Навигация
Виготовлення заготовок і виробів тиском
26817
знаков
1
таблица
15
изображений
2. Виготовлення заготовок і виробів тиском
До обробки тиском належать технологічні процеси одержання заготовок, напівфабрикатів і готових виробів (деталей) із чорних і кольорових металів і сплавів шляхом деформування в холодному або гарячому стані.
Обробці тиском піддаються і неметалеві матеріали (керамічні, пластмаси, склопластики, порошки металів та ін.). Ця обробка ґрунтується на пластичності метеріалів, тобто їх здатності при певних умовах сприймати під дією зовнішніх сил залишкові деформації. При цьому тіло змінює свою форму і зберігає її.
Явище пластичної деформації можна пояснити на металах. Між атомами металевого тіла діють сили взаємного притягування і відштовхування.
У вільному стані ці сили взаємно врівноважені, атоми знаходяться у стані стійкої рівноваги. При зовнішній дії атоми виходять із вихідного стійкого стану. Зовнішнім проявом цього є зміна розмірів і форми тіла. Якщо відхилення не перевищує віддалей між атомами, зберігається їх початкове оточення, вони при звільненні від зовнішніх сил повернуться в початковий стан.
При більших змінах атоми більше відхиляються від положення рівноваги і в певний момент виходять із початкового оточення, далі займають нове положення стійкої рівноваги (рис. 5).
Форма тіла змінюється безповоротно. Має місце пластична деформація. При переміщенні атомів на відповідних площинах кристалічної решітки проходить ковзання однієї частини кристалу відносно іншої.
Пластична деформація приводить до значної зміни фізичних, хімічних і механічних властивостей. Змінюються розміри і форма зерен, утворюється волокниста структура.
 |
Рис. 5. Схема ковзання при пластичній деформації
Пластичність матеріалів залежить від хімічного складу сплаву, температури нагріву перед обробкою, швидкості деформації. Так, чисті метали більш пластичні, ніж їх сплави, з підвищенням температури пластичність металів і сплавів також підвищується. Проте існує оптимальна температура, при якій пластичність найвища. Зі збільшенням швидкості деформації пластичність падає. Важливим є правильний вибір режимів нагрівання заготовок. При неправильно вибраних режимах нагрівання (температура і швидкість нагрівання, час витримування) мають місце такі явища як: окислення заліза і вуглецю в поверхневому шарі; перегрівання і перепалювання. При перегріванні утворюються великі кристали (зерна) і знижується пластичність (це можна виправити термічною обробкою), при перепалюванні окислення проходить на границях зерен, метал стає крихким і при деформаціях руйнується.
Для правильного вибору режимів нагрівання перед обробкою тиском металів і сплавів використовують діаграми стану. Нагрівають заготовки перед обробкою тиском у полуменевих та електричних печах. За принципом дії їх поділяють на камерні (температура всього об'єму однакова) і методичні (температура в різних частинах печі неоднакова).
Основними способами обробки металів тиском є прокатування, волочіння, пресування, вільне кування і штампування.
Прокатування. Прокатуванням називається процес, при якому виливок або заготовка деформується обертовими валами прокатного стану. При цьому довжина і ширина заготовки збільшується, а товщина зменшується. При прокатуванні одержують готові вироби або заготовки для наступної обробки вільним куванням, штампуванням, волочінням, пресуванням або різанням. Прокатують біля 80% сталі та більше половини кольорових металів і сплавів. Для одержання потрібного профілю заготовку прокатують багаторазово.
Є три основні схеми цього процесу - прокатування поздовжнє, поперечне і поперечно-гвинтове (рис.6).
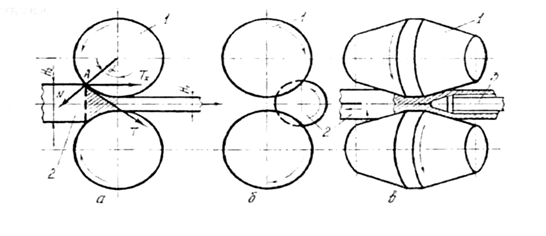
Рис. 6. Схеми прокатування
При поздовжньому прокатуванні (рис. 6 а) валки обертаються в різні боки, деформуючи заготовку, яка рухається перпендикулярно до осей валків. Обов'язковою умовою прокатування є контактне тертя між валками та деформованим металом. Умова захвату - коефіцієнт тертя між валками і заготовкою має бути більший від тангенса кута захвату (а)
При поперечному прокатуванні (рис. 6 б) валки обертаються в один бік і осі їх паралельні, а заготовка деформується ними при обертанні навколо своєї осі.
