Навигация
Расчёт жёсткости шпинделя
38314
знаков
8
таблиц
9
изображений
15. Расчёт жёсткости шпинделя
Радиальное перемещение переднего конца шпинделя:
![]() ;
;
где ![]() - перемещение, вызванное изгибом тела шпинделя;
- перемещение, вызванное изгибом тела шпинделя;
![]() - перемещение, вызванное податливостью (нежёсткостью опор);
- перемещение, вызванное податливостью (нежёсткостью опор);
![]() - перемещение, вызванное сдвигом от действия поперечных сил.
- перемещение, вызванное сдвигом от действия поперечных сил.
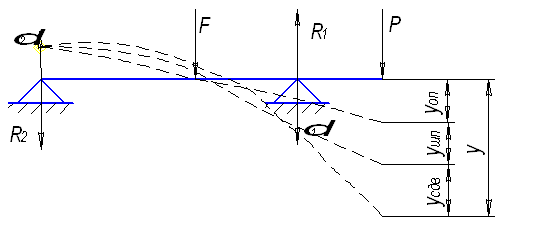
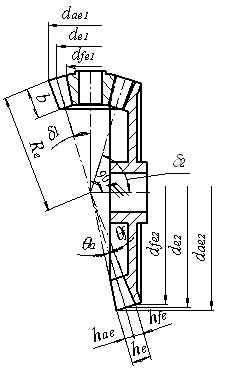
Рисунок 15.1 – Перемещения переднего конца шпинделя
Применим известные формулы сопромата и пренебрегая величиной ![]() , которая для реальных размеров шпинделей, имеющих центральное отверстие, не превышает 3-6 процентов, запишем:
, которая для реальных размеров шпинделей, имеющих центральное отверстие, не превышает 3-6 процентов, запишем:

где Е – модуль упругости материала шпинделя, Е=2·![]() Па;
Па;
![]() - осевые моменты инерции сечения шпинделя соответственно на консольной части и между опорами;
- осевые моменты инерции сечения шпинделя соответственно на консольной части и между опорами;
![]()
![]()
![]() и
и ![]() - соответственно податливость передней и задней опор шпинделя;
- соответственно податливость передней и задней опор шпинделя;


![]() - коэффициент, учитывающий наличие в передней опоре защемляющего момента,
- коэффициент, учитывающий наличие в передней опоре защемляющего момента, ![]() =0,1….0,2. Принимаем
=0,1….0,2. Принимаем ![]() =0,5;
=0,5;
а – длина вылета (консольной части) шпинделя, а=60 мм;
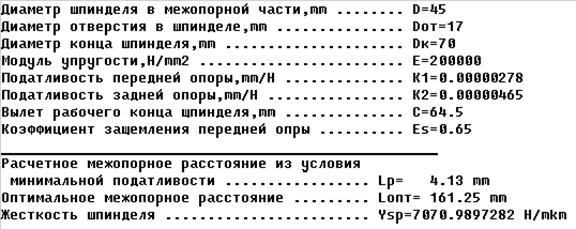
l – расстояние между опорами шпинделя, используя программу принимаем оптимальное l=250 мм;
F=Pу=1291,5 Н.

Определим суммарный угол поворота от статической и динамической нагрузки:
![]() .
.
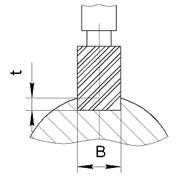
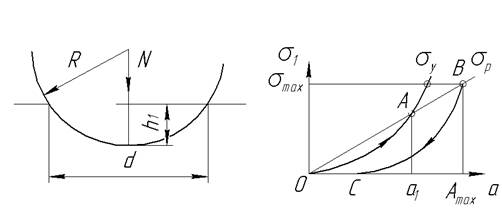
Таким образом при диаметре фрезы 22мм и глубине шпоночного паза 9мм, данный ШУ может применятся на данном фрезерном станке при обработке шпоночного паза, исходя из допуска на глубину шпоночного паза ![]() , углубление (увод) оси фрезы при фрезеровании не должен превышать
, углубление (увод) оси фрезы при фрезеровании не должен превышать ![]() , в данном случае углубление составит:
, в данном случае углубление составит:
![]() , что меньше допустимого значения.
, что меньше допустимого значения.
