Навигация
Основные понятия и определения автоматики
39590
знаков
4
таблицы
4
изображения
1.1. Основные понятия и определения автоматики
Формирование автоматики как самостоятельной отрасли науки и техники сопровождалось установлением определенных общепринятых понятий. Определенность понятий и их точное понимание имеют важное значение, так как методы и средства автоматики нашли широкое применение в различных отраслях народного хозяйства.
Автоматика — отрасль науки и техники об управлении и контроле протекания различных процессов, действующих без непосредственного участия человека. Более конкретное (узкое) определение автоматики — это совокупность методов и технических средств, исключающих участие человека при выполнении операций конкретного процесса.
Автоматизация — процесс, при котором функции управления и контроля осуществляются методами и средствами автоматики. В применении к любому производству автоматизация характеризуется освобождением человека от непосредственного выполнения функций управления производственными процессами и передачей этих функций автоматическим устройствам. Понятие автоматизации имеет широкое содержание, включающее комплекс технических, экономических и социальных вопросов. Техническая направленность автоматизации позволяет организовать технологические процессы с такой скоростью, точностью, надежностью и экономичностью, которые человек обеспечить не может. Экономическая направленность позволяет получить сравнительно быструю окупаемость первоначальных затрат за счет снижения эксплуатационных расходов и повышения объема и качества выпускаемой продукции, а социальная направленность позволяет изменить характер и улучшить условия труда человека.
По степени автоматизации производства различают частичную, комплексную и полную автоматизацию.
Частичная автоматизация — это автоматическое выполнение отдельных производственных операций, осуществляемое в тех случаях, когда определенные технологические процессы вследствие своей сложности или быстродействия невыполнимы для человека. Функции человека при частичной автоматизации определяются технологическим процессом и сводятся к участию в производственных операциях, контроле и управлении. Частично автоматизируется, как правило, действующее производственное оборудование, причем наиболее эффективно автоматизировать технологический процесс, который сравнительно легко можно функционально выделить из общего производства.
Комплексная автоматизация — автоматическое выполнение всех основных производственных операций участка, цеха, завода, электростанции и т. д. как единого взаимосвязанного комплекса. Функции человека при комплексной автоматизации ограничиваются контролем и общим управлением. При комплексной автоматизации отдельные автоматические регуляторы и программные устройства должны быть связаны между собой, и образовывать единую систему управления.
Полная автоматизация — высшая ступень, при которой автоматизируются все основные и вспомогательные участки производства, включая систему управления и контроля. Управление и контроль автоматизируются с помощью вычислительных машин или специализированных автоматических устройств. Функции человека при полной автоматизации сводятся к наблюдению за работой оборудования и устранению возникающих неисправностей.
При определении степени автоматизации следует учитывать прежде всего экономическую эффективность и техническую целесообразность в условиях конкретного производства.
В зависимости от выполняемых функций автоматизация классифицируется на следующие основные виды: управление, контроль, сигнализация, блокировка, защиты и регулирование.
Управление — это совокупность действий, направленных на поддержание функционирования объекта в соответствии с заданной программой, выполняемых на основе определенной информации о значениях параметров управляемого процесса (приведенное определение термина «управление» имеет в основном технический смысл применительно к изучаемому предмету).
Любой процесс управления в каждый момент времени характеризуется одним или несколькими показателями, которые отражают физическое состояние управляемого объекта (температура, скорость, давление, электрическое напряжение, ток, электромагнитное поле и т. д.). Эти показатели в процессе управления должны изменяться по какому-либо закону или оставаться неизменными при изменении внешних условий и режимов работы управляемого устройства. Такие показатели называются параметрами управляемого процесса.
С точки зрения автоматизации производства управление разделяется на автоматическое и полуавтоматическое.
При автоматическом управлении подача команд на управляемый объект осуществляется от специальных устройств либо по заданной программе, либо на основании информации контролируемых параметров. При полуавтоматическом управлении контроль работы управляемого объекта и подачи команд осуществляется частично оператором. Полуавтоматическое управление может быть местным или дистанционным. При местном управлении аппараты
управления и контроля размещаются рядом с объектом, при дистанционном — на любом расстоянии от объекта.
