Навигация
2 Рухи у верстатах
Для здійснення процесу різання кожен верстат має ряд робочих органів які здійснюють певні рухи в залежності від призначення верстата і виконуваної роботи. Робочі органи верстата: шпиндель, супорт, стіл, інструмент, головка та інші. Необхідне відносне переміщення може здійснюватись інструментом, заготовкою, або найчастіше суміщенням цих двох рухів.
Рухи на верстатах діляться на дві категорії: основні (рухи формоутворення) до них відносяться головний рух, рух подачі і в деяких верстатах рух огибання, додаткове обертання заготовки і друга категорія рухів-допоміжні рухи.
Під головним рухом розуміють рух, що визначає швидкість різання. Інколи цей рух називають рухом різання. В металорізальних верстатах цей рух може бути круговим, або прямолінійним і надається він заготовці, або інструменту. У токарних, свердлильних, фрезерних верстатах головний рух- обертовий. У токарних верстатах обертається заготовка, а у свердлильних і фрезерних – інструмент. А у стругальних, довбальних і протягувальних верстатах головний рух – зворотно-поступовий.
Під рухом подачі розуміють той рух, що визначає один з параметрів знімаємої стружки. Цей рух може бути безперервним, або періодичним. У деяких верстатах рухів подачі може бути два (круглошліфувальні верстати: круговий і поздовжні рухи заготовки). Крім того в кінці робочого ходу шліфувальному кругу надається поперечна подача. Головний рух (рух різання) і рух подачі є обов’язковими для всіх верстатів, крім протягувальних.
Допоміжними (установочними) рухами називаються ті рухи, які не беруть безпосередньої участі в різанні, але необхідні для переміщення, закріплення заготовки, або інструменту, підведення і відведення робочих органів, встановлення частоти обертання, величини подачі...
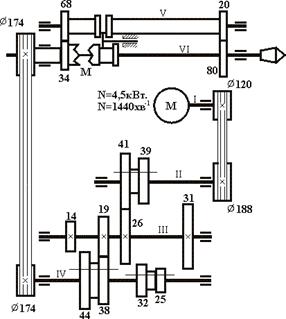
Для аналізу рухів різних органів верстатів застосовують упрощені умовні схеми механізмів, які дають інформацію про кінематику верстатів та їх будову. Такі схеми називаються кінематичними і для їх побудови застосовують умовні позначення згідно ГОСТ2770-68.
Кінематична схема верстата складається з окремих ланцюгів. Під кінематичним ланцюгом розуміють ряд передач (пасових, зубчастих, реєчних, гвинтових...), які забезпечують передачу рухів від ведучої ланки (електродвигуна) до виконавчої (шпинделя, супорта...). Кінематичні ланцюги характеризуються передаточними відношеннями. Передаточним відношенням і називають відношення частоти обертання веденого вала до частоти обертання ведучого вала. При і>1 передача прискорювальна (ведений вал обертається швидше ніж ведучий), а при і<1 передача сповільнююча. Кінематичні ланцюги можуть мати постійні і змінні елементи. Група змінних елементів – це вузом настроювання. Рівняння, які з’єднують розрахункові переміщення кінцевих ланок кінематичного ланцюга, називаються рівняннями кінематичного балансу.
В сучасних верстатах найбільш розповсюдженими змінними елементами є зубчасті колеса. Вузол настроювання кінематичного ланцюга через змінні зубчасті колеса називається гітарою.
3 Приводи верстатів
Привід верстата – це сукупність елементів що передають рух від джерела (двигуна) до робочих органів верстата. Сучасні верстати мають індивідуальні приводи, кожен верстат приводиться в дію від одного, або декількох двигунів. Розрізняють привід головного руху, привід подачі, привід прискорених переміщень, привід механізму заміни інструменту... Двигун може розміщатись рядом з верстатом, кріпитись на верстаті (фланцеве кріплення) і бути вмонтованим у верстат (вал двигуна являється одночасно шпинделем верстата).
Передавальний механізм, що є сукупністю пристроїв для передачі руху від двигуна до виконавчих органів (шпинделю, супорту, столу) називають приводом верстата. Спрощене графічне зображення рушійних, передавальних і виконавчих механізмів верстата називається кінематичною схемою верстата. Кінематичні схеми складаються з кінематичних ланцюгів, констуктивно виконаних у вигляді різних кінематичних ланок і пар.
