Навигация
Мини-цех по производству колбас
28401
знак
6
таблиц
0
изображений
Министерство сельского хозяйства и продовольствия Российской Федерации
Приморская государственная сельскохозяйственная академия
Институт механизации сельского хозяйства
Кафедра МЭППСХП
КУРСОВАЯ РАБОТА
Тема: "Мини - цех по производству колбас "
Процесс - измельчение
Аппарат - волчок
Выполнил: студент 645 группы
Проверил:
Уссурийск 2009
Содержание
1. Введение
2. Технология производства колбас
3. Процесс измельчения
4. Аппарат - волчок
4.1 Обзор существующих аппаратов
4.2 Технологический расчет аппарата
4.3 Прочностной расчет аппарата
4.4 Эксплуатация аппарата
5. Организация труда на предприятии
6. Технико-экономические показатели
7. Конструктивные решения
7.1 Фундаменты
7.2 Стены
7.3 Перегородки
7.4 Перекрытия
7.5 Кровля
7.6 Отделочные работы
7.7 Полы
8. Расчет бизнес плана колбасного мини цеха
Литература
1. Введение
Производство мяса и мясных продуктов включают виды деятельности, связанные с убоем, обработкой и упаковыванием мяса крупного рогатого скота, свиней, овец, коз и др., производством свежего, охлажденного или замороженного мяса, производством мясных продуктов с помощью таких процессов как:
сушка;
копчение;
соление;
погружение в рассол;
консервирование.
Сюда включается производство колбас, вытапливание и очистка свиного сала и других жиров.
На сельскохозяйственных предприятиях широкое распространение получили мясоперерабатывающие цеха малой и средней мощности, в основном колбасные.
Мощность мясоперерабатывающих предприятий обычно не превышает 2-х тонн мясных продуктов в смену. Такие предприятия получили название мини-заводов малой (до 1 тонны) и средней (до 2-х тонн) мощности.
В зависимости от вида производимой продукции, технологическое оборудование мини-цехов малой мощности включает 8 - 12 единиц. В состав оборудования такого цеха входят:
пищеварочный котел;
мясорубка;
фаршемешалка, лотки для фарша;
вакуумный шприц;
коптильная печь;
засолочные ванны;
доски и ножи разделочные;
стол и тележка.
Более широкий ассортимент продукции можно вырабатывать в том случае, если технологическое оборудование цеха позволяет получать фарш как грубого, так и тонкого измельчения.
Среди малых колбасных цехов особое место занимают мясоперерабатывающие линии, размещенные в специальных модулях. Среди них - малый колбасный цех в контейнерном исполнении МКЦ-300К. Он предназначен для производства вареных, варено-копченых, полукопченых колбас с различной оболочкой, а так же штучных копченостей. Общая производительность цеха - 200 кг готовых колбасных изделий и 300 кг мясных копченых изделий в смену.
2. Технология производства колбас
Жилованную говядину - свинину, грудинку, полосы шпига замораживают в тазиках или на противнях слоем не более 10 см в морозильной камере до температуры минус (1-5) С в толще куска или блока в течение 8-12 ч или на агрегате для подмораживания мяса и шпига с последующим выравниванием температуры по всему объему блока до минус (1-3) С в камере накопителе. Переработку замороженных блоков жилованного мяса проводят с предварительным отеплением до температуры минус (1-5) С, Рекомендуется их предварительно измельчать на машинах для измельчения мясных блоков на куски толщиной примерно от 30 до 50 мм.
Приготовление фарша. Приготовление фарша осуществляется на куттерах (типа ФАБ "Кремер-1 Граббе" или "Гут Мастер - 500"), предназначенных для измельчения замороженного мяса. При измельчении крупных кусков говядины и нежирной свинины, примерно через 3 мин добавляют соль, пряности, глюкозу, мальтодекстрины, чеснок, винно-спиртовую композицию, нитрит натрия (10 г в виде раствора 5% концентрации), сухое молоко, затем в мешалку добавляют свинину колбасную, грудинку, шпиг и продолжают куттеровать. Окончание процесса куттерования определяют по рисунку фарша. Сравнительно одинаковые по величине кусочки грудинки, свинины колбасной или шпига должны быть равномерно распределены в фарше, размером, соответствующим каждому наименованию колбасы. Температура фарша после куттерования минус (1-3) С.