Автоматический контроль — автоматическое получение и обработка информации о значениях контролируемых параметров объекта с целью выявления необходимости управляющего воздействия. Автоматический контроль можно рассматривать как составную часть автоматического управления, так как для протекания процесса по заданной программе необходимо иметь информацию о значениях контролируемых параметров, с тем чтобы оказывать при необходимости управляющее воздействие. Контроль может быть непрерывным и дискретным. Непрерывный контроль — это контроль, при котором контролируемые параметры постоянно сопоставляются с заданными значениями. Дискретный контроль — это контроль, при котором сопоставление параметров осуществляется периодически. Контроль также классифицируется на местный и дистанционный. Местный контроль — это контроль, при котором наблюдение за состоянием параметров осуществляется непосредственно у объекта, при дистанционном контроле наблюдение за состоянием параметров осуществляется на расстоянии от объекта.
Сигнализация — это преобразование информации о функционировании контролируемого объекта (о значении характерных параметров) в условный сигнал, понятный дежурному или обслуживающему персоналу. Сигнализация обычно разделяется на технологическую и аварийную. Технологическая сигнализация извещает персонал о ходе процесса при возможных допустимых отклонениях контролируемых параметров. Извещение может быть в виде световых сигналов (загорание или мигание ламп, табло и т. д.), а также сочетанием световых и звуковых сигналов. Аварийная сигнализация извещает об отклонениях контролируемых параметров технологического процесса за допустимые пределы и необходимость вмешательства персонала. Аварийное извещение должно отличаться от .технологического по своему логическому восприятию. Обычно оно выполняется в виде световых и звуковых сигналов.
Пример технологической и аварийной сигнализации — это функционирование релейной защиты электрической станции. При заданных значениях напряжения и тока постоянно горящее световое табло свидетельствует о нормальном режиме работы высоковольтного оборудования. При отклонении напряжения и тока электрической сети за допустимые значения срабатывает релейная защита и световое табло начинает мигать в сопровождении звуковых прерывистых сигналов.
Блокировка — это фиксация механизмов, устройств в определенном состоянии в процессе их работы. Блокировка позволяет сохранить механизм, устройство в фиксированном положении после получения внешнего воздействия. Блокировка повышает безопасность обслуживания и надежность работы оборудования, обеспечивает требуемую последовательность включения механизмов, устройств, а также ограничивает перемещение механизмов в пределах рабочей зоны. Примером блокировки может служить устройство высоковольтного выключателя. Механизм блокировки устроен таким образом, что включение выключателя возможно только при закрытой лицевой панели.
Автоматическая защита — это совокупность методов и средств, прекращающих процесс при возникновении отклонений за допустимые значения контролируемых параметров. Так, например, при перегрузках или коротких замыканиях в электрических сетях происходит срабатывание определенного вида защиты (тепловой, максимального тока и т. д.) и автоматическое отключение аварийных участков. В ряде случаев устройства защиты одновременно выполняют функции управления. Например, для повышения уровня бесперебойности электроснабжения защитные устройства с одновременным отключением аварийной цепи автоматически включают резервные цепи.
Автоматическое регулирование — это автоматическое обеспечение заданных значений параметров, определяющих требуемое протекание управляемого процесса в соответствии с установленной программой. Автоматическое регулирование можно рассматривать как составную часть автоматического управления.
Параметры управляемого процесса, подлежащие заданным изменениям или стабилизации, называют регулируемыми параметрами.
Устройство, аппарат или изделие, у которых регулируются один или несколько параметров, называют объектом автоматического регулирования.
Устройство, обеспечивающее автоматическое поддержание заданного значения регулируемого параметра в управляемом объекте или его изменения по определенному закону, называют регулятором.
Совокупность объекта регулирования и автоматического регулятора называют системой автоматического регулирования (САР).
В системе автоматического регулирования различают прямую и обратную связь.
Прямая связь — это воздействие каждого предыдущего элемента регулятора на последующий.
Обратная связь — воздействие одного из последующих элементов регулятора на предыдущий. Обратная связь бывает положительной, когда направление ее воздействия совпадает с направлением воздействия предыдущего элемента на последующий, и отрицательной в противоположном случае.
Основной раздел
2.1. Процесс обессоливания нефтей
При глубоком обезвоживании некоторых нефтей, в пластовой воде которых содержится мало солей, происходит почти полное их удаление. Однако большинство нефтей нуждается в дополнительном обессоливании.