При поперечно-гвинтовому прокатуванні (рис. 6 в) прокатні валки обертаються в один бік, осі їх розташовані під певним кутом, а заготовка обертається і водночас переміщується вздовж своєї осі.
Інструментом прокатування є валки. Вони можуть мати гладку поверхню, ступінчасту, рівчакову (калібровану) (рис.7). Валки одержують литтям із відбіленого чавуну або з вуглецевої і легованої сталі.
Обладнанням для процесу прокатування є прокатні стани. Прокатний стан має привід, передавальний механізм і робочу машину. Робоча машина має одну або декілька робочих клітей. Прокатні стани класифікують за призначенням, кількістю клітей, кількістю валків у них, схемою розміщення клітей.
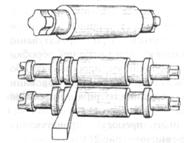
Рис. 7. Прокатні валки
Сукупність профілів різного поперечного перерізу і розмірів, що одержують при прокатуванні, називають сортаментом. Розрізняють сортовий (простий і фасонний) (рис. 8 а, б), листовий, трубний і спеціальний (рис. 8 в)
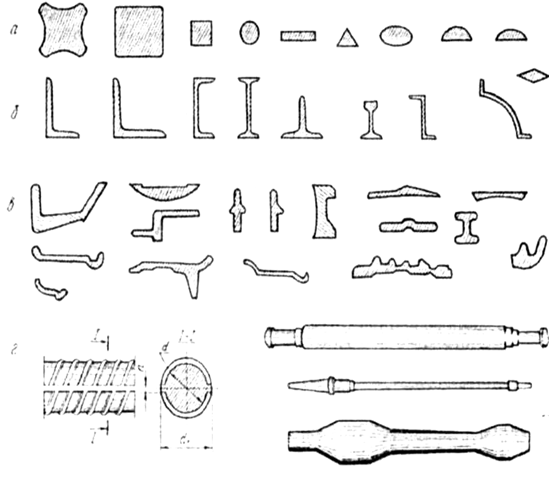 |
прокат.
Рис. 8. Сортамент прокатування
Техніко-економічні показники.
Прокатування є високопродуктивним процесом. Годинна продуктивність прокатного стану визначається за формулою:
А = ![]() , т/год.
, т/год.
де, G - маса заготовки;
К- коефіцієнт використання стану (0,85-0,90);
Т- ритм прокатування.
Прокатний стан може виготовити за рік до 4 млн. т прокату.
Прокатуванню властивий високий вихід придатних виробів і малі втрати металу. Відходи становлять 5-7%. Заготовки максимально наближені до готових виробів, тобто якість виробів висока. Цей процес характеризується високим рівнем комплексної механізації й автоматизації. Більшість процесів повністю автоматизовані. Разом з тим, при прокатуванні значні витрати енергетичні - 50-650 квтгод/т. І як наслідок - підвищення собівартості окремих профілів.
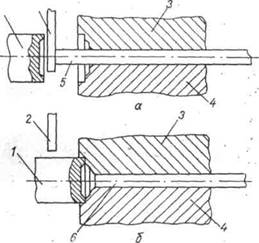
Волочіння.
При волочінні заготовки протягують через отвір. При цьому збільшується довжина і зменшується поперечний переріз заготовки (рис. 9). Заготовки протягують найчастіше в холодному, рідше в гарячому стані.
Заготовками для волочіння є прокат (прути, труби, дріт), а також пресовані вироби (прути, труби). При волочінні зменшується діаметр цих заготовок, поліпшується їх якість.
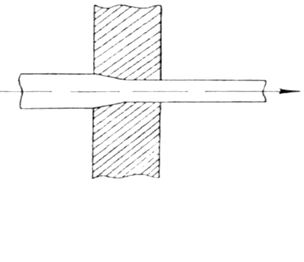
Рис. 9. Схема волочіння
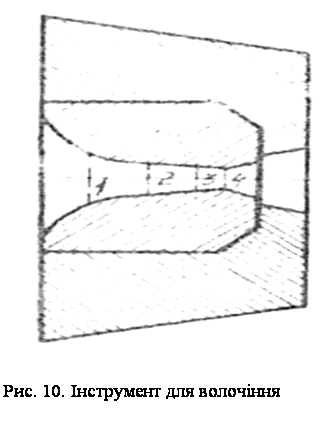
Інструментом во точіння є волочильна дошка (волока, матриця), в якій зроблено один або декілька отворів. Отвір називають вічком або фільєром. Вічко має 4 зони (рис. 10) -вхідну зону 1, робочий конус 2, калібруючу стрічку 3 і вихідну зону 4. Робоча частина матриці виготовляється з інструментальних сталей, твердих сплавів і технічних алмазів. Якщо вихідний переріз треба значно зменшити, то волочіння повторюють декілька разів.
