Навигация
Выбор технологической оснастки
23605
знаков
6
таблиц
5
изображений
7. Выбор технологической оснастки
Произведём выбор технологической оснастки, необходимой для осуществления комплекса всех операций по обработке данной детали.
Под технологической оснасткой понимаются приспособления, служащие для закрепления заготовки (детали) и режущего инструмента, режущие инструменты, и мерительные инструменты для контроля правильности обработки поверхностей. Технологическую оснастку выбираем с помощью справочников ([2], [3]), а также ориентируясь на КОМПАС Автопроект. Результаты выбора сводим в таблицу.
Таблица 5 – Результаты выбора технологической оснастки
| Операция | Приспособление | Инструмент | |
| Режущий | Мерительный | ||
| Фрезерно-центроваль-ная | 1. Призма ГОСТ 12195-66 | 1. Фреза ГОСТ 16230-81 2. Фреза ГОСТ 16230-81 3. Сверло ГОСТ 14952-75 4. Сверло ГОСТ 14952-75 | 1. Линейка ГОСТ 427-75 2. Штангенциркуль ШЦ-I-1-125-0,1 ГОСТ 166-89 |
| Токарно-винторезная | 1. Центр ГОСТ 8742-75 2. Хомутик поводко- вый для токарных и фрезерных работ ГОСТ 2578-70 | 1. Резец ГОСТ 18877-73 | 1. Штангенциркуль ШЦ-II-125-0,05 ГОСТ 166-89 2. Линейка ГОСТ 427-75 |
| Вертикально-фрезерная | 1. Призма ГОСТ 12194-66 | 1. Фреза ГОСТ 6396-78 | 1. Калибр-пробка 8133-0183 ГОСТ 16778-93 |
| Горизонтально-расточная | 1.Призма ГОСТ 12194-66 | 1. Фреза ГОСТ 16229-81 | 1. Штангенциркуль ШЩ-11-125-0,05 |
| Радиально- сверлильная | 1. УСП | 1. Сверло ГОСТ 10903-77 2. Зенкер ГОСТ 12489-71 3. Метчик ГОСТ 3266-81 | 1. Пробка ГОСТ 18926-73 |
| Кругло-шлифоваль-ная | 1. Центр А-1-2-НП ГОСТ 8742-75 2. Хомутик поводко- вый для токарных и фрезерных работ ГОСТ 16488-70 | 1. Круг ГОСТ 2424-83 | 1. Микрометр МВП ГОСТ 4380-93 |
| Зубофрезерная | 1. Хомутик ГОСТ 16488-70 2. Центр ГОСТ 8742-75 | 1. Фреза ГОСТ 9324-80 | 1.Прибор ГОСТ 10387-81 |
8. Расчёт режимов резания
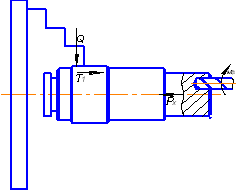
Рассчитаем режимы резания при чистовом точении шейки вала ø160k6![]() .
.
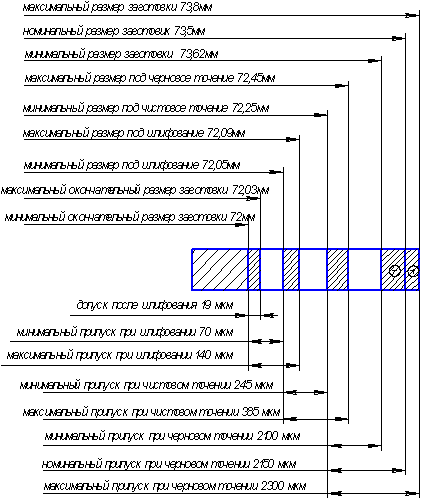
1) Глубину резания определяем из схемы полей допусков:
![]() .
.
2) Подача при чистовом точении выбирается в зависимости от требуемых параметров шероховатости обработанной поверхности и радиуса при вершине резца [2, ч.2, табл.14 с 268]:
S=0,4 мм/об.
3) Скорость резания рассчитывается по эмпирической формуле:
 ,
,
где Т – среднее значение стойкости, Т=45 мин [2, ч.2, с 268];
![]() ; x=0,15; y=0,35; m=0,2 [2, ч. 2, табл.17,с 269];
; x=0,15; y=0,35; m=0,2 [2, ч. 2, табл.17,с 269];
![]()
где ![]() – коэффициент, учитывающий влияние материала заготовки;
– коэффициент, учитывающий влияние материала заготовки;

где ![]() – коэффициент, характеризующий группу стали по обраба-
– коэффициент, характеризующий группу стали по обраба-
тываемости,
![]() =1,
=1, ![]() =1 [2, ч. 2, табл.2, с 262];
=1 [2, ч. 2, табл.2, с 262];
![]() – коэффициент, учитывающий состояние поверхности,
– коэффициент, учитывающий состояние поверхности,
![]() =0,85 [2, ч. 2, табл.5, с 263];
=0,85 [2, ч. 2, табл.5, с 263];
![]() – коэффициент, учитывающий влияние материала
– коэффициент, учитывающий влияние материала
инструмента,
![]() =1 [2, ч. 2, табл.6,с 263].
=1 [2, ч. 2, табл.6,с 263].
 м/мин.
м/мин.
По рассчитанной скорости резания определяем частоту вращения шпинделя станка при обработке данной поверхности:
 об/мин.
об/мин.
Принимаем фактическую частоту вращения ![]() =375 об/мин. При данной частоте скорость резания:
=375 об/мин. При данной частоте скорость резания:
 м/мин.
м/мин.
Определим режимы резания при фрезеровании шпоночного паза на правом торце вала.
1) Глубина резания t=11 мм;
2) Подачу выбираем максимально допустимую исходя из прочности фрезы:
S = 0,2 мм/об [2, ч. 2, с 277].
3) Скорость резания, м/мин:
где ![]() q = 0,40; y = 0,70; m = 0,20 [2, ч. 2, с 278];
q = 0,40; y = 0,70; m = 0,20 [2, ч. 2, с 278];
T – период стойкости сверла, Т = 30 мин [2, ч. 2, с 279];
![]() – общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
![]()
где ![]() – коэффициент на обрабатываемый материал,
– коэффициент на обрабатываемый материал,
где ![]() – коэффициент, характеризующий группу стали по обраба-
– коэффициент, характеризующий группу стали по обраба-
тываемости, ![]() = 1 [2, ч. 2, с 262];
= 1 [2, ч. 2, с 262];
![]() – показатель степени,
– показатель степени, ![]() =0,9 [2, ч. 2, с 262];
=0,9 [2, ч. 2, с 262];
![]() – коэффициент на инструментальный материал,
– коэффициент на инструментальный материал,
![]() = 1[2, ч. 2, с 263];
= 1[2, ч. 2, с 263];
![]() – коэффициент, учитывающий глубину сверления,
– коэффициент, учитывающий глубину сверления,
![]() = 1 [2, ч. 2, с 280].
= 1 [2, ч. 2, с 280].
При данной скорости резания частота вращения инструмента:

Принимаем фактическую частоту вращения ![]() . Тогда скорость резания:
. Тогда скорость резания:

Похожие работы


... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...

... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, ...
0 комментариев