Виды и характеристики дефектов контролируемых объектов обнаруживаемых на основных этапах жизненного цикла изделий
Причины возникновения и пропусков дефектов в процессе производства
Факторы, влияющие на качество неразрушающего контроля изделий
Место НК в процессе производства
Организация неразрушающего контроля
Комплексная технология АУЗК
Навигация
Факторы, влияющие на качество неразрушающего контроля изделий
Совершенствование системы неразрушающего контроля качества изделий на предприятиях машиностроительного профиля
81363
знака
4
таблицы
0
изображений
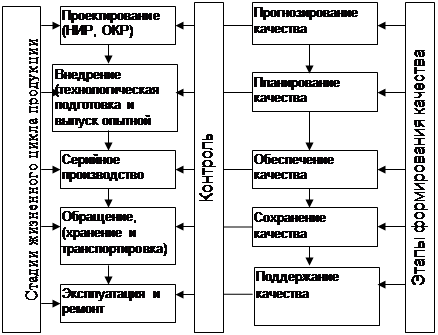
1.4 Факторы, влияющие на качество неразрушающего контроля изделий
Комплексный подход к управлению качеством неразрушающего контроля предусматривает, с одной стороны, учет влияния всех компонентов разработки и технологической цепочки создания продукции, а с другой – управление функциональным качеством контроля.
Как видно, система качества контроля должна воздействовать на большое число факторов на всех этапах процесса, от планирования до использования результатов контроля.
В свою очередь, качество планирования контроля зависит от многих факторов, связанных с уровнем маркетингового мониторинга, политики организации в области качества, установленных требований к продукту, процессу и их качества.
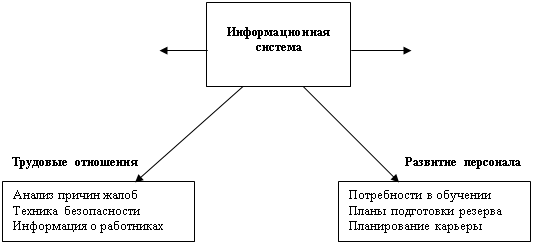
Качество обеспечения контроля определяется, тем каковы персонал, оборудование, информационная система организации, ее метрологическое обеспечение, состояние входного контроля качества материалов, полуфабрикатов и комплектующих изделий, как строится организацией стратегия на обеспечение качества выполнения контроля.
На качество выполнения контроля влияют уровень менеджмента, организация труда персонала и его мотивация к высококачественному труду, организация и методы использования средств производства и проведения контроля.
Все большее значение для современных организаций приобретает обеспечение качества использования результатов контроля по назначению. Для этого необходимо управлять такими факторами, как качество ремонтов и техническое обслуживание, оказывать эффективную информационную помощь потребителям в использовании продукта труда по назначению, поддерживать постоянную связь с клиентами.
1.5 Недостатки организации системы контроля на предприятиях
Основными задачами службы контроля являются: систематически, своевременно и качественно контролировать качество поступающих материалов и изделий, технологические (монтажные) работы, качества изготавливаемой продукции, техническое состояние изделий в процессе эксплуатации с использованием необходимых способов и средств контроля в соответствии с требованием действующей документации; предотвращать передачу дефектной продукции для выполнения последующих технологических операций или сдачу ее заказчику; способствовать повышению качества конструкторских, технологических, монтажных, ремонтных и других работ; производить приемку выполненных операций и работ с оформлением необходимой технической документацией и участвовать в сдаче материалов и изделий заказчику; разрабатывать организационно-технические мероприятия, направленные на предотвращение брака и улучшение качества разработки и изготовления, а также на повышение технического уровня эксплуатации изделий [9].
Структуры управления на многих современных предприятиях были построены в соответствии с принципами управления, сформулированными еще в начале XX века. Наиболее полную формулировку этих принципов дал немецкий социолог Макс Вебер (концепция рациональной бюрократии):
- принцип иерархичности уровней управления, при котором каждый нижестоящий уровень контролируется вышестоящим и подчиняется ему;
- вытекающий из него принцип соответствия полномочий и ответственности работников управления месту в иерархии;
- принцип разделения труда на отдельные функции и специализации работников по выполняемым функциям;
- принцип формализации и стандартизации деятельности, обеспечивающий однородность выполнения работниками своих обязанностей и скоординированность различных задач;
- вытекающий из него принцип обезличенности выполнения работниками своих функций;
- принцип квалификационного отбора, в соответствии с которым найм и увольнение с работы производится в строгом соответствии с квалификационными требованиями.
