Навигация
Методы определения толщины плёнок
36539
знаков
4
таблицы
5
изображений
3.4 Методы определения толщины плёнок
Методы определения толщины пленок весьма разнообразны. Гравиметрические методы (микровзвешивание, метод кварцевого резонатора) основаны на измерении масс тонкопленочных покрытий, по которым затем рассчитываются толщины. Оптические методы основаны на интерференции, поскольку толщины пленок по порядку величины близки к длинам волн оптического излучения. Из других оптических методов важное значение в технологии микроэлектронных приборов приобрела так называемая эллипсо-метрия. Используются также электрические методы (в основном контроль электрического сопротивления для проводящих пленок и емкости для диэлектрических) и ряд других.
Свойства тонких пленок очень чувствительны к технологии их изготовления. Пленки, имеющие одинаковую толщину, в зависимости от условий их получения могут иметь совершенно различные удельные сопротивления, температурные коэффициенты сопротивления, диэлектрические потери, коэффициенты поглощения света и т. п. Поэтому в технологии ИС часто более важно не измерение толщины пленки после ее получения, а возможность управлять толщиной в процессе нанесения.
3.4.1 Метод кварцевого вибратора
Основан на измерение отклонений резонансной частоты пьезоэлектрического кварцевого вибратора. Отклонение обусловлено изменением массы кварцевой пластины при напылении на неё тонкой плёнки. Пьезоэлектрические свойства пластин кварца в первую очередь определяются кристаллографической ориентацией срезов по отношению к главным осям монокристалла. Все величины фигурирующие в формуле определения толщины плёнки являются известными параметрами кварцевой пластины и определены с некоторой погрешностью.
3.4.2 Резистивный и ёмкостный методы
Эти методы контроля толщины плёнок основаны либо на измерении сопротивления (для плёнок проводящих материалов) либо ёмкости (для плёнок диэлектрических материалов). Данный метод можно применять непосредственно в момент проведения процесса напыления. Для измерения толщины плёнки в рабочее пространство установки напыления рядом с рабочей подложкой устанавливают контрольную непроводящую подложку на края которой заранее нанесены проводящие контакты. Эта пластина включается в плечо мостовой схемы. По дисбалансу мостовой системы определяют процесс роста плёнки.
Недостатком метода является отсутствие точных данных об удельном сопротивлении плёнки, которое может значительно отличаться от удельного сопротивления объёмного образца. Поэтому этот метод удобно использовать в тонкоплёночной технологии, когда необходимо измерять не толщину плёнки, а её удельное сопротивление.
3.4.3 Метод эллипсометрии
Метод основан на изменении поляризации света при отражении от тонкой прозрачной поверхности. При освещении подложки линейно-поляризационным светом составляющие излучения отражаются по-разному, в результате чего свет получается эллептически поляризованным. Измерив эллептичность отражённой волны, можно определить свойства плёнки.
3.4.4 Ионизация молекулярного потока
Принцип действия приборов для измерения скорости осаждения пленок основан на частичной ионизации паров напыляемого вещества и измерения полученного тока, пропорционального плотности молекулярного потока, проходящего через рабочий объем датчика. Для разделения молекулярного потока и остаточных газов, используется модуляция молекулярного потока. В измерительном приборе переменная составляющая ионного тока датчика, пропорциональная скорости осаждения испаряемого вещества, выделяется, усиливается, детектируется и подается на стрелочный индикатор, показания которого пропорциональны скорости осаждения, и на цифровой интегратор, фиксирующий толщину осажденной пленки.
4. Практическая часть
4.1 Технологические процессы напыления тонких плёнок
Классификация применяемых технологических процессов
1.1 Получение резистивных высокоомных слоёв из порошка сплава РС-3710 методом взрывного испарения и методом ионно-плазменнного распыления мишени сплава РС-3710 в вакууме.
1.2 Получение резистивных низкоомных слоёв хрома марки ЭРХ методом термического испарения в вакууме.
1.3 Получение резистивных низкоомных слоёв методом ионно-плазменного распыления мишени сплава МНКВ в вакууме.
