Навигация
Проектирование токарного станка с числовым программным управлением повышенной точности
85912
знаков
19
таблиц
23
изображения
Введение
1.2 Характеристика детали
Важнейшим достижением научно-технического прогресса является комплексная автоматизация промышленного производства. В своей высшей форме – гибком автоматизированном производстве – автоматизация предполагает функционирование многочисленных взаимосвязанных технических средств на основе программного управления и групповой автоматизации производства. В связи с созданием и использованием гибких производственных комплексов механической обработки резанием особое значение приобретают станки с числовым программным управлением (ЧПУ).
В результате замены универсального неавтоматизированного оборудования станками с ЧПУ трудоемкость изготовления деталей оказалось возможным сократить в несколько раз (до 5 – в зависимости от вида обработки и конструктивных особенностей обрабатываемых заготовок).
В условиях мелкосерийного производства обычно применяются заготовки низкой точности, получаемые литьем в землю, свободной ковкой, из проката. Для эффективного использования станков с ЧПУ при получении деталей с высокими требованиями к их точности и шероховатости необходимо создавать станки высокой точности и шероховатости.
При проектировании станков с ЧПУ конструкторы решают задачи достижения максимальной производительности, высокой точности и надежности. Наибольшее влияние на особенности конструктивного исполнения станков оказывают те решения, которые направлены на повышение производительности за счет сокращения всех составляющих затрат рабочего времени: вспомогательного, основного, подготовительно-заключительного и времени обслуживания рабочего места.
Сокращение времени, которое затрачивается на установку, закрепление заготовки, снятие обработанной детали может быть достигнуто тремя способами:
- использованием быстродействующей оснастки;
- созданием удобных условий загрузки станка;
- совмещением времени обработки со временем загрузки-разгрузки.
Сокращение времени холостых действий явилось следствием решения многих сложных конструктивных задач. В современных танках скорость перемещения рабочих органов доведена до 10–12 м/мин. Одновременно в приводах подач расширен диапазон регулирования, возросла способность работать с перегрузками, сокращено время разгона и торможения.
Основное (машинное) время может быть сокращено, если на станке выполняют резание высоким и оптимальным режимами (скоростью резания, глубиной, подачей).
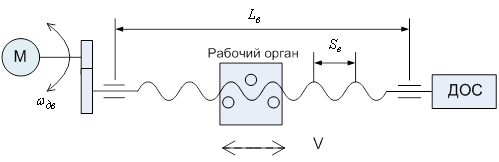
Станок для реализации такого резания должен иметь высокие силовые и скоростные характеристики привода главного движения; высокие жесткость и виброустойчивость; способность изменять по программе в широких пределах, лучше всего бесступенчато, скорость шпинделя и подачу. Точность станков повышают в результате специальных конструктивных решений и более точного исполнения механической части станка. В наивысшей степени достижению точности способствует оснащение станков устройствами обратной связи.
Ряд характерных черт в конструкции станков с ЧПУ (повышенная жесткость, отсутствие зазоров в кинематических цепях, трогание рабочих узлов с места, равномерность медленных перемещений) достигается благодаря особому исполнению шпиндельных узлов, направляющих исполнительных устройств, приводов подач, соединительных муфт. Широко применяются такие механизмы как гидростатические узлы: гидростатические направляющие, гидростатические опоры шпинделя, гидростатические пары винт-гайка.
Применение данных узлов позволяет существенно повысить точность станка, его долговечность и надежность. Это происходит за счет того, что в гидростатических узлах практически отсутствует трение, а значит и износ. Плавность перемещения узлов существенно повышается за счет отсутствия в гидростатических узлах трения покоя. Гидростатические опоры шпинделя позволяют снизить отклонения поверхностей изготавливаемых деталей от круглости, прямолинейности, соосности и т.д.
Данный дипломный проект ставит своей целью проектирование токарного станка с ЧПУ повышенной точности с гидростатическими опорами шпинделя.
1. Технологическая часть
1.1 Характеристика заготовки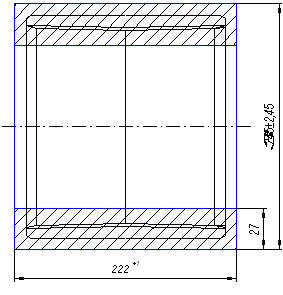
Рис. 1. Заготовка
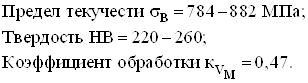
Заготовкой для муфты является трубный прокат. Материал заготовки – Сталь 30ХГСА – легированная хромомартанцовистокремнивая. Ее характеристики:
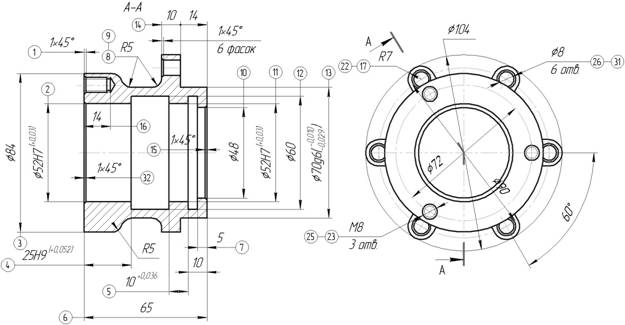
Обрабатываемая деталь относится к телам вращения. Поверхность резьбы должна быть гладкой без заусенцев, рванин и других дефектов, нарушающих непрерывность резьбы и прочность соединения.
