Навигация
В работе одновременно участвуют несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение
10904
знака
0
таблиц
15
изображений
1. В работе одновременно участвуют несколько лезвий, поэтому фрезерование является более производительным способом обработки, чем точение.
2. Каждый зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания. Так как корпус фрезы большей частью имеет значительную массы, это способствует лучшему охлаждению лезвий.
3. Толщина стружки изменяется до некоторого максимума по вполне определенному закону, вследствие чего силы резания имеют переменные значения.
Различают два способа фрезерования:
– встречное – направления вращения и движения подачи противоположны;
– попутное –направление вращения и движения подачи совпадают.
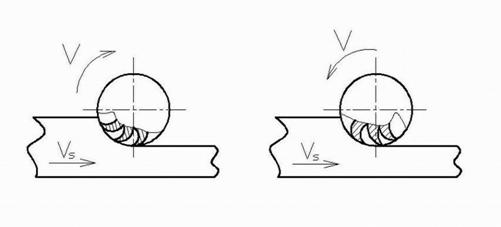
Рис. 7. Встречное и попутное фрезерование
При встречном фрезеровании происходит постепенное возрастание нагрузки на зуб по мере врезания его в обрабатываемый материал, что обеспечивает более плавную работу и меньшую скорость изнашивания зубьев, чем при поступательном фрезеровании, однако чистота обрабатываемой поверхности при этом уменьшается (т.к. происходит как бы отрыв заготовки от стола станка).
Для процессов фрезерования плоскостей применяют горизонтальные и вертикально-фрезерные станки.
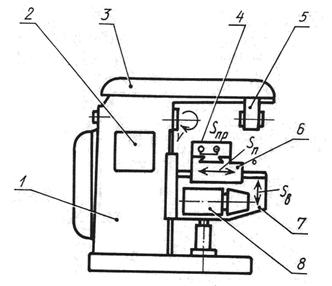
Рис. 8. Горизонтально-фрезерный станок: 1 – станина; 2 –коробка скоростей; 3 – хобот; 4 – стол; 5 – подвеска; 6 – салазки; 7 – консоль; 8 – коробка подач.

Рис. 9. Вертикально-фрезерный станок: 1 – станина; 2 – коробка скорости; 3 – поворотная шпиндельная головка; 4 – шпиндель; 5 – стол; 6 – салазки; 7 – консоль; 8 – коробка подач.
Протягивание
Протягивание – высокопроизводительный метод обработки внутренних и наружных поверхностей, обеспечивающий высокую точность формы и размеров обрабатываемой поверхности.
Протягивают многолезвийным режущим инструментом – протяжкой, при его поступательном движении относительно неподвижной заготовки.
Метод протягивания заключается в том, что каждый зуб протяжки срезает с обрабатываемой поверхности стружку небольшой (от 0,1 до 0,2 мм) толщины. Это происходит потому, что размер каждого последующего зуба больше предыдущего.
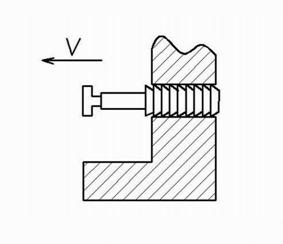
Рис. 10. Протягивание
Протяжка имеет замкнутую (хвостовую) часть для крепления к ползунустанка, шейку, направляющую, режущую и калибрующую части.
Различают внутреннее и наружное протягивание.
Внутреннее протягивание используется для выполнения отверстий различных размеров (3 – 300 мм) и форм (цилиндрические, трехгранные, квадратные и т.д.).
Наружное протягивание используют для получения прямых и спиральных зубьев, прямых и винтовых канавок плоских и кривых наружных поверхностей.
Отверстия под протяжку предварительно высверливают или растачивают. Наружные поверхности протягивают без предварительной обработки резанием, т.е. в черновом виде (отливки, поковка).
Шлифование
Шлифованием называют процесс обработки заготовок резанием с помощью абразивных кругов. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100 мм в минуту). Шлифовальные круги срезают стружку на очень больших скоростях – от 30м/с и выше. Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована работу трения по поверхности резания.
Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиги одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется. Но этот эффект менее ощутим, чем при обработке металлическим инструментом.
Обработка шлифованием в большинстве случаев является чистовой и отделочной операцией, обеспечивающей ввысоке качество обработанной поверхности и точность обработки (1 –2 квалитеты). В некоторых случаях шлифование применяют для предварительной обработки (очистки) заготовок, обдирки при снятии слоя до 6 мм.