1.4 Получение резистивных низкоомных слоёв нихрома марки Х20Н80 методом термического испарения в вакууме.
1.5 Получение проводящих слоёв меди с адгезионнным подслоем хрома методом термического испарения в вакууме.
4.2 Материалы, используемые для напыления резистивных плёнок
Материалы, используемые для напыления резистивных плёнок, приведены в таблице 1.
Таблица 1– Материалы, используемые для напыления резистивных плёнок
| Наименование материала | ГОСТ, ОСТ, ТУ | Документы, разрешающие применение материала |
| 1 Сплав РС-3710 (порошок) | ГОСТ 22025 | РД 107.460084.200 |
| 2 Сплав РС-3710 (мишень) | ЕТО 032.547 ТУ | ОСТ 4.054.074 |
| 3 Хром электролитический рафинированный марки ЭРХ | ТУ 14-5-76 | ОСТ ИГО.0140.224 |
| 4 Сплав МНКВ (мишень) | АУЭ 0.021.000 ТУ | РД 107.460084.200 |
| 5 Нихром Х20Н80 | ГОСТ 12766,1 | ОСТ 107.750878.001 |
Материалы, используемые для напыления проводящего слоя приведены в таблице 2.
Таблица 2– Материалы, используемые для напыления проводящего слоя
| Наименование материала | ГОСТ, ОСТ, ТУ | Документы, разрешающие применение материала |
| 1 Хром электролитический рафинированный марки ЭРХ | ТУ 14-5-76 | ОСТ ИГО.010.224 |
| 2 Медь вакуумплавленная МВ | бко.028.007 ТУ | ОСТ 107.750878.001 |
| 3 Никель | ГОСТ 2170 | ОСТ 4.054.074 |
4.3 Технические требования к технологическим процессам напыления
1 Величина удельного поверхностного сопротивления резистивных слоёв должна соответствовать конструкторской документации и РД 107.460084.200.
2 Слои, получаемые по технологическим процессам, основные данные которых приведены в таблицах 3и 4, должны быть без царапин, вздутий, отслоений и трещин. Допускаются дефекты, обусловленные дефектами поверхности подложки, разрешёнными техническими условиями на подложке.
3 Отжиг испарителей производить непосредственно перед поведением операции напыления.
4 Платы с напылёнными слоями можно хранить в эксикаторе с силикагелем не более трёх сутиок или не более сорока суток с момента напыления в шкафу с защитной средой.
5 Толщина адгезионного подслоя должна быть от 0,03 до 0,08 мкм.
6 Толщина напылённого слоя меди на лицевой стороне подложки должна быть от 0,00 до 0,00 мкм.
7 При проведении технологических операций, подложки следует брать пинцетом на расстоянии не более двух ипллметров от края.
Таблица 3 - Данные по технологическим процессам напыления резистивных слоёв
| Напыляемый материал | Метод напыления | Режимы напыления | |||||||
| Температура прогрева подложек до напыления, (ºС) | Предварительный вакуум до нагрева, (мм.рт.ст.). | Давление в камере при напылении, (мм.рт.ст.). | Время напыления на заслонку, (мин). | Скорость вращения барабана (карусели), (об/мин). | Температура стабилизации резистивного слоя, (ºС) | Время стабилизации резистивного слоя, (мин) | Температура подложки при разгерметизации камеры, (ºС) | ||
| РС-3710 | Ионно-плазменный | 190-210 | 2·10-5 | (4,5-7,5)·10-4 | 10-15 | 50-100 | 190-200 | 15 | 75-85 |
| РС-3710 | Термический | 300-320 | 5·10-5 | до 5·10-5 | 0,25 | 50-100 | 300-320 | 15 | 300-320 |
| Хром | Термический | 290-310 | 5·10-5 | до 5·10-5 | 0,25 | 50-100 | 290-310 | 15 | 75-85 |
| Нихром | Термический | 290-310 | 5·10-5 | до 5·10-5 | 0,25 | 50-100 | 290-310 | 15 | 75-85 |
| МНКБ | Ионно-плазменный | 190-210 | 2·10-5 | (4,5-7,5)·10-4 | 15 | 50-100 | 190-210 | 15 | 75-85 |
Основные данные по технологическим процессам напыления резистивных слоёв приведены в таблице 3.