В некоторых случаях для обессоливания используется термохимический метод, но чаще применяется способ, сочетающий термохимическое отстаивание с обработкой эмульсии в электрическом поле. Установки последнего типа носят название электрообессоливающих (ЭЛОУ).
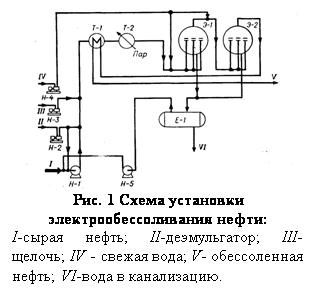 Технологическая схема установки электрообессоливания нефти приводится на рис. 1. Нефть, в которую введены промывная вода, деэмульгатор и щелочь, насосом Н-1 прокачивается через теплообменник 7-1 и пароподогреватель Т-2 в электродегидратор первой ступени Э-1. Здесь удаляется основная масса воды и солей (содержание их снижается в 8-10 раз.) На некоторых установках ЭЛОУ перед Э-1 находится термохимическая ступень. Из Э-1 нефть поступает в электродегидратор второй ступени Э-2 для повторной обработки. Перед Э-2 в нефть вновь подается вода. Общий расход воды на обессоливание составляет 10% от обрабатываемой нефти. На некоторых установках свежая вода подается только на вторую ступень обессоливания, а перед первой ступенью с нефтью смешиваются промывные воды второй ступени. Так удается снизить расход воды на обессоливание вдвое.
Технологическая схема установки электрообессоливания нефти приводится на рис. 1. Нефть, в которую введены промывная вода, деэмульгатор и щелочь, насосом Н-1 прокачивается через теплообменник 7-1 и пароподогреватель Т-2 в электродегидратор первой ступени Э-1. Здесь удаляется основная масса воды и солей (содержание их снижается в 8-10 раз.) На некоторых установках ЭЛОУ перед Э-1 находится термохимическая ступень. Из Э-1 нефть поступает в электродегидратор второй ступени Э-2 для повторной обработки. Перед Э-2 в нефть вновь подается вода. Общий расход воды на обессоливание составляет 10% от обрабатываемой нефти. На некоторых установках свежая вода подается только на вторую ступень обессоливания, а перед первой ступенью с нефтью смешиваются промывные воды второй ступени. Так удается снизить расход воды на обессоливание вдвое.
Обессоленная нефть из Э-2 проходит через теплообменник Т-1, холодильник и подается в резервуары обессоленной нефти. Вода, отделенная в электродегидраторах, направляется в нефтеотделитель Е-1 для дополнительного отстоя. Уловленная нефть возвращается на прием сырьевого насоса, а вода сбрасывается в промышленную канализацию и передается на очистку.
2.2. Основные виды электрообессоливающих установокГлавным аппаратом установки является электродегидратор - емкость, снабженная электродами, к которым подводится переменный ток высокого напряжения. В эксплуатации на промысловых и заводских установках ЭЛОУ находятся электродегидраторы различных конструкций: вертикальные, шаровые и горизонтальные.
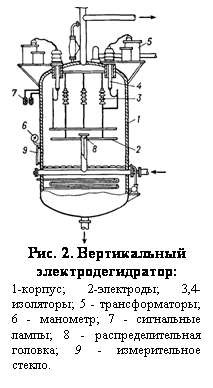
Вертикальный электродегидратор (рис. 2) представляет собой цилиндрический сосуд диаметром 3 м, высотой 5 м и объемом 30 м3. Внутри находятся электроды - металлические пластины, подвешенные на фарфоровых изоляторах. Ток подается к электродам от двух повышающих трансформаторов мощностью по 5 ква (киловольтампер) каждый. Напряжение между электродами от 15 до 33 кв.
Сырье вводится в электродегидратор через вертикальную, вмонтированную по оси аппарата трубу, которая на половине высоты дегидратора заканчивается распределительной головкой. Головка устроена так, что через ее узкую кольцевую щель эмульсия нефти и воды вводится в виде тонкой веерообразной горизонтальной струи. Обработанная нефть выводится в центре верхнего днища электродегидратора, а отстоявшаяся вода - через нижнее днище.
