Навигация
Технологии извлечения вольфрама
28943
знака
0
таблиц
6
изображений
ВВЕДЕНИЕ
В настоящее время для извлечения металлов из лома карбидов металлов, полученных путем спекания и содержащих, например WC и Со, карбиды подвергают обжигу при температуре> 1700 С (что значительно превышает обычную температуру спекания, составляющую 1400—1450 °С), а затем охлаждают. После этого обрабатываемый продукт, который становится хрупким, измельчают в порошок. При использовании этого метода для отделения карбида вольфрама от кобальта требуется очень сложная дополнительная обработка, которая сопровождается загрязнением окружающей среды. В работе рассмотрены способы извлечения вольфрама из отходов промышленных производств.
Глава 1. Пропитка порошковых формовок
Технологические приемы, используемые при получении материалов методом пропитки, отличаются главным образом способами создания давления на жидкий металл, которое должно обеспечить заполнение пор в порошковых формовках. При самопроизвольной пропитке это давление создается без приложения внешних сил, только за счет капиллярных эффектов. При вакуумной пропитке (вакуумном всасывании) заполнение пор жидкостью происходит за счет разности между атмосферным давлением и давлением, создаваемым в порах при вакуумировании пропитываемого материала. Эта разность, естественно, не может превышать величину атмосферного давления. Пропитка, осуществляемая под воздействием перепада давлений, превышающего атмосферное, например, с помощью сжатых газов или механическим путем, называется пропиткой под давлением. Давление пропитки может возникать также при наложении ультразвуковых колебаний (ультразвуковая пропитка), магнитного поля (магнитно-динамическая пропитка) и др.
1.1 Самопроизвольная пропитка
Самопроизвольная (свободная) пропитка пористых материалов осуществляется при полном их погружении в пропитывающую жидкую фазу. Преимущество этого метода - возможность использования обычной литейной оснастки и получение изделий сложной конфигурации, недостаток - наличие пор и пустот, образующихся в результате объемной усадки при кристаллизации и недостаточного заполнения порового пространства. Во всех случаях необходимым условием самопроизвольной пропитки является смачивание жидкой фазой поверхности пропитываемого материала.
Свободная пропитка редко осуществляется на воздухе из-за опасности окисления материалов. Чаще она проводится в инертной атмосфере или вакууме. Схема установки для пропитки в среде инертных газов приведена на Рисунок 1.

Рисунок 1 – Схема установки для самопроизвольной пропитки
Заготовка 8 помещается в камеру 5, которая закрывается графитовой пробкой 4, на которой расположен графитовый плавильный тигель 1 с матричным сплавом. Через отверстие в запорном плунжере 2 в тигель подается инертный газ, включается нагрев, матричный материал расплавляется, после чего плунжер 2 поднимается и жидкий металл поступает в камеру 5, пропитывая пористый каркас.
Самопроизвольную пропитку используется для изготовления изделий из псевдосплавов и керметов.
1.2 Вакуумная пропитка
Вакуумная пропитка является разновидностью пропитки под давлением, при которой в качестве движущей силы процесса используют атмосферное давление. Вакуумирование позволяет защитить пористые каркасы от окисления, как правило, улучшает смачивание, позволяет уменьшить время контакта каркаса с жидким металлом.
Рисунок 2 показывает схему получения материалов вакуумной пропиткой с нижним и верхним расположением тигля.
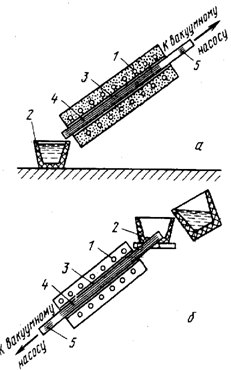
Рисунок 2 – Схема вакуумной пропитки с нижним (а) и верхним (б) расположением тигля. 1 – печь сопротивления, 2 – тигель, 3 – металлическая форма, 4 – каркас; 5 – пористая пробка.
Пропитка под давлением предусматривает заполнение пор жидким металлом под давлением, превышающим ~0,1 МПа. Она может осуществляться с помощью поршневых и компрессорных машин для литья под давлением. В первом случае, расплавленный металл вытесняется в форму, где находится пропитываемая заготовка, с помощью поршня, а во втором, сжатый воздух давит на поверхность расплавленного металла и гонит его в форму, в которой осуществляется пропитка. Широко применяется также пропитка под давлением инертных газов.
Для получения изделий, имеющих форму тела вращения (трубы, втулки, кольца), можно использовать центробежную пропитку. Подлежащий пропитке каркас помещают во вращающуюся форму, в которую заливают расплавленный металл. Под действием центробежных сил он отбрасывается к стенкам формы, пропитывая при этом пористую заготовку. Отсутствие литников и выпоров, точность получаемых размеров и высокая производительность придают этому методу большую экономичность.
Пропиткой под давлением можно получать детали сложной конфигурации с толщиной стенок 1–3 мм, при этом их форма и размеры максимально приближены к заданным и часто не требуют дополнительной механической обработки.
Похожие работы
... алюминат, что усложняет процесс отделения раствора палладия от носителя из-за объемного осадка гидрооксида алюминия. Технической задачей предложенного способа является максимальное извлечение палладия из отработанных катализаторов на основе оксида алюминия и получение чистого металла. Поставленная задача решается за счет того, что катализатор подвергают четырехэтапной обработке соляной кислотой ...


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...

... других металлов и взаимным влиянием компонентов сплавов на технологические процессы [2]. 3.5.1.Окислительные методы Их можно использовать и для переработки сплавов и кусковых отходов твердых сплавов. Применяемые в настоящее время инструментальные твердые сплавы базируются на карбидах вольфрама, титана и тантала или на смеси указанных соединений с добавлением связующего металла - кобальта. К ...
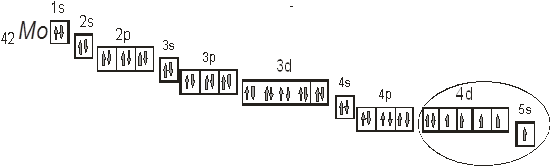
... C5H12CO, циклогексаноном (СН2)5СО и ацетофеноном СН3СОС6Н5. Экстрагирование молибдена дорганическими веществами с целью его выделения из отходов молибденового производства является наиболее рациональным способом получения молибдена. Глава 2. Свойства молибдена и его соединений Рассмотрим основные физические и химические свойства молибдена, что поможет в дальнейшем объяснить его способы ...
0 комментариев