Наполнение оболочек фаршем Наполнение оболочек фаршем проводят на автоматах типа (Handtmann-300, Карл-Шнелл) гидравлическими шприцами. Рекомендуется применять цевки диаметром на 10 мм меньше диаметра оболочки. Оболочку следует наполнять плотно, особо уплотняя фарш при завязывании свободного конца оболочки. Батоны перевязывают шпагатом, нанося товарные отметки. Воздух, попавший в фарш при шприцевании, удаляют путем прокалывания оболочки. При наличии специального оборудования и маркированной оболочки проводится наполнение оболочек фаршем, наложение скрепок на концы батонов с одновременным изготовлением и вводом петли под скрепку. Батоны навешивают на палки, которые размещают на рамы или укладывают в горизонтальное положение на специальные лотки, представляющие собой каркас из хромистой нержавеющей стали, на котором закреплена желобочная прокладка из нержавеющей сетки с ячейками 2х2 мм. Лотки помешают в стандартные рамы. При навешивании па палки батоны не должны соприкасаться друг с другом во избежание слипов, после чего нагруженные батонами рамы направляют на осадку.
Осадка Осадку проводят в течение 5-7 суток при температуре воздуха (1) С и относительной влажности (84-90)%. Скорость движения воздуха в процессе осадки 0.1 м/сек. Окончание осадки определяется по подсохшей оболочке, плотно облегающей колбасу, при нажатии на которую фарш не вдавливается, становится упругим ярко-красного цвета.
Термическая обработка. Копчение После осадки колбасу коптят в коптильных камерах дымом от древесных опилок твердолиственных пород (бук, дуб, вяз и др.) в течение 2-3 суток при температуре (18-22) С и относительной влажности (74-80)% и скорости движения воздуха от 0,2 до 0.5 м/с. Процесс копчения следует постоянно контролировать во избежание образования "закала" - уплотненного поверхностного слоя. Сушка. После копчения колбасы сушат 5-7 суток в сушилках при температуре (11-15) С, относительной влажности воздуха (79+85)% и скорости воздуха 0.1 м/с. Дальнейшую сушку проводят в течение 16-17 суток при температуре (10-12) С, относительной влажности (74-78)%, при скорости движения воздуха 0.05-0.1 м/с. Общая продолжительность сушки составляет 21-26 суток в зависимости от диаметра оболочки.
Упаковка, маркировка Упаковка. Колбасы, в том числе фасованные, упаковывают в полимерные многооборотные ящики по ТУ 10.10.01-04-89, или тару, изготовленную из других материалов, разрешенных для контакта с пищевой продукцией органами и учреждениями Госсанэпиднадзора, а также контейнеры или тару - оборудование по ТУ 10.02.07.00 49-88. Тара должна быть чистой, сухой, без плесени и постороннего запаха. Многооборотная тара должна иметь крышку. При отсутствии крышки допускается для местной реализации тару накрывать оберточной бумагой, пергаментом, подпергаментом. Допускается выпускать сырокопченые колбасы упакованными под вакуумом в прозрачные газонепроницаемые пленки или пакеты из нее, при сервировочной нарезке (ломтиками) массой нетто по 100, 150, 200, 250 г или массой нетто от 100 до 250 г при порционной нарезке (целым куском), порциями или целыми батонами. Допускается изготавливать для местной реализации нецелые батоны сырокопченых колбас массой не менее 250 г. При этом срезанные концы батонов должны быть обернуты салфеткой из целлюлозной пленки, пергамента, подпергамента или других материалов, разрешенных для применения в мясной промышленности, и перевязаны шпагатом, нитками или резиновой обхваткой. Количество нецелых батонов не должно превышать 5% от партии. В каждый ящик или контейнер упаковывают колбасы одного наименования. Маркировка. Транспортная маркировка по ГОСТ 14192-77 с нанесением манипуляционного знака "Скоропортящийся груз". Допускается не наносить транспортную маркировку на многооборотную тару с продукцией, предназначенной для местной реализации. Маркировка, характеризующая продукцию, наносится на одну из торцовых сторон