ТЕХНОЛОГИИ ВАКУУМНОГО НАПЫЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ТОНКИХ СЛОЁВ И ПЛЕНОК
Катодное распыление
Вакуумные системы и их элементы
Элементы вакуумных систем
Конструкция и принцип работы базовой лабораторной установки вакуумного напыления
Модернизация электрической схемы установки вакуумного
Обеспечение поддержания постоянной температуры подложки
Конструкция механизма поворота заслонки
Информационный этап
Затраты на подготовку и освоение новых видов изделий
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Электробезопасность
Находим сопротивление группового заземлителя
Навигация
Вакуумные системы и их элементы
Усовершенствование блока управления и конструкции реактора установки вакуумного напыления
81097
знаков
16
таблиц
15
изображений
1.2. Вакуумные системы и их элементы
Вакуумное оборудование для нанесения тонких пленок так же, как оборудование для откачки ЭВП, может быть разделено на следующие группы: вакуумные установки непрерывного действия; вакуумные установки непрерывного действия и конвейерные линии непрерывного действия.
Установки периодического действия колпакового типа наиболее распространены в промышленности. Однако контактирование довольно сложного подколпачного устройства установки с атмосферным воздухом после подъема колпака, а также невозможность прогрева колпака затрудняют получение давления меньше 1 ![]() 10-4 Па. Производительность таких установок также невелика из-за значительного вспомогательного времени, необходимого для получения рабочего давления.
10-4 Па. Производительность таких установок также невелика из-за значительного вспомогательного времени, необходимого для получения рабочего давления.
Стремление повысить производительность оборудования, а также обеспечить одинаковые условия для изготовления изделий привело к созданию автоматизированных установок непрерывного действия с шлюзовой загрузкой. Непрерывная подача изделий в рабочую камеру устраняет необходимость в остановке работы вакуумной системы и сообщении рабочей камеры с атмосферным воздухом при переходе от одной партии изделий к другой.
Благодаря этому резко сокращается вспомогательное время, обеспечивается однородность технологического процесса и повышается производительность труда.
Вакуумные системы современных установок для нанесения тонких пленок состоят из следующих основных узлов: вакуумной рабочей камеры, коммутирующих элементов, средств откачки и средств измерения давления.
[3.стр. 132.], [ 2.стр.285 ]
1.2.1. Основные требования, предъявляемые к вакуумным
системам
В зависимости от назначения технологической установки к ее вакуумной системе может быть предъявлен ряд требований, выполнение которых обеспечивает возможность проведения необходимого технологического процесса, осуществляемого в вакууме.
1. Вакуумная система должна обеспечить получение требуемого давления в откачиваемом сосуде. Так, установка, предназначенная для откачки ЭВП, должна иметь вакуумную систему, обеспечивающую получение и поддержание давления в приборе на таком уровне, который исключает отравление катода и загрязнение других элементов прибора при достаточно быстром его обезгаживании прогревом. Для удовлетворения этого требования вакуумная система должна быть герметичной и снабжена соответствующими средствами откачки, измерения давления, коммутирующими и разъемными элементами.
Важным условием выполнения этого требования является подбор материалов, из которых будут изготовлены вакуумная система и ее элементы, а также методы подготовки вакуумной системы к работе.
2. Вакуумная система должна обеспечить возможность получения требуемой быстроты откачки сосуда. Для этого вакуумная система должна иметь определенную проводимость, а примененный вакуумный насос должен обладать необходимой быстротой действия.
3. Вакуумная система должна быть снабжена устройствами для контроля ряда параметров, характеризующих ее состояние.
К таким основным параметрам относятся общее и парциальные давления остаточных газов, скорость собственного газовыделения вакуумной системы, скорость накопления отдельных газов и паров в вакуумной системе и т.д.
Для контроля и измерения этих параметров вакуумную систему снабжают преобразователями давления, масс-спектрометрами, потокомерами и другими измерительными приборами.
4. При применении автоматических систем управления технологическими процессами (АСУТП) вакуумная система должна быть оснащена набором различных датчиков, осуществляющих передачу информации на ЭВМ. Используемые в вакуумной системе коммутирующие элементы должны быть автоматизированными, а средства откачки - высокопроизводительными и долговечными.
Технологический процесс, осуществляемый на вакуумных установках, часто длится многие десятки часов, поэтому вакуумная система должна быть высоконадежной при эксплуатации и иметь длительный межремонтный период. Это требование вызвано также и тем, что необходимо поддерживать вакуумную систему в рабочем состоянии в течение как можно большего времени. Вакуумная система, длительно не соприкасающаяся с атмосферой (особенно это относится к высоковакуумным магистралям), с течением времени обезгаживается, снижается ее собственное газовыделение и повышается эффективность ее работы. [3.стр. 162.], [ 2.стр.264 ]
1.2.2. Вакуумные системы оборудования для нанесения тонких
пленок
Требования, предъявляемые к вакуумным системам оборудования для нанесения тонких пленок, сформулированы в параграфе 1.2.1, а принципиальное построение вакуумных систем во многом напоминает схемы вакуумных систем индивидуальных откачных постов.
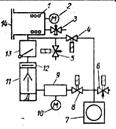
В табл.1 приведены принципиальные схемы вакуумных систем наиболее распространенных установок для нанесения тонких пленок. Вакуумная система, выполненная по схеме 1 табл.1, нашла применение в установках для производства интегральных схем. Рабочая камера 14 предварительно откачивается до давления 5 Па через кран 4 механическим вакуумным насосом 7, который в этой время отсоединен от пароструйного диффузионного насоса 11 краном 8. Затвор 13 закрыт, а насос 11 работает на форвакуумный баллон 9. После достижения давления около 10 Па высоковакуумная откачка рабочей камеры до давления 1![]() 10-4 - 510-5 Па осуществляется через азотную ловушку 12 высоковакуумным насосом 11; при этом кран 4 закрыт, а кран 8 открыт. При выключении насоса 7 в него напускают воздух через электромагнитный клапан 6. Краны 4 и 8 и электромагнитный клапан 6 смонтированы в один блок.
10-4 - 510-5 Па осуществляется через азотную ловушку 12 высоковакуумным насосом 11; при этом кран 4 закрыт, а кран 8 открыт. При выключении насоса 7 в него напускают воздух через электромагнитный клапан 6. Краны 4 и 8 и электромагнитный клапан 6 смонтированы в один блок.
Давление в вакуумной системе измеряют манометрическими преобразователями 2 и 10.
Часто внутри рабочей камеры 14 размещают охлаждаемую жидким азотом ловушку 1 (мейснеровская ловушка), назначение которой - улучшить вакуум в камере при значительном газовыделении некоторых материалов при их испарении. С этой же целью в ряде конструкций устанавливают в рабочей камере дополнительные титановые испарительные геттерные насосы или криосорбционные насосы, охлаждаемые жидким гелием. Для напуска воздуха или газа в рабочую камеру предусмотрены электромагнитный натекатель 5 и ручной натекатель 3.
Вакуумная система, изготовленная по схеме 2 табл.1, используется в установках для производства многослойных тонкопленочных элементов микросхем методом ионного испарения материалов. В качестве основного средства откачки применен бустерный насос 16 с азотной ловушкой 17, который откачивает рабочую камеру 1 до давления 5*10-3 Па через затвор 19. Затем из смесительного бака 5, который может быть предварительно откачан через кран 8, с помощью игольчатых натекателей 2,3 и 4 газ или смесь газов подается в рабочую камеру, и давление в ней возрастает до 15-5*10-1 Па.
Уровень рабочего давления в камере стабилизируется и регулируется как изменением потока газа, напускаемого через игольчатые натекатели, так и положением заслонки 20, изменяющей эффективную быстроту откачки рабочей камеры 1. Предварительная откачка рабочей камеры чрез кран 9 и насоса 16 через краны 15 и 11 осуществляется механическим вакуумным насосом 13, снабженным водоохлаждаемым маслоотражателем 10. Электромагнитный клапан 14 служит для напуска воздуха в систему, а клапан 12 - в насос 13. Измерение давления в различных участках системы производится манометрическими преобразователями 7 и 18.