За характером регулювання швидкості руху робочих органів розрізняють ступінчасті безступінчасті приводи. Ступінчасті приводи позволяють одержати в заданих границях певний ряд частот обертання, величин подач... Системи безступінчастого регулювання позволяють встановити на верстаті найбільш вигідні режими обробки і проводити на ходу зміну режиму обробки. В сучасних верстатах використовують, в основному, безступінчасті приводи.
3.1Ступінчасті приводи виконуються у вигляді шестирінчастих коробок передач і гітар. Вони прості по конструкції, надійні у експлуатації тому одержали широке застосування. Так як верстати загального призначення повинні забезпечити обробку заготовок різних розмірів і з різних матеріалів, то вони повинні забезпечити широкий діапазон швидкостей різання, то вони повинні мати можливість в широкому діапазоні міняти числа обертів шпинделя від макс до мін. А оскільки коробка ступінчаста, то виникає питання як найбільш раціонально заповнити проміжок від макс до мін. Тут зміна частот обертання ведеться по геометричній прогресії п2=n1φ, n3=n2φ і т.д., де φ знаменник геометричної прогресії. На практиці застосовуються стандартні значення знаменника прогресії: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2. У більшості металорізальних верстатів загального призначення знаменник ряду 1,26 і 1,41.
У невеликих верстатах з малими діаметрами обробки φ= 1,58 і 1,76, а у великих верстатах φ= 1,26, 1,12 і 1,06. Число ступеней частот 3;4;6;8;12;18 і 24.
Механізми ступінчастого регулювання це коробки швидкостей (привід головного руху) і коробки подач верстатів. Коробки швидкостей вмонтовані в шпиндельні бабки, тумби, станини; коробки подач – у консолі, траверси…І перші і другі можуть бути змонтовані у спеціальних корпусах.
У металорізальних верстатах застосовуються нижчепроведені механізми для ступінчастого регулювання швидкості:
3.1.1.Парнозмінні колеса (рис.2.1а) встановлюються за допомогою шпонок, або шліцьових з’єднань на ведучому І і веденому ІІ валах. Для зміни швидкості колеса знімають, міняють місцями, або встановлюють інші колеса з комплекту. Так як міжосьова віддаль залишається незмінною, то сума зубів змінних коліс при одному і тому ж модулі повинна бути постійною. Перестановка змінних коліс вимагає значних затрат часу, тому використовується вона в тих випадках, коли регулювання проводиться рідко. Перевага – простота і надійність, діапазон регулювання – до 10, число швидкостей веденого вала при незмінній частоті ведучого К=2-12 (переважно 2-4).
3.1.2.Блоки пересувних коліс (рис.2.1г). Цей механізм більш поширений в універсальних верстатах, тому що він забезпечує швидке регулювання швидкостей. Блоки монтують на шліцьових валах, преважно 3 колеса, може бути 2 і рідко 4. Число передач у групі (на рис.2.1б) три і1=z1/z2; i2=z3/z4; i3=z5/z6. В одній коробці може бути послідовно зєднано декілька груп, що зумовлює видовження кінематичного ланцюга. Діапазон регулювання в одній групі може досягати 10.
3.1.3.Механізми з кулачковими і фрикційними муфтами (рис.2.1б і 2.1д) дають можливість застосовувати косозубі і шевронні колеса, які забезпечують більш плавну роботу. Колеса z1 і z3 жорстко сидять на валу І і постійно перебувають в зчепленні з колесами z2 і z4 . Передача включається при включенні муфти М, яка при включенні переміщається по шліцьовому валу до коліс z2 або z4 , що вільно сидять на валу ІІ. За допомогою фрикційних муфт переключення може здійснюватись на ходу, застосовується таке переключення на швидкохідних валах малих та середніх верстатів.