Организационная структура, построенная в соответствии с этими принципами, получила название иерархической или бюрократической структуры. Наиболее распространенным типом такой структуры является линейно-функциональная (линейная структура).
Основы линейных структур составляет так называемый "шахтный" принцип построения и специализация управленческого процесса по функциональным подсистемам организации (маркетинг, производство, исследования и разработки, финансы, персонал и т.д.). По каждой подсистеме формируется иерархия служб ("шахта"), пронизывающая всю организацию сверху донизу [12]. Результаты работы каждой службы оцениваются показателями, характеризующими выполнение ими своих целей и задач. Соответственно строится и система мотивации и поощрения работников. При этом конечный результат (эффективность и качество работы организации в целом) становится как бы второстепенным, так как считается, что все службы в той или иной мере работают на его получение.
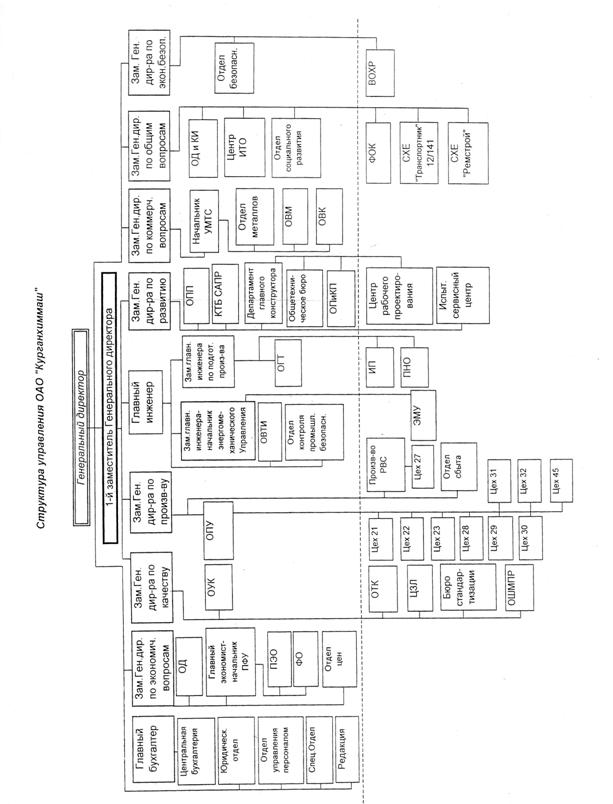
Ярким примером иерархической структуры, линейного типа управления предприятием является структура ОАО «Тяжпромарматура» (Приложение 1). Рассмотрим часть этой схемы, а точнее структуру управления центральной заводской лабораторией (ЦЗЛ).
ЦЗЛ является самостоятельным структурным подразделением, осуществляющим руководство всеми имеющимися на предприятии лабораториями. Возглавляется начальником лаборатории, который назначается и освобождается приказом генерального директора по предоставлению кадровой службы согласованно с директором по качеству. Начальник ЦЗЛ непосредственно подчиняется директору по качеству.
Лаборатория неразрушающих методов контроля (ЛНМК) является частью структуры ЦЗЛ. Руководит ЛНМК – начальник лаборатории, основной функцией которого является организация работы лаборатории в соответствии с политикой предприятия в области качества, требованиями НТД, технологических инструкций и инструкций по ТБ. Основными обязанностями начальника лаборатории являются: обеспечивать четкое, своевременное и качественное выполнение заданий; совместно с другими службами предприятия участвовать в разработке мероприятий по улучшению качества продукции и повышению производительности труда; участвовать во внедрении в производство новых технологических процессов и оборудования лаборатории, обеспечивающих качество продукции.
![]()
![]()
![]()
![]()
![]()
![]() Человек является центральной фигурой в системе управления качеством как организационной системы управления. Практически управление качеством начинается и заканчивается человеком, т.е. он и субъект, и объект управления в системе управления качеством. Человек — наиболее сложный элемент, действующий в различных сферах: принятие решений, создание новой техники, добыча и создание сырья, создание технологии, обслуживание приборов, машин и станков, управление и многие другие. Поэтому все основные категории теории управления качеством не должны рассматриваться отвлеченно от особенностей человека.
Человек является центральной фигурой в системе управления качеством как организационной системы управления. Практически управление качеством начинается и заканчивается человеком, т.е. он и субъект, и объект управления в системе управления качеством. Человек — наиболее сложный элемент, действующий в различных сферах: принятие решений, создание новой техники, добыча и создание сырья, создание технологии, обслуживание приборов, машин и станков, управление и многие другие. Поэтому все основные категории теории управления качеством не должны рассматриваться отвлеченно от особенностей человека.