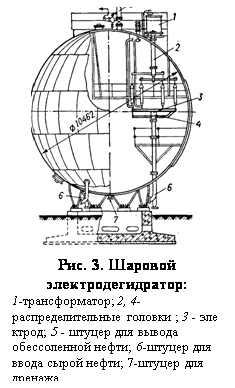
 Недостатком вертикальных электродегидраторов, приведшим к их вытеснению более современными конструкциями, является низкая производительность, недостаточно высокая температура обессоливания. Из-за низкой производительности на установках ЭЛОУ приходилось соединять параллельно 6-12 аппаратов. На мощных электрообессоливающих установках, построенных в 1955-1970 гг., применяются шаровые электродегидраторы емкостью 600 м3 и диаметром 10,5 м. Производительность такого дегидратора (рис. 3) равна 300-500 м3/ч. Принцип его действия тот же, что и вертикального аппарата, но вместо одного стояка с распределительной головкой для ввода сырья и одной пары электродов в шаровом электродегидраторе их по три.
Недостатком вертикальных электродегидраторов, приведшим к их вытеснению более современными конструкциями, является низкая производительность, недостаточно высокая температура обессоливания. Из-за низкой производительности на установках ЭЛОУ приходилось соединять параллельно 6-12 аппаратов. На мощных электрообессоливающих установках, построенных в 1955-1970 гг., применяются шаровые электродегидраторы емкостью 600 м3 и диаметром 10,5 м. Производительность такого дегидратора (рис. 3) равна 300-500 м3/ч. Принцип его действия тот же, что и вертикального аппарата, но вместо одного стояка с распределительной головкой для ввода сырья и одной пары электродов в шаровом электродегидраторе их по три.
 Шаровые дегидраторы имеют в 10-15 раз большую производительность, чем вертикальные, но они громоздки и трудоемки в изготовлении. Кроме того, они не могут эксплуатироваться при высоком давлении. Повышение расчетного давления электродегидратора привело бы к большому перерасходу металла на аппарат.
Шаровые дегидраторы имеют в 10-15 раз большую производительность, чем вертикальные, но они громоздки и трудоемки в изготовлении. Кроме того, они не могут эксплуатироваться при высоком давлении. Повышение расчетного давления электродегидратора привело бы к большому перерасходу металла на аппарат.
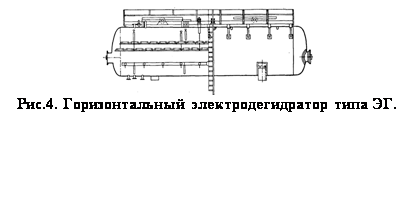
За последние годы в нашей стране и за ее пределами получили распространение горизонтальные электродегидраторы. Конструкция такого аппарата, рассчитанного на давление до 18аг и температуру процесса 140-160°С, приведена на рис. 4. Горизонтальные электродегидраторы имеют диаметр 3-3,4 н и объем 80 и 160 м3. Повышение расчетного давления и температуры играет большую роль, так как позволяет проводить глубокое обезвоживание и обессоливание трудно обессоливаемых нефтей.
Электроды в горизонтальном электродегидраторе расположены почти посредине аппарата. Они подвешены горизонтально друг над другом. Расстояние между ними составляет 25-40 см.
Ввод сырья в горизонтальный электродегидратор осуществляется через расположенный вдоль аппарата горизонтальный маточник. Поступая в аппарат, нефть попадает в слой отстоявшейся воды, а затем - в зону под электродами, в межэлектродное пространство, и, наконец, в зону над электродами. В верхней части дегидратора располагаются выкидные коллекторы обработанной нефти. Достоинством этой конструкции является большой путь движения нефти и время ее пребывания в аппарате, так как ввод сырья расположен значительно ниже, чем в других электродегидраторах. При этом улучшаются условия отстаивания воды.
Кроме того, в горизонтальном электродегидраторе крупные частицы воды выпадают из нефти еще до попадания в зону сильного электрического поля, расположенную в межэлектродном пространстве. Поэтому в нем можно обрабатывать нефть с большим содержанием воды, не опасаясь чрезмерного увеличения силы тока между электродами.
 |
Сравнение эффективности электродегидраторов различной конструкции показывает несомненные преимущества горизонтальных аппаратов. Удельная производительность последних в 2,6 раза больше, чем шаровых, а удельный расход металла - на 25% меньше.