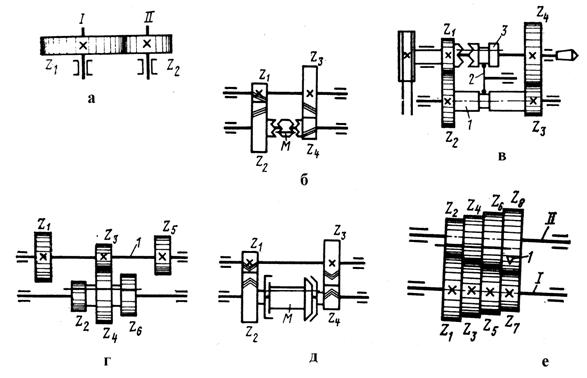
Рис. 2.1
3.1.4.Механізм перебору забезпечує редукцію (зменшення) кількості обертів (рис.2.1в). При включеному переборі передаточне відношення становить in=z1/z2*z3/z4 , а при виключеному іп=1.Переважно у верстатах іп=1/8-1/16. При виключеному переборі муфта М виключена, а колеса z2 і z3 зсунуті вліво. Для включення перебору тягу 2 зсувають вправо, цим самим виключають муфту М і включають зачеплення зубчастих коліс. Механізм перебору застосовується на токарно-гвинторізних і консольно-фрезерних верстатах.
3.1.5.Механізм з зустрічними ступінчастими конічними колесами (рис.2.1е). Колеса на вал І посаджені жорстко, а на шпонковий вал ІІ –вільно. Пари коліс постійно перебувають у зачепленні. На семі рис.2.6 механізм забезпечує 4 передачі. Максимальне число передач по такій схемі до 10. Щоб переключити передачу шпонку 1 пересувають вздовж паза. Положення шпонки визначає передаточне відношення механізму (на схемі і=z7/z8). Механізм компактний, але не може передавати значних крутних моментів, часто використовується на вертикально-свердлильних верстах.
3.1.6.Механізм Нортона (рис.2.2) має конус зубчастих коліс (до 12 шт) жорстко посаджених на вал ІІ колесо z1, яке може пересуватись по шпонковому, або шліцьовому валу І. Колесо z1 постійно знаходиться в зачепленні з накидним колесом zн, яке може бути в зачепленні з одним із коліс конуса. Такий механізм забезпечує кількість передач, яка дорівнює числу коліс конуса. Механізм компактний, але не може передавати значних зусиль, використовується у механізмі подач на токарно-гвинторізних верстатах.
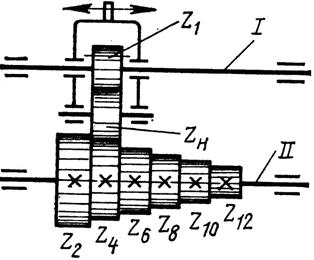
Рис. 2.2
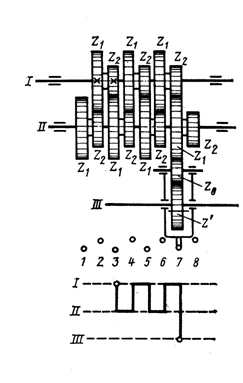
3.1.7.Механізм (рис.2.8) складається з однотипних блоків по 2 колеса в кожному, надітих на вали І і ІІ, причому тільки лівий блок насаджено на вал І жорстко, а решта блоків обертається вільно. Колесо z1 насаджено на шліцьовий вал ІІІ і за допомогою накидного колеса zo може одержувати передачу від будь-якого колеса вала ІІ. Як правило у блоках z1=2z2 I z1=z1. тоді при крайньому лівому положенні каретки передаточне відношення буде i=(z1/z2)*(z1/z1) =2/1*1/1=2. При положенні каретки, що відповідає рис.2.8 і=![]() =
=![]() . а у положенні 8 і= 1/64. Тоді разом діапазон регулювання буде R=і1/і8 = 128 . Такі механізми використовуються у коробках подач
. а у положенні 8 і= 1/64. Тоді разом діапазон регулювання буде R=і1/і8 = 128 . Такі механізми використовуються у коробках подач
3.1.8. Механізм гітари змінних зубчастих коліс дає можливість настроюватись з будь-яким передаточним відношенням. Гітара може бути виконана у одну пару зубчастих коліс (рис.2.9а), тоді іг=z1/z2,, у дві пари іг=(z1*z3)/(z2*z4) (рис.2.9.б) і рідко у три пари коліс.
При передачі в одну пару коліс змінне зубчасте колесо z1 встановлюється на ведучому валу, а колесо z2 на веденому з використанням шпонкового з’єднання. Між собою вони зв’язуються проміжним колесом z пр , яке на передаточне відношення не впливає, а лише міняє напрям руху. При передачі в дві пари колесо z1 встановлюється на ведучий вал7 (рис 2.9.б), а z4 на ведений вал 5, z2 і z3 надіваються на спільну втулку 8 з шпонкою. Втулка вільно обертається на пальці 6, закріпленому в прорізі 4 прислона 2. При настроюванні механізму палець переміщають по радіальному пазу 4 приклону до зчеплення колеса z3 з колесом z4 після чого положення приклону фіксують гайкою 3. До кожного верстата з гітарою додається комплект змінних зубчастих коліс. Після підбору зубчастих коліс для гітар у дві-три пари проводиться перевірка на зчіплюваність.
3.2. Приводи для безступінчастого регулювання. Ці приводи забезпечують оптимальну швидкість руху робочих органів верстатів. Вони бувають механічні, гідравлічні і електричні.
3.2.1.З механічних безступінчастих приводів найбільш розповсюджені варіатори з розсувними шківами (рис.2.10.а). Розсувні шківи ведучого вала 1і2 з’вязані з аналогічними шківами 3 і 4 веденого вала клиновим пасом 5. Зміна передаточного відношення здійснюється при обертанні гвинта 6 ( з правою і лівою різзю) від якого повертаються важелі 7 і 8 та зміцнюється положення паса в жолобі.
У тороїдному варіаторі (рис.2.10.б) ведучий 1 і ведений 2 диски з’вязані роликами 3, при обертанні яких змінюється передаточне відношення. Рідше використовуються конічні і роликові варіатори. Механічні приводи безступінчастого регулювання мають нескладну будову, але не забезпечують постійного передаточного відношення (через проковзування пар тертя) тому використовуються рідко (у деяких моделях вертикально-свердлильних і токарних верстатів).
3.2.2.Електричні приводи безступінчастого регулювання.
У верстатах старих випусків найбільш широко поширеною є система: двигун змінного струму, що приводить в рух генератор постійного струму і двигун постійного струму (рис.2.11). Тут ДЗС – двигун змінного струму, ГПС – генератор постійного струму, ДПС – двигун постійного струму і З – генератор постійного струму для живлення обмоток збудження ГПС і ДПС. Такі приводи застосовують у поздовжньо-стругальних верстатах 7231 і 724. Такі системи досить потужні і дозволяють регулювати швидкість в певних діапазонах, але вони дорогі , складні і мають низький ККД.
У сучасних верстатах широко використовуються двигуни постійного струму в парі з теристорними перетворювачами, що позволяє одержувати частоту обертання до 4000об/хв. К.К.Д. таких систем на 5-7% вище ніж у пари двигун-генератор. Широкий діапазон регулювання частоти обертання шпинделя позволяє забезпечити наобхідні робочі і швидкі (холості) переміщення робочих органів.Теристор – це півпровідниковий прилад.Теристорні перетворювачі забезпечують силу струму до 100 а і напругу біля1000 в. можуть працувати при температурі від -60 оС до +60 оС. Недолік цих систем - висока чутливість до перевантаження, особливо на низьких частотах обертання шпинделя, тому необхідна редукція (спрощена коробка швидкостей з електромагнітним приводом переключення).
3.2.3 Гідравлічні приводи. У сучасних металорізальних верстатах ці приводи одержання досить широке застосування і використовуються головним чином для здійснення прямолінійних рухів і в меншій мірі для обертових рухів. Гідроприводи застосовують як в механізмах головного руху (протягувальні, стругальні, довбальні верстати) так і в механізмах подач (шліфувальних, копіювальних, агрегатних…) Переваги гідроприводу: можливість бузсту-пінчастого регулювання швидкості в широкому діапазоні, забезпечує значні зусилля при невеликих габаритах і значний термін роботи; мала вага і обєм, що припадає на щдиницю потужності у порівнянні з електроприводом. Недоліки: можливість витікання робочої рідини через зазори в ущільненнях, можливість попадання повітря в робочу ріджину, нежорстка характеристика, зміна властивостей робочої рідини під дією тиску і температури.