Как считают специалисты в области управления качеством, в среднем 95% проблем организаций в области качества в конечном счете связаны с человеком, его образом мышления, его мотивацией. Это подтверждает тезис о приоритетной роли человека в системе качества. В связи с этим особое значение в системе менеджмента качества имеет стиль управления и культура организации.
Интеграция всеобщего управления качеством и управления кадрами подразумевает переход к новому стилю руководства. Традиционный стиль руководства может быть описан следующими принципами:
• решения принимаются только наверху;
• каждое лицо ответственно только за свою собственную работу;
• общение медленное и исходит от руководства;
• минимальная связь между подразделениями;
• внимание служащего сфокусировано на вершину (на начальника);
• руководство определяет, как выполнять задания;
• руководство не ожидает, что его персонал будет в достаточной степени мотивирован к качественному труду.
Таким образом, исключительная роль человека в решении проблем организации контроля очевидна, и это необходимо учитывать, формируя систему управления качеством неразрушающего контроля.
Технические средства НК включают в себя аппаратурную часть, программное обеспечение и эксплуатационно-техническую документацию. К сожалению, разработкам необходимой технологической документации, методикам, исследованию оптимальных процедур НК уделяется явно недостаточное внимание.
Контрольно-диагностические операции следует рассматривать как важнейший, обеспечивающий качество технологический передел со всеми вытекающими из этого выводами. От правильного выбора НК в большой степени зависит эффективность конечного результата - долговременная работоспособность объектов при минимальных затратах. В качестве примера можно привести применяющийся до сих пор метод испытания труб большого диаметра с помощью гидропрессов, для которого необходимо строить специальные цехи и многотонное испытательное оборудование. В то же время автоматизированный ультразвуковой дефектоскоп позволяет выявить дефекты с большей достоверностью, чем гидроиспытания, при этом затраты на контроль уменьшаются в сотни раз. Алгоритмы испытаний должна формировать диагностическая технология с тем, чтобы определить, что и как следует применять. Именно технология должна минимизировать диагностические параметры, методы и средства, обеспечивающие достоверность определения аномального события.
Можно утверждать, что нет ни одного безошибочного метода контроля. Могут встречаться непредвиденные условия эксплуатации, поэтому диагностические технологии должны быть «избыточными» в отношении применения комплекса различных по физической сути методов и приемов НК, которые бы дополняли друг друга для обеспечения максимальной гарантии качества изделия.
Технология должна предусматривать спектр различных конструкций контрольно-диагностических приборов - от ручного до автоматизированного исполнения при рациональном сочетании их применения в процессах производства, испытаний и эксплуатации объектов. Она должна иметь библиотеку алгоритмов и программ диагностирования, выполненных применительно к конкретным изделиям, операциям и задачам обнаружения дефектов.
Самый важный момент - принятие решения о несоответствии изделия предъявляемым требованиям и прекращении его эксплуатации или функционирования - должен быть особо отмечен и научно обоснован в технологии. Фундаментом этого решения является предварительно набранный статистический материал.
Диагностические технологии необходимо предварительно опробовать, они не могут содержать неразумных требований в виде "не допускаются никакие виды дефектов", должны работать только на опережение, надежно распознавать предаварийную ситуацию, никаким образом не допускать аварийной эксплуатации изделий. Главным становится не вычисление размеров дефектов (дефектометрия), а определение остаточного ресурса объекта контроля, степени риска его эксплуатации.
Глава 2. Совершенствование системы контроля на основе процессного подхода
В современной практике моделирования управленческой и производственной деятельности для обозначения объектов моделирования принято использовать термин «бизнес-процесс». В МС ИСО 9000:2000 принят термин «процесс». Развитие и распространение двух областей знания постепенно привело к сближению этих понятий. Поэтому в данной работе процесс неразрушающего контроля описан как бизнес-процесс.
Методики моделирования и анализа бизнес-процессов являются в настоящее время одним из важнейших инструментов повышения эффективности бизнеса. Использование подобных методик и программных средств имеет своей конечной целью реорганизацию бизнес-процессов и, как следствие увеличение выручки, сокращение затрат на производство продукции и услуг, повышение качества продукции, оптимальное использование оборотного капитала, внедрение систем автоматизации и многое другое. Так или иначе, выполняемые в организациях проекты связаны с разработкой и внедрением новых систем управления или их элементов. Как правило, руководители организаций ожидают от внедрения значительного улучшения деятельности, например, сокращения затрат. Однако практический результат от внедрения систем трудно измерим.