16. Динамический расчет шпиндельного узла
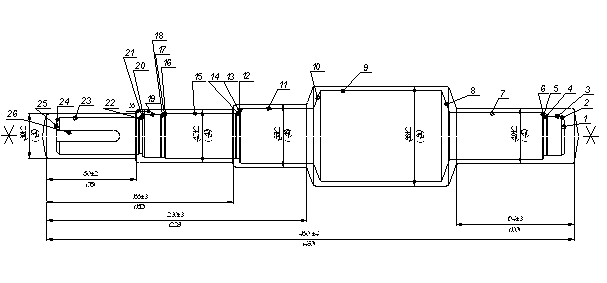
Для получения частотных характеристик шпиндельного узла разобьем его на участки и рассчитаем их осевые моменты инерции и массу:
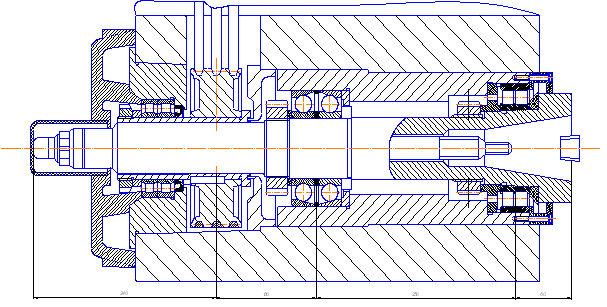
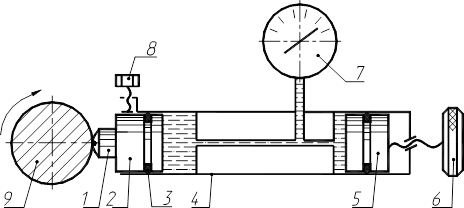
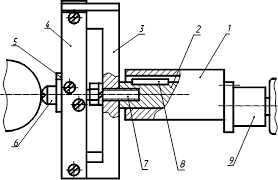
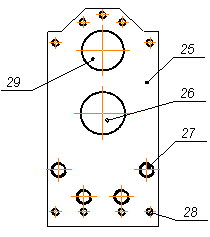
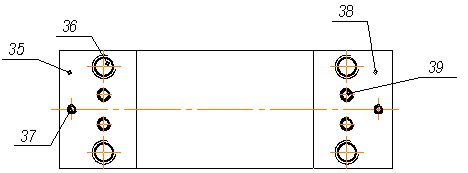
Рисунок 16.1 – Чертеж шпиндельного узла
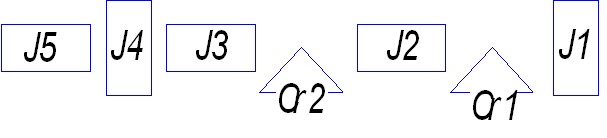
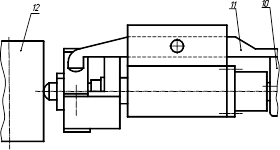
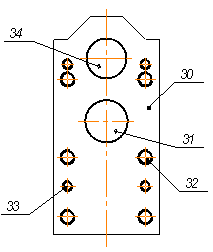
Рисунок 16.2 – Разбиение шпиндельного узла на участки
Используя пакет КОМПАС-3D V8 и 3D модель данного узла рассчитаем необходимые параметры:
![]()
![]()
![]()
![]()
![]()
Жесткость Cr и коэффициент демпфирования h опор (согласно пункту 15):
Cr1=635000 Н/мм
Cr2=508000 Н/мм
![]()
где ![]() – относительное рассеивание энергии на шариковой радиально-упорной сдвоенной опоре;
– относительное рассеивание энергии на шариковой радиально-упорной сдвоенной опоре; ![]() – относительное рассеивание энергии на роликовой радиально сдвоенной опоре; а=60 мм – вылет; l=250 мм – межопорное расстояние h1,2=0,11
– относительное рассеивание энергии на роликовой радиально сдвоенной опоре; а=60 мм – вылет; l=250 мм – межопорное расстояние h1,2=0,11
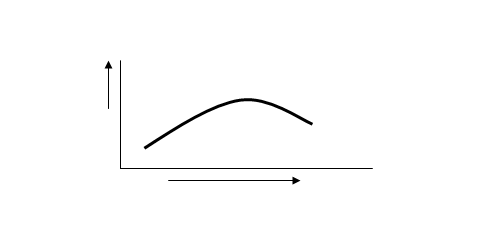
Полученные данные заносим в программу и на основании нижеперечисленных формул получаем графики частотных характеристики узла. Передаточная функция УС шпинделя
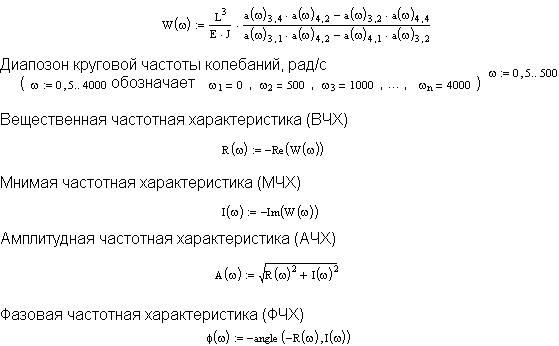
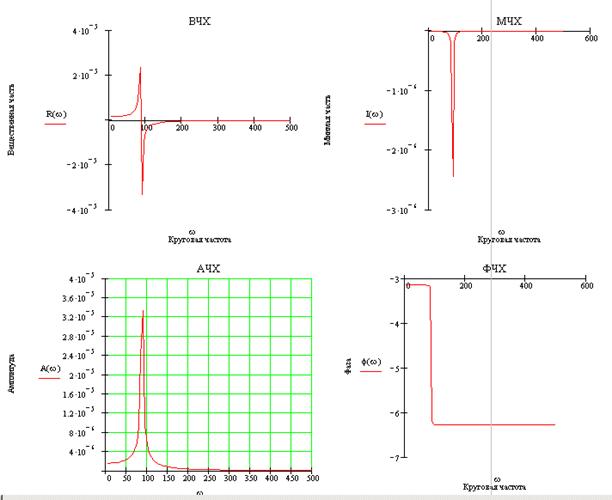
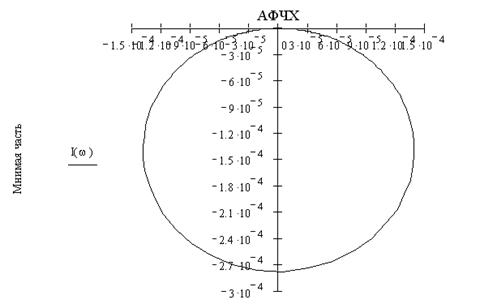
Рисунок 16.3 – Графики амплитудно-частотных характеристик
Таким образом собственная частота 90 с-1, что входит в интервал 63-117рад/с рабочей частоты шпиндельного узла, поэтому использовать эту частоту вращения шпинделя и близкие к ней не рекомендуется. Для этого следует увеличить рабочую частоту привода.