Обладнання для волочіння - це волочільні стани. Вони бувають барабанні та ланцюгові. Волочільні стани складаються з двох частин - волоки і тягнучого пристрою. Перед волочінням кінець заготовки загострюють так, щоб він міг вільно пройти через вічко волоки. Для зменшення тертя в отворі заготовку змащують графітом, мінеральними маслами. У волоці дріт наклепується і зміцнюється. Для усунення наклепу її піддають термічній обробці (відпалюванню).
Сортаментом волочіння є дріт, в тому числі дуже тонкий (до 0,01 мм), калібровані прути різного діаметра і профілю, труби з тонкими стінками і малими діаметрами (в тому числі капілярні труби), призматичні і сегментні шпонки, напрямні та інші заготовки (рис. 11).
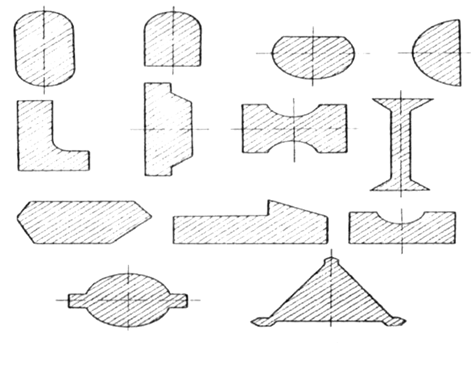 |
Рис. 11. Профілі, одержані волочінням
Техніко-економічні показники.
Процес волочіння високопродуктивний. Виготовлені вироби мають високу точність і малу шорсткість поверхні. Волочільні стани мають просту будову, тому процес волочіння відзначається високою ефективністю, роботою цих станів легко керувати, є можливості їх автоматизації. Відходи при волочінні до 5%.
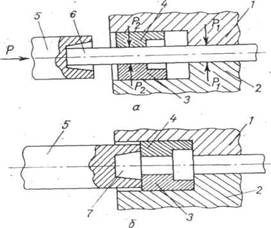
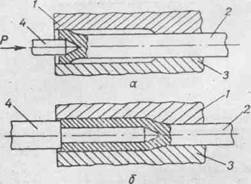
Пресування.
При пресуванні метал 3 витискають пуансоном 1 із замкненої порожнини (контейнера) 2 через отвір певного поперечного перерізу у матриці 4 (рис. 12). Поперечний переріз виробів відповідає формі поперечного перерізу отвору.
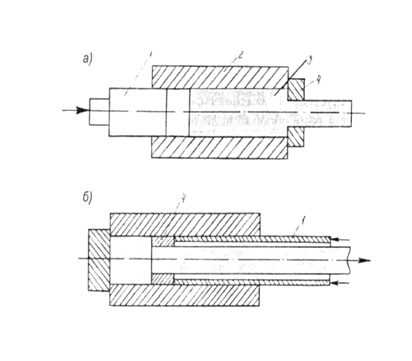 |
Рис. 12. Схеми пресування
Заготовками для пресування є прокатні заготовки, нарізані зі сталі, кольорових металів і сплавів. Усі метали і сплави, крім свинцевих, пресують гарячими.
За схемами пресування буває пряме і зворотне. При прямому (рис. 12а) заготовка 3 і пуансон 1 рухаються в один бік. Частина заготовки залишається в контейнері 2 (це прес-залишок). Маса його становить 8-12% від маси заготовки. При зворотному пресуванні (рис. 12 б) матриця 4 встановлюється на кінці пустотного пуансона 1. Матриця переміщується разом з пуансоном а метал заготовки витискається їй назустріч, тобто в напрямі, зворотному до руху пуансона. При зворотному пресуванні буває менше відходів (залишок становить 6-10%), воно потребує менших зусиль.
Матриці, пуансони, прес-шайби виготовляють із високолегованих сталей і сплавів, що містять вольфрам, ванадій, хром, молібден та ін.