транспортной тары несмывающейся, не пахнущей краской при помощи штампа, трафарета или наклеивания ярлыка с указанием: - наименования предприятия-изготовителя, его местонахождения и товарною знака (при его наличии), - наименования и состава продукта. - даты изготовления, - срока и условий хранения, - пищевой и энергетической ценности 100 г продукта, - массы нетто, - обозначения настоящих технических условий. Кроме того, аналогично ярлык вкладывают в каждую единицу тары. Допускается при отгрузке продукции для местной реализации многооборотную тару не маркировать, но обязательно вкладывать в каждый ящик или тару - оборудование ярлык с вышеперечисленными обозначениями. Кроме того, в каждую единицу транспортной тары с фасованной продукцией вкладывают суммарный чек с указанием: на каждой упаковочной
единице фасованной продукции этикетки в виде печати на пленке или наклеенной на упаковку. Маркированная оболочка должна содержать: - наименование предприятия-изготовителя - его местонахождение и товарный знак. - наименование продукции. - обозначение настоящих технических условий.
Контроль производства На всех стадиях производства колбас осуществляется контроль за соблюдением технологических режимов. Контроль температуры внутри блочного мясосырья в тушах и полутушах осуществляется полупроводниковым измерителем температур. Температуру фарша в куттере измеряют термосопротивлением с термовой индикацией. Число оборотов чаши куттера и продолжительность куттерования - секундомером по ГОСТ 5072-79Е или тахометрами цифровыми. Контроль температуры в сырьевом, шприцовочном цехах, в камерах садки, сушки готовой продукции осуществляется стеклянными жидкостными (нертутными), спиртовыми термометрами по ГОСТ 28498-90 со шкалой деления от 0 до 100С. Контроль относительной влажности воздуха в осадочной камере, сушилках, камерах хранения готовой продукции должен осуществляться психрометрами, аспирационными гигрометрами и гигрографами метрологическими. В автоматических термокамерах контроль температуры и влажности осуществляется автоматическими потенциометрами или электронными мостами, которые должны соответствовать требованиям, изложенным в ГОСТ 22261-82. ГОСТ 9999-79. Скорость движения воздуха в осадочных, термических камерах, сушилках измеряется анемометрами. Взвешивание сырья при посоле и составление рецептур специй производят на весах общего назначения по ГОСТ 23676-79, ГОСТ 14004-68 или весовых дозаторах по ГОСТ 24619-81. Контрольное дозирование раствора нитрита натрия при посоле сырья или приготовлении фарша осуществляют по массовой доле его в готовом продукте. Рекомендуется для дозирования раствора нитрита натрия при посоле мяса или приготовлении фарша применять мерные пластмассовые или объемные (немерные) из нержавеющей стали кружки. По окончании технологического процесса колбасу проверяют органолептически, отбраковывают не соответствующие по качеству требованиям ТУ. Колбасы сырокопченые с производственными дефектами (с серыми пятнами. пустотами и т.д.) направляют на выработку варено-копченых, полукопченых колбас первого сорта в количестве до 3% к массе сырья, сверх рецептуры в соответствии с действующей нормативно-технической документацией. Правила отбора проб и подготовка их к испытанию, методы испытаний, периодичность контроля качества проводятся с требованиями ТУ на данные виды продуктов.
Требования безопасности Технологический процесс должен соответствовать требованиям безопасности ГОСТ 12.3,002-75. ОСТ 149176-81 Применяемое оборудование должно отвечать требованиям ГОСТ 122003-74 ОСТ 27-32-463-79 и ОСТ 27-00-216-75 по технике безопасности. При работе с нитритом натрия должна соблюдаться инструкция по применению и хранению нитрита натрия, утвержденная Минмясомолпромом СССР. Содержание вредных веществ в воздухе рабочей зоны (окись углерода, кислоты, альдегиды) не должно превышать ПДК - предусмотренных ГОСТ 12.1 005-88.