Эти требования обеспечиваются применением качественного инструмента, оптимальных режимов обработки и охлаждающей жидкости, а так же качественной заготовкой.
1.2 Характеристика детали
Обрабатываемая на данном станке деталь достаточно технологична:
1. обеспечена возможность нормального входа и выхода режущего инструмента из зоны резания, что предохраняет инструмент от поломки и 2. повышает производительность;
3. возможность хорошего визуального контроля и технических измерений в процессе обработки;
4. резьба выполняется на внутренней поверхности;
5. все обрабатываемые поверхности находятся в легкодоступных местах.
Расчет режимов резанияПри назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Элементы режима резания обычно устанавливают в порядке, указанном ниже:
1) Глубина резания t: при черновой (предварительной) обработке назначают по возможности максимальную глубину, равную всему припуску на обработку или большей его части; при чистовой (окончательной) обработке – в зависимости от требований точности размеров и шероховатости обработанной поверхности;
2) Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке – в зависимости от требуемой степени точности и шероховатости обработанной поверхности;
3) Скорость резания V рассчитывают по эмпирическим формулам, параметры которых устанавливаются в зависимости от конкретного вида обработки;
4) Под силой резания пронимают ее составляющие Pz, Px, Py.
Расчет
Расчет ведем по [20, стр246].
Определяем скорость резания
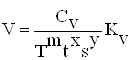 , [м/мин],
, [м/мин],
где ![]() ,
, - коэффициент обрабатываемости стали,
- коэффициент обрабатываемости стали,![]() МПа, nм, Kпv – коэффициент учитывающий влияние материала заготовки; Kиv – коэффициент учитывающий влияние материала инструмента; K
МПа, nм, Kпv – коэффициент учитывающий влияние материала заготовки; Kиv – коэффициент учитывающий влияние материала инструмента; K![]() v – коэффициент учитывающий влияние углов в плане; Krv – коэффициент учитывающий влияние радиуса при вершине; Cv – постоянная; m; x; y – показатели степени.
v – коэффициент учитывающий влияние углов в плане; Krv – коэффициент учитывающий влияние радиуса при вершине; Cv – постоянная; m; x; y – показатели степени.
Определяем силы резания
![]() , [Н],
, [Н],
где ![]() ,
, 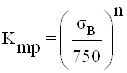 ,
, ![]() МПа, n – показатель степени, Kмp; К
МПа, n – показатель степени, Kмp; К![]() р; К
р; К![]() р; К
р; К![]() р; Кrp- коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания; Cp – постоянная; x; y; n – показатели степени.
р; Кrp- коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания; Cp – постоянная; x; y; n – показатели степени.
![]() , [Н],
, [Н],
![]() , [Н],
, [Н],
Определяем мощность резания
 , [кВт].
, [кВт].
Основное (технологическое) время обработки детали
 ;
;
где L=![]() – расчетная длина рабочего хода инструмента, мм; l – длина обрабатываемой поверхности, мм;
– расчетная длина рабочего хода инструмента, мм; l – длина обрабатываемой поверхности, мм; ![]() - величина врезания инструмента, мм;
- величина врезания инструмента, мм; ![]() – величина перебега инструмента, мм; n – частота вращения шпинделя, об/мин;
– величина перебега инструмента, мм; n – частота вращения шпинделя, об/мин; ![]() – подача на оборот шпинделя, мм/об; I – число проходов инструмента.
– подача на оборот шпинделя, мм/об; I – число проходов инструмента.
Для расчета была написана программа в Microsoft Excel. Результаты сведены в таблицы.
Похожие работы
... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
... ТРЕБОВАНИЙ И ПОСТАНОВКА ЗАДАЧ ПРОЕКТИРОВАНИЯ 1.1 Расчеты основных параметров электромеханической системы привода В данном курсовом проекте разрабатывается привод подач токарного станка. Для перемещения по координате предусмотрен свой привод. Поэтому разработку производим для одного контура управления. Применение ЦСУ позволяет значительно повысить точность и качество обработки, упростить ...
0 комментариев