Обладнанням для пресування є горизонтальні та вертикальні гідравлічні преси. Частіше використовують горизонтальні.
Сортамент пресування близький до прокатного. Пресуванням можна одержати труби із зовнішнім діаметром 200- 400 мм і товщиною стінки 1,5-12 мм, прути, дріт, кутники, швелери, багато інших складних спеціальних профілів (рис. 13). Ряд профілів неможливо дістати іншим способом.
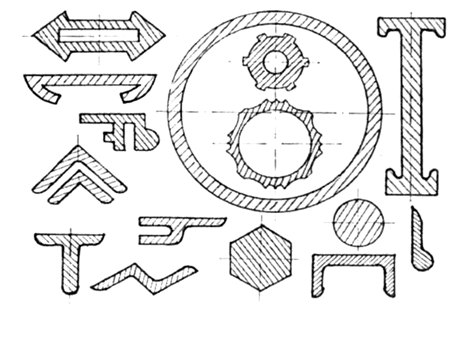
Рис. 13. Профілі, одержані пресуванням
Техніко-економічні показники.
Найважливішим показником пресування є дуже висока якість пресованих виробів. Ці вироби значно якісніші аналогічних прокатних. Матрицю можна змінювати, а отже, виготовляти невеликі партії заготовок, не знижуючи ефективності виробництва. Є змога виготовляти невеликі заготовки і складних профілів. Процес високопродуктивний. Важливим недоліком пресування є значні втрати металу (прес-залишок). Крім того, вироби, одержані пресуванням, мають високу собівартість.
Вільне кування.
Вільним куванням називається обробка пластичних металевих матеріалів статичним або динамічним тиском. Це один із найдавніших способів обробки тиском. При куванні формоутворення деталі здійснюється під дією молота або преса. Зміна профілю заготовки відбувається в тому напрямку, де метал зустрічає найменший опір. Заготовку при куванні, якщо потрібно, повертають.
Вихідними заготовками при куванні є виливки, прокат, пресовані вироби. Вироби після кування називають поковками. Вони мають різні форми, розміри і масу - від дрібних до дуже великих (турбінні диски, вали гідрогенераторів, деталі гідротурбін, колінчасті вали судових двигунів, валки прокатних станів тощо).
Вільне кування буває ручне та машинне.
Ручне кування виконують у кузнях на ковадлі за допомогою ручного молота. Машинне кування виконують на ковальсько-пресових машинах з використанням ковальських інструментів. Інструментами для вільного кування є молоти, сакири, прошивки, обтискачі, розкатки та ін. На ковальських молотах (це машини динамічної дії) кують дрібні та середні поковки (до 2 т). Маса падаючих частин молотів становить 0,5-16 т. На пресах кують важкі деталі. Це машини статичної дії. Вони здійснюють зусилля до 20000 т. Тривалість деформації становить від одиниць до десятків секунд. Поковки, виготовлені на пресах мають точніші розміри, кращі механічні властивості. Режими їх роботи більш стійкі.
Основними операціями вільного кування є осаджування, висаджування, протягування (з оправкою і без оправки), прошивання отворів, рубання, гнуття, скручування, зварювання та ін. (рис.14).
 |
Рис. 14. Основні операції вільного кування
Техніко-економічні показники.
Після кування покращуються механічні властивості заготовок - підвищується міцність, пружність та ін. Його ефективно використовують в індивідуальному та дрібносерійному виробництвах, для одержання поодиноких та оригінальних заготовок. За останні роки набуло широкого застосування ручне вільне кування. В Україні створено товариство ковалів, які виконують замовлення для Німечини, Франції, Польщі, Росії. Водночас слід відмітити, що процес вільного кування трудомісткий і низькопродуктивний. Куванням виготовляються тільки заготовки, вони вимагають значної механічної обробки. Підвищити продуктивність при куванні можна підвищенням рівня механізації трудомістких процесів.
Штампування.
Кування заготовок у стальних формах (штампах) називають штампуванням. Заготовки виготовлені штампуванням також називаються поковками.
Штампування буває гарячим і холодним.
Гаряче – заготовки перед штампуванням нагрівають, при холодному їх штампують без наїріву. Крім того штампування поділяють на об'ємне і листове (рис. 15).
Об'ємне штампування здебільшого буває гарячим (може бути і холодним), листове штампування частіше холодне (може бути і гарячим).