Заключение
В курсовой проекте исследован технологический процесс обработки детали в неавтоматизированном производстве, произведен синтез и анализ двух компоновок автоматических линий, выбран наиболее рациональный вариант автоматической линии по критерию обеспечения заданной производительности и минимума приведенных затрат, разработана циклограмма работы выбранного варианта автоматической линии.
Также была спроектирована станочная система на базе шпоночно-фрезерного станка. Спроектирован шпиндельный узел данного станка. Произведен динамический расчет шпиндельного узла, режимов и мощности резания, в условиях фрезерования данного шпоночного паза.
Список литературы
1. Справочник технолога машиностроителя. В 2-х т. Т2/ Под. ред. А.Г. Косиловой и Р.К. Мещерякова 4-е изд-. М.: Машиностроение, 1985.-496с.
2. Методические указания по выполнению курсовых работ по дисциплине «Теория проектирования автоматизированных станочных комплексов» №774.Сост.:Л.П. Калафатова, А. Д. Молчанов Донецк ДонНТУ 2003. 47с.
3. Шаумян Г.А. Комплексная автоматизация производственных поцессов.-М.: Машиностроение, 1987. -288с.
4. Анурьев В.И. Справочник конструктора-машиностроителя В 3-х т. Т1./ Под. Ред. И.Н. Жестковой: М. Машиностроение 2001.-920с.
Похожие работы

... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...
индентору) придают колебательные движения в направлении подачи. Испытания, выполненные на машине СМЦ-2, подтвердили повышение надежности работы манжетных уплотнений, работающих в паре с шейками валов, обработанных данным способом (результаты исследований приведены в следующей главе). Для увеличения эффективности возникающего при работе гидродинамического эффекта было разработано новое устройство ...
... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...
0 комментариев