Основные данные по технологическим процессам напыления проводящих слоёв приведены в таблице 4.
| Напыляемый материал | Метод напыления | Режимы напыления | |||||||
| Температура прогрева подложек до напыления, (ºС) | Предварительный вакуум до нагрева, (мм.рт.ст.). | Давление в камере при напылении, (мм.рт.ст.). | Время напыления на заслонку, (мин). | Скорость вращения барабана (карусели), (об/мин). | Температура стабилизации резистивного слоя, (ºС) | Время стабилизации резистивного слоя, (мин) | Температура подложки при разгерметизации камеры, (ºС) | ||
| Хром | Термический | 290-310 | 1·10-5 | до 5·10-5 | 0,25 | 50-100 | 290-310 | 15 | 75-85 |
| Медь | Термический | 290-310 | 5·10-5 | до 5·10-5 | 0,25 | 50-100 | 290-310 | 15 | 75-85 |
| Никель | Термический | 190-210 | 2·10-5 | до 5·10-5 | 15 | 50-100 | 190-210 | 15 | 75-85 |
Примечание − 1 – Режимы операций напыления уточняются технологом участка при пробном напылении
2 – Расплавление и обезгаживание меди проводятся до напыления хрома
3 – Разрыв во вре6мени между окончанием напыления хрома и началом напыления меди не более полутора минут
4.4 Технические данные
1 Количество материала, распыляемых за один технологический цикл:
ионным распылением -2
электроннолучевым напылением -3
2 Количество одновременно напыляемых подложек за один технологический цикл:
керамических (36x24x1,2) с выводами - 90 шт.
ситаловых (60x48x0,5) -50 шт.
3 Предельный вакуум в рабочей камере 5·10-6мм.рт.ст.
4 Время получения вакуума 5·10-6мм.рт.ст. - 90 мин (при разогретом паромасляном насосе).
5 Рабочий вакуум:
при электроннолучевом напылении 8·10-6мм.рт.ст.
при ионном распылении (с током мишени
не более 250 А ) 5·10-4мм.рт.ст.
6 Напуск газа и стабилизацию давления в рабочей камере в диапазоне 6·10-4мм.рт.ст. до 3·10-4мм.рт.ст.
7 Рабочий газ при ионном распылении - аргон.
8 Количество мишеней - 2.
9 Постоянное напряжение на мишени в режиме ионного распыления ~ 0...3 кВ.
10 Ток мишени при распылении постоянным током
0...400 А
11 Нагрев барабана с подложкой до температуры 3500С и стабилизация его температуры в диапазоне 100...3500С
12 Скорость барабана:
минимальная - 2 об/мин;
максимальная -20 об/мин.
13 Режимы работы установки:
ручной;
автоматический с управлением по времени; автоматический по времени с контролем параметров напыляемых слоев;
управление установкой от средств АСУТП.
14 Питание установки УВН-75П-1 осуществляется от сети переменного тока напряжением 380В, частота 50 Гц.
15 Электрическая мощность, потребляемая установкой при установившемся режиме не более 33 кВт.
16 Для эксплуатации установки необходимы следующие виды питания:
вода холодная - температура 15 + 10°С, давлением 2...4 кгс/см2; расход 650 л/час;
вода горячая - температура 80...90°С, давлением 2...4 кгс/см2; расход 250 л/час.
4.5 Принцип работы установки УВН-75П-1
1 Работа установки УВН-75П-1основана на распылении проводящего материала мишени постоянным ионным током и термическое испарении материала из электронных испарителей с кольцевая катодами. Нанесение материалов методом ионного распыления происходит на внешнюю сторону барабана с подложками, в нанесение материалов методом термического- на внутреннюю. Подложки находятся с обеих сторон барабана и поворачиваются после нанесения пленки на 1800, затем наносится пленка на другую сторону барабана.
2 На установке обеспечиваются в ручном и автоматическом (с управлением по времени или по времени с контролем параметров напыляемых слоев) режимах или при управлении от средств АСУТП следующие технологические операции:
откачка камеры рабочей до давления 6·10-6мм.рт.ст в ручном или автоматическом режимах;
напуск инертного газа в камеру рабочую до давления (6…3)·10-4мм.рт.ст и ВЧ очистка подложек (с напряжением ВЧ 300...500В);
очистка распыляемой мишени и нанесение пленок методом ионного распыления материала.
Питание распыляемых устройств (накала, анода, мишени) осуществляется от шкафа питания и управления;
откачка рабочей камеры до давления 6·10-6мм.рт.ст и нагрев барабана с подложкой до температуры 3500С;
разогрев первого испарителя и нанесение плёнок на подложку методом термического испарения по времени;
разогрев второго и третьего испарителей и нанесение тонких плёнок по времени или по прибору КСТ-1;
естественное охлаждение в вакууме до 800С, напуск инертного газа и выгрузка кассет вручную.
4.6 Схема установки УВН–75П–1
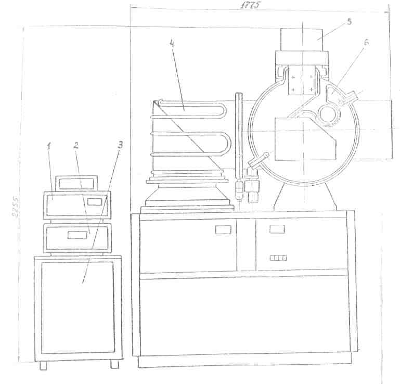
Рисунок 1 – Общий вид установки УВН–75П–1: 1 – прибор ионизационного контроля скорости роста толщины плёнок КСТ-1, 2 – прибор КС-2, 3 – генератор, 4 – установка вакуумной откачки УВН-70А-2, 5 – направляющая, 6 – камера рабочая
Установка УВН-75П-1 (Рисунок 1) состоит из базовой модели типа УВН-70А-2 поз.4, на которой смонтирована камера рабочая поз. 6, шкафа управления поз.7, двух шкафов питания в управления поз.8, прибора ионизационного контроля скорости и толщины пленок КСТ-1 поз 1, прибора КС- 2 поз. 2, генератора поз.З,
4.7 Напыление слоёв хрома, меди на лицевую и обратную стороны подложки
1. Включить установку согласно инструкции эксплуатации
2. Развакуумировать камеру
3. Загрузить испарители навесками напыляемых материалов.
Хром – 0,5 г. Допускается сплав МТЛ-30 – 0,5 г. Медь – 8,0 г.(в два испарителя по 4,0 г.)
4. Установить «свидетель» и проверить сопротивление в цепи «свидетеля»
5. Проверить работу заслонок
6. Закрепить подложки в подложкодержателях лицевой стороной к верху и установить их на карусель установки
Создать вакуум в рабочей камере (остаточное давление не более 5х10-5)
Включить привод вращения карусели (скорость вращения – 15 об/мин)
Прогреть подложки и выдержать при заданной температуре.
Температура 300º±10ºС, выдержать 15±5 минут
Похожие работы
... качества паяных соединений и электрических параметров в соответствии с п. 4 рекомендаций. После этого выполняем покрытие лаком (п.4 технических требований конструктора), сушку и контроль работоспособности готовой платы преобразователя влажности газа. На завершающем этапе после контроля необходимо клеймить плату краской ТНПФ-84 по ТУ 29-02-889-79 (п.6 технических требований конструктора). 7. ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...



... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
... Применение многослойных конденсаторов с большим числом обкладок приводит к усложнению технологии, снижению надежности, электрической прочности конденсаторов и повышение их стоимости. Поэтому в пленочных микросборках в основном применяются лишь трехслойные конденсаторы. Все характеристики пленочных конденсаторов зависят от выбранных материалов. Диэлектрическая пленка должна иметь высокую адгезию ...
0 комментариев