Как уже отмечалось, вакуумные установки колпакового типа с использованием резиновых уплотнителей не позволяют получать высокий вакуум из-за невозможности производить высокотемпературный прогрев с целью обезгаживания рабочей камеры. Применение металлических уплотнителей при частых подъемах и опусканиях колпака значительно затрудняет эксплуатацию оборудования. Поэтому для получения давления меньше 10-5 Па в лабораторных установках для нанесения тонких пленок оказалось целесообразным использование двухстенных рабочих камер, выполненных по системе «вакуум в вакууме».
Сверхвысоковакуумная система, изготовленная по этому принципу, соответствует схеме 3 табл.1. Наружная водоохлаждаемая толстостенная камера 1 уплотняется с плитой с помощью резинового уплотнителя и через кран 6 с моторным приводом, водоохлаждаемую ловушку 7 и кран 8 предварительно откачивается механическим вакуумным насосом 10 до давления 10-1 Па. Затем камера 1 через затвор 14 и азотную ловушку 16 откачивается до давления 10-3 - 10-4 Па пароструйным диффузионным насосом 15. Внутренняя тонкостенная рабочая камера 2 предварительно откачивается до давления 10-3 - 10-4 Па через кран 3 с моторным приводом, установленным в камере 1, одновременно с наружной камерой. Высоковакуумная откачка рабочей камеры 2 до давления 5*10-7 Па производится ионно-геттерным насосом 17. Для обезгаживания рабочей камеры 2 прогревом до 700 К через ее тонкие стенки пропускают электрический ток при непрерывной откачке камер 1 и 2. Уплотнение внутренней камеры осуществлено по притертым поверхностям. Благодаря тому, что вокруг камеры 2 создано достаточно высокое разрежение, перетекание газа из камеры 1 в камеру 2 незначительно. Газ в камеру 1 напускается с помощью натекателя 4, а в механический насос - натекателем 9. При предварительной откачке камер 1 и 2 насосом 10 последний отсоединяется от высоковакуумного насоса 15 краном 12, причем роль форвакуумного баллона в это время выполняет отсоединенный трубопровод, объем которого оказывается достаточным для поддержания необходимого выпускного давления на патрубке насоса 15. Для измерения давления в системе предусмотрены манометрические преобразователи 5, 11, 13 и 18.
[3.стр. 185.], [2.стр.286 ]
Таблица 1. Принципиальные схемы вакуумных систем оборудования
для нанесения тонких пленок
| № | Техническая характеристика, применение | Рисунок | |||
| 1 | Пароструйный диф.насос с азотной ловушкой, Механический вакуумный насос; Рост = 5•10-5 Па. Установка для производства тонко-пленочных элементов и интегральных схем. |
| |||
| 2 | Бустерный насос с азотной ловушкой; механический вакуумный насос, Рост = = 5•10-3 Па. Установка для производства много-слойных тонкопленочных элементов микросхем методом полного испарения металлов. |
| |||
| 3 | Ионно-геттерный насос. Пароструйный диффузионный насос. Механический вакуумный насос. Рост = 5•10-7 Па. Исследовательская установка для отработки тонкопленочной технологии. |
|


Похожие работы
... вующих систем автоматизированного проектирования подтвердил отсутствие разработок по автоматизации схемотехнического и функци- онального проектирования объектов класса ВКА. . - 41 - 2. СИСТЕМНЫЙ АНАЛИЗ ВАКУУМНОЙ КОММУТАЦИОННОЙ АППАРАТУРЫ 2.1. Системная модель ВКА при функциональном и схемотехни- ческом проектировании. Анализ существующих конструкций ВКА ...


... что образование на тыльной стороне p – n перехода существенно ухудшает электрофизические параметры СЭ. ВЫВОДЫ Одним из наиболее перспективных методов диффузионного легирования кремния для производства кремниевых солнечных элементов является диффузия из поверхностного источника. Особенностью этого метода является то, что создание слоя примесносиликатного стекла, из которого будет идти диффузия ...
... пород. 4. возможность использования в рецептуре композита вторичных сырьевых материалов (отходов потребления полимерной химии и деревопереработки) без ухудшения качества композита. 5. разработка двух технологических схем производства микрокомпозита (экструдер-режущее устройство-сушка-упаковка) и нанокомпозита (виброакустическая мельница – экструдер-режущее устройство). 5. Расчетно- ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
0 комментариев