Об'ємне штампування дає змогу деформувати заготовку по всьому об'єму. Метал тече в порожнині штампа, утворюючи заготовку потрібної форми. Спочатку з прокату нарізають заготовки певного розміру, далі їх нагрівають, штампують і обрізають задирки. Іноді проводять термічну обробку. Таким способом можна виготовляти дуже складні вироби.
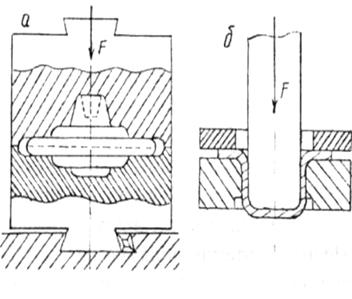
Рис. 15. Схеми штампування:
а-об'ємне; б-листове
Листове штампування - процес одержання виробів або заготовок із листового матеріалу. Листи товщиною більше 10 мм нагрівають. Листовим штампуванням одержують деталі автомобілів, літаків, вагонів, мотоциклів та ін. Це високопродуктивний і прогресивний процес.
Інструментом для штампування є шталти. Вони придатні лише для одинакових поковок (одного профілерозміру чи однієї операції). Штампи виготовляють з високоякісних інструментальних сталей. Вони складаються з двох частин - рухомої та нерухомої, в котрих є порожнини (рівчаки). Верхня частина закріплюється на рухомій частині машини, нижня - на нерухомій. Штампи бувають однорівчакові та багаторівчакові, відкриті і закриті.
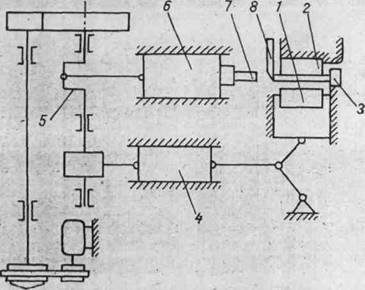
Обладнанням для штампування є молоти, преси, кувальні машини. Гаряче штампування здійснюють на пароповітряних фрикційних молотах, кривошипних, фрикційних і гідравлічних пресах, горизонтально-кувальних машинах, листове - на гідравлічних і механічних пресах.
Техніко-економічні показники.
Продуктивність штампування в десятки разів більша від кування, а кваліфікація робітників потрібна значно менша. Заготовки, одержані штампуванням, мають високу якість, часто вони вимагають незначної обробки, іноді вона зовсім не потрібна. Такі заготовки точні і взаємозамінні. Особливо це характерно для листового штампування. При штампуванні можна одержувати дуже складні заготовки і вироби. З усіх способів обробки тиском штампування є одним із найрозповсюдженіших способів виготовлення заготовок. Недолік штампування - це те, що штампи є дорогими і витрати на їх виготовлення виправдовують себе лише при випуску значної кількості поковок. Штампування вигідне лише в масовому і великосерійному виробництвах.
Висновок
У процесі написання реферату ми ознайомилися з технологічними процесами виготовлення заготовок, такими способами як : лиття та тиском.
Література
1. Колотило Д.М. Системи технологій і екологія промисловості – К., НМКВО, 1992 – 143 с.
2. Основы технологии важнейших отраслей промышленности. Ч.I, II/ Под ред. И.В. Ченцова – Минск, Вышейшая шк., 1989
3. Технологічні процеси галузей промисловості: Навч. посіб. / За ред.. Д.М. Колотила, А.Т. Соколовського – К, КНЕУ, 2008 – 372 с.
Похожие работы

... У разі застосування ГКМ внаслідок надійного затискання прутка стійкість заготовок зростає, що дає змогу відмовитись від операції осаджуванця. Рис. 11.16. Стадії виготовлення (а, б) заготовок клапанів на ГКМ: 1 — пуансон; 2 — упор; З, 4 — частини рознімної матриці; 5 — вихідна заготовка; 6 — кованка. Для штампування плоским пуансоном довжина виступа вихідної заготовки повинна бути меншою, ...
... ;4703,6/ Ø2883,2. З усіх оброблювальних поверхонь знімають приблизно дві третини припуску на механічну обробку. 2 Термічна операція Виконується відповідно до технологічного процесу термічних робіт, які забезпечать твердість деталі НВ 285-300. Спочатку загартовують заготовку. Для цього її завантажують у нагрівальну піч (електричну, газову), нагрівають до температури 8000С і витримують 120- ...

... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...


... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
0 комментариев