3. Процесс измельчения
При производстве колбас перед посолом подвергают предварительному измельчению. После посола его вновь измельчают более тонко специальными волчками. Степень измельчения мяса на волчке определяется величиной отверстий решётки и количеством режущих деталей. При производстве копчёных колбас перетирание мяса на волке является нежелательным, поэтому используют другие способы.
Вторичное измельчение мясопродуктов уже со специями, добавками и другими компонентами, которые предусмотрены технологией - это очень важный процесс при производстве сосисок, сарделек, вареных и ливерных колбас, а также мясных хлебов и паштетов. При производстве этих колбасных изделий требуется очень высокая степень измельчения, которая обеспечивает однородность структуры, равномерное перемешивание, высокую липкость, вязкость и влагоудерживающую способность фарша. Для этого применяют куттеры и машины неприрывного дейсткия для тонкого измельчения мяса, продолжительность куттерования зависит от степени измельчения мышечных волокон.4
Если в процессе куттерования повышается температура, белковая связывающая основа может быть денатурирована и разрушена, а увеличение незащищённой жировой дисперсии способствует отделению жира в процессе копчения и варки. Поэтому очень важно здесь не допустить перегревания. чтобы исключить добавление льда.
В этом отношении представляет особый интерес куттер "Разант" фирмы "Зейдельман", ножевой вал которой вращается со скоростью до 4000 об/мин. Многие модели куттеров измельчают мороженое мясо, в т. ч. замороженное блоками, без предварительного измельчения на волчке. При производстве сырокопчёных колбас на многих мясокомбинатах перешли на измельчение мороженого мяса в подобных куттерах, минуя волчок, сокращая время операции измельчения мяса в технологическом процессе.
Современные куттеры высокомеханизированные, оснащены устройствами и приборами для механической загрузки и выгрузки мяса, дозирования воды и рассола, для контроля за продолжительностью и качеством измельчения, числом оборотов ножевого вала, чаши и др.
Сегодня нашли широкое применение машины неприрывного действия для тонкого измельчения мяса: эмульситаторы, микрокуттеры, коллоидные мельницы и другое оборудование.
Но куттеры являются одновременно измельчающими и перемешивающими машинами, на них может заканчиваться процесс приготовления фарша для большинства варёных, копчёных, полукопчёных и ливерных изделий. В каждых машинах есть свои преимущества и недостатки.
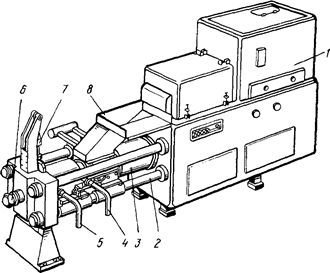
4. Аппарат - волчок 4.1 Обзор существующих аппаратов
Режущий механизм волчка состоит из чередующихся решеток и ножей. Неподвижная решетка и вращающийся крестообразный нож (односторонний или двусторонний) образуют плоскость резания. Число таких режущих плоскостей может быть различное (1...4 шт) в зависимости от степени измельчения: чем больше степень измельчения, тем больше должно быть число плоскостей резания. При небольшой степени измельчения (диаметр отверстий 16...25 мм) достаточно одной плоскости резания, при большой (диаметр отверстии 2...3 мм) - число плоскостей резания следует доводить до четырех.
B волчке мясо подвергается резанию, смятию и разрыву, причем чем меньше диаметр отверстий решетки волчка, тем сильнее разрушается и перетирается ткань, тем больше нагревается мясо в результате трения (на 8...9°С). На степень нагрева влияет также правильность сборки режущего механизма.
Наиболее распространены волчки с решеткой 220 мм и одношнековой подачей сырья. В настоящее время имеются волчки с двумя подающими шнеками, причем размер горловины волчка увеличен (горловина волчка вмещает до 100 кг мяса), что дает возможность измельчать на нем мороженое мясо в блоках; диаметр решетки 160 мм.
