раза больше ее толщины, а глубина разделки на 2-3 мм меньше этой толщины. Кромки трещины разделывают фрезерованием или слесарным способом вручную. При такой технологии облегчается сварка деталей в вертикальной плоскости.
Подготовительные валики на кромки трещины наплавляют раздельно: сначала два ряда валиков 1-8 на одну сторону среза вверх на участке протяженностью 30-50 мм, а затем — на другую сторону среза валики 9-17- Каждый предыдущий валик должен частично перекрываться последующим. После наплавки первого слоя очищают шлак и наплавляют второй. Подготовительные валики второго слоя не должны соприкасаться с основным металлом. Так же наплавляют подготовительные валики и на других участках, дают им охладиться до температуры 30-50 С, счищают с них шлак и в такой же последовательности, как и при наплавке скосов, соединяют валики центральными (соединительными) валиками. Заполнение шва на каждом участке проводят с перерывом для охлаждения.
Холодная сварка может осуществляться: электродами МНЧ-1 (63% Ni 4- 37% Си) со специальным фтористо-кальциевым покрытием.
Процесс сварки выполняется электродами диаметром 3-4 мм на постоянном токе 140-150 А обратной полярности, короткой дугой, участками 20-30 мм, которые сразу же проковываются. Вместо медно-никелевых электродов можно также использовать железо-никелевые электроды типа ЖНБ;
электродами ЦЧ-4, представляющими собой сварочную проволоку Св-08 или Св-08А с фтористо-кальциевым покрытием, содержащим титан или ванадий, которого в наплавленный металл переходит до 9,5%. Процесс ведется электродами диаметром 3-4 мм на постоянном токе 120-150 А обратной полярности при напряжении 20 В. Перед сваркой рекомендуется подогреть деталь до 150-200 С, а после наложения валиков сразу же их проковывать; электродами ОЗЧ-1, представляющими собой медную электродную проволоку с фтористо-кальциевым покрытием, содержащим железный порошок. Процесс сварки рекомендуется вести на постоянном токе 150-160 А обратной полярности и напряжении 20 В, короткой дугой, небольшими участками по 30-60 мм. После сварки каждый участок необходимо проковывать и продолжать ее после охлаждения шва до 50-60 С.
4. Пайка.
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припои. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция — предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Похожие работы

... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...

... сельскохозяйственная академия" Инженерный факультет "УТВЕРЖДАЮ" Зав.кафедрой__________ Кафедра ____________ (подпись) (название) "___"______ 200 г. ЗАДАНИЕ на дипломное проектирование студента _________________________ 1. Тема: ___________________________________________________ утверждена приказом по академии №__от "__" ________ 200 г. 2. Срок сдачи студентом законченного проекта ...
... запасных частей приходится отправлять ее в специальные ремонтные предприятия. Следовательно увеличивается время нахождения в ремонте и затраты на транспортировку. Для более полного использования возможностей машинотракторного парка, необходимо, чтобы состав МТП соответствовал молочному направлению хозяйства и его конкретным возможностям для более полной загрузки техники в течении всего года, ...
0 комментариев