Процесс шлифования обычно осуществляется при помощи трех движений: вращения шлифовального круга, вращения или возвратно-поступательного перемещения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.
Шлифование наружных поверхностей цилиндрических, конических, фасонных тел вращения и их торцевых поверхностей производят на круглошлифовальных станках с использованием плоских, дисковых, тарельчатых и чашечных шлифовальных кругов.
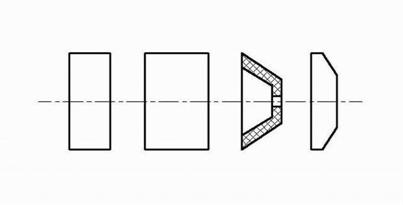
Рис. 11. Виды шлифовальных кругов
При этом широко используют два основных метода круглого шлифования: в центрах и бесцентровое.
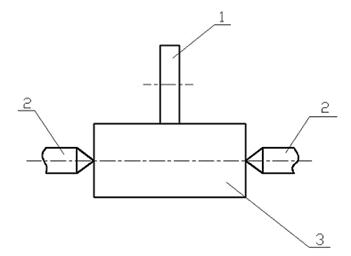
Рис. 12. Шлифование в центрах
При шлифовании в центрах шлифовальный круг (1) закрепляется на шпиндель шлифовальной бабки и вращается с заданной скоростью. Обрабатываемая деталь (3) устанавливается в центрах (2) передней и задней бабки и вращается навстречу кругу со значительно меньшей (в 50–100 раз) скоростью (окружной подачей). Движение подачи вдоль оси детали при необходимости осуществляется столом шлифовального станка.
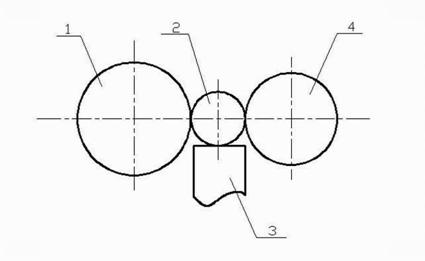
Рис. 13. Бесцентровое шлифование
При бесцентровом шлифовании используют два круга: шлифовальный (1) и ведущий (4). Шлифовальный круг вращается со скоростью 30–40 м/с, а ведущий – со скоростью примерно в 100 раз меньшей. Обрабатываемая деталь (2) опирается на нож (3) и вращается ведущим кругом.
Осевая подача достигается поворотом ведущего круга или ножа на угол 1°–7°. Движение подачи на глубину шлифования осуществляется шлифовальным кругом.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е.Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и пе-риферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
5. Зайцев И.В. Технология электроаппаратостроения: Учеб. пособие для ВУЗов. – М.: Высш. Школа, 2002. – 215с.
6. Основы технологии важнейших отраслей промышленности: В 2 ч. Ч.1: Учеб. пособие для вузов / И.В. Ченцов, И.А.
Похожие работы

... технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой этим инструментом. Технологический переход часто бывает операцией. В этом случае эти технологические действия называются способом механической обработки. Например: наружная поверхность вращения вала может быть обработана множеством способов, одним из которых является способ ...
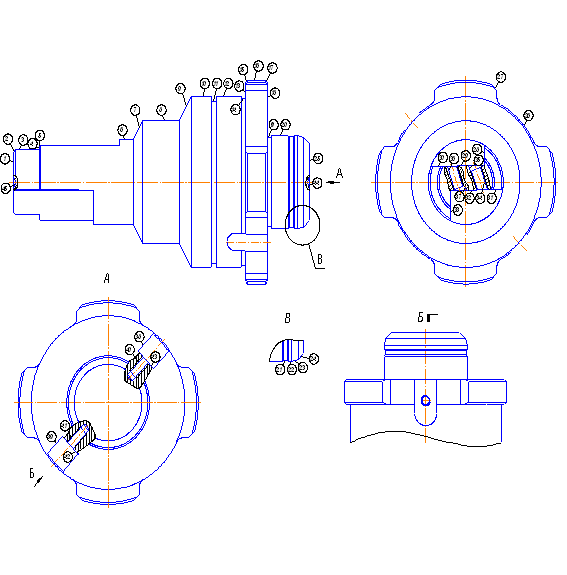
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев