Виды и характеристики дефектов контролируемых объектов обнаруживаемых на основных этапах жизненного цикла изделий
Причины возникновения и пропусков дефектов в процессе производства
Факторы, влияющие на качество неразрушающего контроля изделий
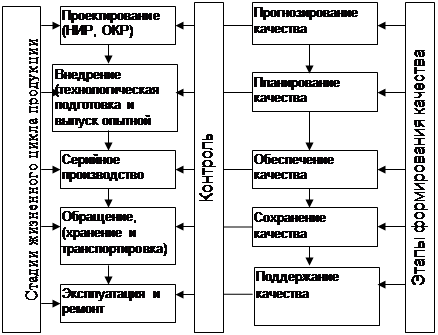
Место НК в процессе производства
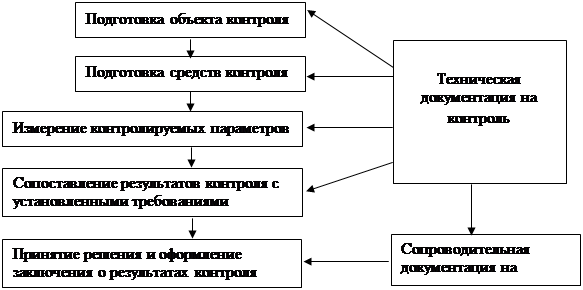
Организация неразрушающего контроля
Комплексная технология АУЗК
Навигация
Виды и характеристики дефектов контролируемых объектов обнаруживаемых на основных этапах жизненного цикла изделий
Совершенствование системы неразрушающего контроля качества изделий на предприятиях машиностроительного профиля
81363
знака
4
таблицы
0
изображений
1.2 Виды и характеристики дефектов контролируемых объектов обнаруживаемых на основных этапах жизненного цикла изделий
Многолетний опыт исследования отказов машин и механизмов свидетельствует о том, что основным видом разрушения деталей из различных металлических материалов является разрушение от усталости. Причину указанного вида разрушения весьма многообразны. К их числу относятся: например, низкое качество материала или изготовления деталей, недостаточная конструктивная прочность, нарушение требований эксплуатации и т.д.
С точки зрения неразрушающего контроля деталей и изделий из металлических материалов все виды несовершенства в металлах вне зависимости от природы их образования (нарушение в металлургии, технологии, эксплуатации) целесообразно рассмотреть с позиции: дефект есть или дефект отсутствует
Дефект – каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией.
Дефект может существовать на каждом этапе жизненного цикла изделий.
Обеспечение на стадии проектирования свободных подходов к контролируемым деталям исключает в эксплуатации необходимость доработки конструкции изделий для проведения контроля.
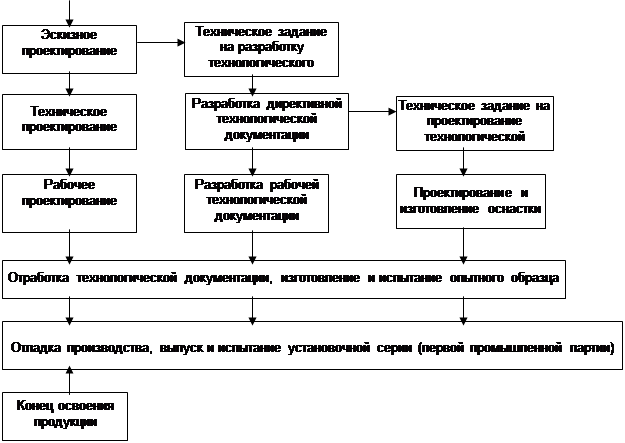
На основе анализа расчетных напряжений, результатов статических и динамических испытаний, а также статистики отказов при эксплуатации аналогичных по конструкции образцов техники конструктор должен определить, какие высоко нагруженные детали и узлы подлежат НК в процессе эксплуатации, где места возможного возникновения на них усталостных трещин и зоны контроля.
Конструктор должен указать методы и средства НК, в том числе и устройства встроенного дефектоскопического контроля объектов, возможность контроля которых должна быть обеспечена в запланированном объеме. Если невозможно использовать известные методы и средства контроля, необходимо разработать и рекомендовать новые.
Конструктор должен разработать техническую документацию по дефектоскопическому контролю, включающую перечень контролируемых объектов и схемы размещения их на изделии, рекомендуемые методы, средства и технологию контроля, критерии браковки, последовательность выполнения контроля, порядок введения контроля в условиях эксплуатации изделия и последующего расширения его объема. Кроме того, должны быть определены, продолжительность и необходимые трудозатраты на подготовку, и выполнение контрольных операций.
Работы по обеспечению технологичности изделий и созданию технической документации по дефектоскопическому контролю выполняются конструктором совместно со специалистами по дефектоскопии, производству и эксплуатации машин – объектов контроля. Из-за ошибок допущенных на стадии проектирования конструктором происходит зарождение дефектов в изделиях.
Самое большое количество дефектов выявляемых методами НК возникает на этапе изготовления изделий.
Рассмотрим металлургические дефекты, которые образуются при выплавке слитков или литье деталей. Наиболее распространенными металлургическими дефектами являются: усадочные и газовые раковины, трещины и включения.
Усадочные раковины – представляют собой полость, образовавшуюся вследствие уменьшения объема жидкого металла при его затвердевании. Причина образования такого дефекта является – уменьшение объема металла при затвердевании.
Газовые раковины – полости округлой формы диаметром 1…3 мм и более с гладкой блестящей поверхностью. Основными причинами возникновения могут быть: низкая газопроницаемость формы и стержней; плохая обработка холодильников и т.д.
Трещины– представляют собой нарушения сплошности в виде разрывов металла. Образование трещин в непрерывном слитке связано с напряжениями, возникающими в процессе его формирования, и обусловлено пониженной прочностью и пластичностью металла в различных температурных интервалах.
Включения бывают двоякого рода и происхождения: включение неметаллических частиц, попавших в металл извне (шлак, огнеупор, песок, графит) и металлические включения (ферросплавы, затонувшие куски прутков или маркировочных дужек и т.д.)
Опасные дефекты технологического происхождения, резко снижающие характеристики сопротивления деталей экспериментальным нагрузкам – это дефекты сварки (табл. 1).
Таблица 1
Термины и определения дефектов сварных соединений по ГОСТ 2601-84
| Термин | Определение |
| Трещина сварного соединения | Дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах |
| Продольная трещина сварного соединения | Ориентированная вдоль оси сварного шва |
| Поперечная трещина сварного соединения | Ориентированная поперек оси сварного шва |
| Разветвленная трещина сварного соединения | Имеющая ответвления в различных направлениях |
| Микротрещина сварного соединения | Обнаруженная при пятидесятикратном и более увеличении |
| Усадочная раковина сварного шва | Дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металлом |
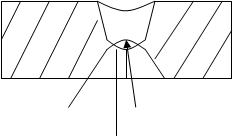
| Вогнутость корня шва | Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва |
| Свищ в сварном шве | Дефект в виде воронкообразного углубления в сварном шве |
| Пора в сварном шве | Дефект сварного шва в виде полости округлой формы, заполненной газом |
| Цепочка пор в сварном шве | Группа пор в сварном шве, расположенных в линию |
| Непровар | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва |
| Прожог сварного шва | Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны |
| Шлаковое включение сварного шва | Дефект в виде вкрапления шлака в сварном шве |
| Брызги металла | Дефект в виде окалины или пленки окислов на поверхности сварного соединения |
| Поверхностное окисление сварного соединения | Дефект в виде окалины или пленки окислов на поверхности сварного соединения |
| Подрез зоны сплавления | Дефект в виде углубления по линии сплавления сварного шва с основным металлом |
| Наплыв на сварном соединении | Дефект в виде напекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним |
| Смещение сваренных кромок | Неправильное положение сваренных кромок друг относительно друга |
Воздействие эксплуатационных нагрузок, окружающей среды (температура, влажность, пары кислот и т.п.), фазовые и структурные превращения, протекающие во времени в условиях воздействия эксплуатационных факторов при неблагоприятных сочетаниях могут вызвать зарождение и развитие эксплуатационных повреждений (коррозионные язвы, трещины, питтинги).
Похожие работы
... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...

... имеет ряд недостатков, связанных с его неопределенностью. Тем не менее считается важным вспомогательным показателем. В данной работе инвестиционное обеспечение реализации вышеописанной стратегии развития предприятия будет осуществлено по одному из возможных направлений. Это обусловлено тем, что всестороннее обеспечение требует значительно большего объема исходной информации, полноту которого ...
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
... на одинаковых должностях. Исправление выделенных недостатков в системе управлении персоналом позволит улучшить производственно-финансовое состояние предприятия в целом. 3. Проект мероприятий по совершенствованию системы управления персоналом 3.1 Разработка системы подбора кадров Производственная организация постоянно ведет поиск кандидатов на вакантную должность. На имеющуюся вакантную ...
0 комментариев