Технические характеристики волчков табл.1
| Техническая характеристика | ФВ-2-Л-200 | МП-82 | МПУ-200 | ВЖ-200 |
| Диаметр решеток, мм Диаметр рабочего шнека, мм Число оборотов рабочего шнека, об/мин Высота до приемной чаши, мм Электродвигатель: Тип мощность, кВт/час число оборотов в мин Габаритные размеры, мм Длина Ширина Высота Вес, кг | 200 160 280 920 А71-4 20 1450 1450 1850 1700 1300 | 82 70 245 660 АОЛ41-4 2,8 1420 710 400 660 200 | 200 170 304 1250 АО72-4 20 1460 1800 840 1250 1300 | 200 160 276 1140 АО63-4 14 1460 1370 670 1140 900 |
1. Определение производительности волчка:
По пропускной способности шнека
![]()
Dн; Dв - соответственно наружный и внутренние диаметры шнеков, м
Sш - шаг шнека, м
nш - частота вращения шнека, ![]()
![]() - плотность измельчаемого продукта,
- плотность измельчаемого продукта, ![]()
kш - коэффициент использования шнека
По режущей способности измельчающего механизма
![]()
где a - коэффициент использования режущей способности измельчающего механизма a=0,7-0,8
F - режущая способность измельчающего механизма, ![]()
![]() - удельная поверхность продукта после измельчения,
- удельная поверхность продукта после измельчения, ![]()
D - диаметр решетки, м
![]()
![]()
n - частота вращения ножей, ![]()
![]() - коэффициент использования площади решеток под отверстия для прохождения продукта;
- коэффициент использования площади решеток под отверстия для прохождения продукта;
k - число лезвий на каждом ноже;
z - число отверстий в решетке;
d - диаметр отверстий решетки, м
F0 - площадь отверстий в первой ножевой решетке, ближайшей к шнеку, ![]()
![]()
где d0 - диаметр одного отверстия, z0 - количество отверстий ножевой решетки, шт, V0 - скорость продвижения продукта через отверстия первой ножевой решетки. Скорость перемещения гайки относительно винта вдоль его оси:
![]()
где n - частота вращения шнека, об/мин
![]()
![]() - наружные и внутренние радиусы последнего витка шнека, м
- наружные и внутренние радиусы последнего витка шнека, м
![]() - коэффициент проворачиваемости продукта относительно шнека.
- коэффициент проворачиваемости продукта относительно шнека.
для мясорубок он равен ![]() = 0,35 рад/c
= 0,35 рад/c
Похожие работы
... мясоперерабатывающем комбинате оборудованы платформы. Вместимость отдельных загонов для предварительного ветеринарного осмотра и термометрии животных соответствует вместимости одной автомашины. Убойные животные на Таганский мясоперерабатывающий завод поступают только автомобильным транспортом. На данном предприятии убой поступающего скота проводят «с колес» без предубойной выдержки. В здании ...
... . Для колбасных изделий применяются киши всех видов животных, которые убиваются для производства мяса, а также плёнки – оболочки химической промышленности. 7 3.1. Измельчение мяса При производстве колбас перед посолом подвергают предварительному измельчению. После посола его вновь измельчают более тонко специальными волчками. Степень измельчения мяса на волчке определяется величиной отверстий ...

... финансового состояния, невозможности своевременно исполнять обязательства по платежам в бюджет, внебюджетные фонды, перед поставщиками сырья и материалов. Глава 3. Совершенствование организации основного производства на ООО «ЛИМАН» 3.1 Анализ использования производственно-технического потенциала Проанализируем производственный потенциал приведенных в таблице 8. Таблица 8 Показатели, ...

... Расстановку оборудования по цехам и производствам осуществляют методом плоскостного моделирования на планах производственных цехов в масштабе 1:100. 3. ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ КОЛБАСНОГО ЦЕХА. 3.1. Расчет сырья и материалов. Расчеты сырья колбасных мини-цехов и цехов мясокомбинатов различны и могут быть условно разделены на следующие группы: расчет цеха убоя скота и разделки туш; расчет ...
0 комментариев