Режим обессоливания. Температура и давление процесса обессоливания во многом зависят от конструкции аппарата. Большое значение имеют свойства обессоливаемой нефти. Многие нефти хорошо обессоливаются при 70-90°С. Однако для таких нефтей, как ромашкинская, особенно в тех случаях, когда они поступают с промыслов плохо подготовленными, приходится повышать температуру обессоливания до ПО-160°С. Повышение температуры обессоливания увеличивает электрическую проводимость и силу тока, усложняет условия работы изоляторов.
Важное значение имеет равномерная подача в нефть деэмульгатора. Расход деэмульгаторов на ЭЛОУ составляет: НЧК-ог 500 до 5000 а/т, ОЖК-от 20 до 60 а/г. ОП-10 - от 35 до 50 г1т нефти. Деэмульгатор НЧК подается в нефть в чистом виде, а неионогенные деэмульгаторы - в виде 2-5%-ных водных растворов.
В нефть также подается щелочь, которая необходима для создания при обессоливании нейтральной или слабощелочной среды. В такой среде ускоряется процесс деэмульсации, уменьшается сила тока в электродегидраторах и коррозия аппаратуры. Расход щелочи составляет до 50 г/т нефти.
Похожие работы
... и реализации продукции Изучив динамику и выполнение плана по выпуску и реализации продукции, необходимо установить факторы, влияющие на изменение их объема. Особое внимание следует уделить изучению влияния факторов, определяющих объем производства и реализации продукции. Их можно объединить в три группы: - обеспеченность предприятия трудовыми ресурсами и эффективность их использования: ВП ...
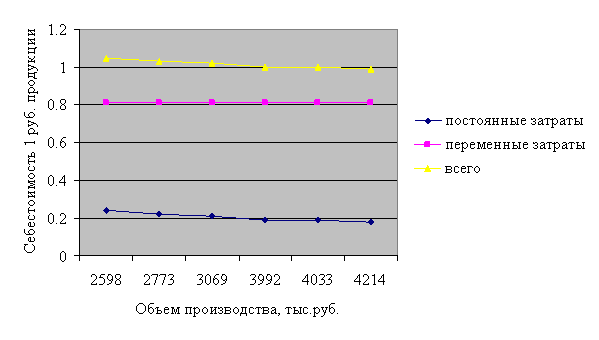
... выпуска и реализации продукции, однако необходимо при этом сохранить достигнутый уровень затрат на производство. 3. Основные направления снижения издержек на предприятии на примере ОАО «ТАИФ-НК НПЗ» 3.1 Пути уменьшения постоянных издержек на предприятии Деятельность любой фирмы предполагает осуществление затрат. Для получения максимально возможной прибыли необходимо снижать затраты на ...

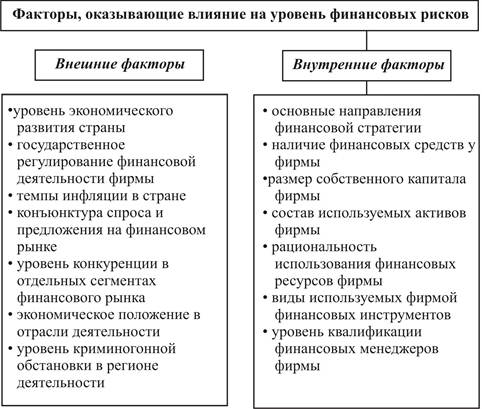
... а именно: оценку рисков по контрольным точкам финансово-хозяйственной деятельности. Использование данного метода, а также результаты качественного анализа позволяют проводить комплексную оценку рисков финансово-хозяйственной деятельности предприятий. Количественная оценка рисков проводится на основе данных, полученных при качественной их оценке, то есть оцениваться будут только те риски, которые ...

... как с проблемами инвестирования обновления фондов, так и с процессами глобализации, позиционированием России в мировой экономической системе. 3.2 Мероприятия, направленные на повышение эффективности использования основных фондов ОАО «ТАИФ-НК» Очевидно, что любое предприятие должно стремиться к повышению эффективности использования своих основных производственных фондов. Это является ...
0 комментариев