![]() Одним из основополагающих принципов построения системы МК является принцип процессного подхода. В соответствии с ним производство продукции, услуг и управление предприятием рассматриваются как совокупность взаимосвязанных процессов, а каждый процесс — как совокупность целенаправленных операций, преобразующих входы процесса в выходы и имеющих своих поставщиков и потребителей. Реализация этого принципа кардинально изменяет сложившийся подход к управлению, основу которого составляет иерархическая организационная структура.
Одним из основополагающих принципов построения системы МК является принцип процессного подхода. В соответствии с ним производство продукции, услуг и управление предприятием рассматриваются как совокупность взаимосвязанных процессов, а каждый процесс — как совокупность целенаправленных операций, преобразующих входы процесса в выходы и имеющих своих поставщиков и потребителей. Реализация этого принципа кардинально изменяет сложившийся подход к управлению, основу которого составляет иерархическая организационная структура.
Процессный подход предполагает:
– выявление и идентификацию существующих процессов;
– анализ, проектирование новых или перепроектирование (реформирование или реинжиниринг) существующих процессов;
Методология моделирования бизнес-процессов IDEF0, на мой взгляд, предназначена для описания процессов верхнего уровня. Описывая такие процессы, аналитик уделяет огромное внимание управлению процессами, обратным связям по управлению и информации. Приведем основные преимущества и недостатки методологии IDEF0.
| Преимущества | Недостатки |
| Полнота описания бизнес-процесса (управление, информационные и материальные потоки, обратные связи) Комплексность при декомпозиции (мигрирование и туннелирование стрелок) Возможность агрегирования и детализации потоков данных и информации (разделение и слияние стрелок) Наличие жестких требований методологии, обеспечивающих получение моделей процессов стандартного вида Простота документирования процессов Соответствие подхода и описания процессов в IDEFO МС ИСО 9000:2000. | Сложность восприятия (большое количество стрелок) Большое количество уровней декомпозиции Трудность увязки нескольких процессов, представленных в различных моделях одной и той же организации |
Важнейшей характерной чертой IDEF0 является полнота описания бизнес-процесса, которая достигается за счет наличия средств, отображающих управляющие воздействия, обратные связи по управлению и информации. Методология IDEF0 представляет аналитику возможность не заботиться о комплексности декомпозиции путем использования механизмов мигрирования и туннелирования стрелок. Такой механизм обеспечивает связность создаваемых диаграмм между собой. Кроме того, она делает модель процесса наглядной. Использование возможности разделения и слияния стрелок также способствует созданию более наглядных и проработанных моделей. Резюмируя, можно сказать, что жесткие требования по формированию моделей в IDEF0 в сочетании с гибкими средствами представления потоков информации и ресурсов, обеспечивают создание IDEFO-моделей стандартного вида.
Основным преимуществом методологии IDEF0 является также соответствие формата представления процесса в IDEF0 определению процесса МС ИСО 9000:2000, что позволяет выбирать IDEF0 в качестве внутреннего стандарта организации, регламентирующего описание бизнес-процессов.
К недостаткам IDEF0 можно отнести сложность восприятия схем процессов сотрудниками организации, особенно руководителями. Следует отметить, однако, что эффективное применение любой нотации предполагает обучение как сотрудников, так и руководителей умению читать и анализировать схемы процессов.
Кроме того, применяя IDEF0, сложно увязывать между собой модели нескольких процессов (например, сбыт и производство) при необходимости создания отдельных моделей для каждого из этих процессов. Однако недостаток является, скорее, техническим и может быть устранен путем предварительных договоренностей о правилах моделирования.
Похожие работы
... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...

... имеет ряд недостатков, связанных с его неопределенностью. Тем не менее считается важным вспомогательным показателем. В данной работе инвестиционное обеспечение реализации вышеописанной стратегии развития предприятия будет осуществлено по одному из возможных направлений. Это обусловлено тем, что всестороннее обеспечение требует значительно большего объема исходной информации, полноту которого ...
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
... на одинаковых должностях. Исправление выделенных недостатков в системе управлении персоналом позволит улучшить производственно-финансовое состояние предприятия в целом. 3. Проект мероприятий по совершенствованию системы управления персоналом 3.1 Разработка системы подбора кадров Производственная организация постоянно ведет поиск кандидатов на вакантную должность. На имеющуюся вакантную ...
0 комментариев