У гідроприводах верстатів в якості робочої рідини застосовують мінеральні масла різних марок з кінематичною вязкістю (0,1-0,2)104 м2/сек Гідропивід включає в себе насос для перетворення механічної енергії двигуна в енергію потоку рідини, гідродвигун, що перетворює напір орідини в механічну роботу, розпридільчу і регулюючу аппаратуру.Схема гідроприводу механізму поступального руху показана на рис.2.12. З резервуара 1 через фільтр 2 масло засмоктується насосом 3 і через дросель 4 поступає під тиском у розпридільчий золотник 5. При крайньому лівому положенні плунжера золотника масло під тиском буде поступати в ліву порожнину силового циліндра 6, а з правої порожнини – у резервуар. Тоді поршень 7 разом з штоком і столом 8 буде переміщатись в право. Лівий упор 9, закріплений на столі, перемістить важіль 10 в крайнє праве положення і при цьому плунжер золотника 5 також займе крайнє праве положення і масло під тиском буде поступати в праву порожнину циліндра, а з лівої – буде зливатись в резервуар. Стіл одержить рух в протилежному напрямку. У випадку надлишкової кількості масла, або підвищення тиску в системі масло буде зливатись у бак через дросель з зворотним клапаном 11. Для забезпечення більш плавного руху і попередження всмоктування повітря в систему на зливному трубопроводі встановлюється підпірний клапан 12, який пропускає масло на злив.
Зміна швидкості робочого ходу стола регулюється кількістю масла, що поступає в циліндр і, відповідно , швидкість переміщення регулюється дроселем на вході 14
Кількість масла, що проходить через дросель Q=kfдр![]() (м3/сек) Тут к – коефіцієнт дроселя к=7*10-6; f- площа поперечного перетину дроселя м2; Р1 і Р2 – тиск масла перед і після дроселя Па. При площі поршня F м2 одержимо
(м3/сек) Тут к – коефіцієнт дроселя к=7*10-6; f- площа поперечного перетину дроселя м2; Р1 і Р2 – тиск масла перед і після дроселя Па. При площі поршня F м2 одержимо
V=![]() (м/сек).
(м/сек).
В схемах з дросельним регулюванням застосовують редукційні клапани, які разом з дроселем становлять регулятор швидкості. Через простоту і невисоку вартість схеми дросельного регулювання одержали широке застосування в металорізальних верстатах.
Поряд з дросельним регулюванням застосовуються схеми з об’ємним регулюванням (рис.2.13). Привід складається з насоса 1 і гідромотора 2. Масло насосом 1 нагнітається в гідромотор 2 і вихідний вал одержує оберти, а відпрацьоване масло зливається в резервуар. Для обмеження величини крутного моменту встановлено запобіжний клапан 4. Частото обертання гідромотора n=Q/q об/сек. Тут Q –об’єм масла, що подається в мотор м3/сек; q- об’єм масла необхідного для здійснення одного оберту гідромотора м3/об.
Регулювання обертів може здійснюватись шляхом зміни Q при постійному значенні q, або зміною q (регулювання гідромотором) при постійному розході Q. Перший спосіб застосовують при невеликих потужностях, а другий – при великих.
Для подачі робочої і створення необхідного її тиску в гідроприводах застосовують різні консторукціії насосів: шестерінчасті, пластинчасті (лопастні), радіально-поршневі і аксіально-поршневі. Їх робота характеризується продуктивністю, тиском масла і потужністю. В багатьох випадках насоси мають властивість зворотності. Якщо обертати ротор, то агрегат працює як насос, а якщо подавати струмінь масла під тиском, то він стає гідромотором.
3.2.4 Пневматичні приводи і механгіми. Поряд з розглянутими видами приводів у металорізальних верстатах використовуються приводи у яких робочим тілом є стиснене повітря (тиск 0,5-0,6 мПа) –це пневмоприводи. Часто вони використовуються для подачі і закріплення заготовок (патрони з пневмоприводом), різального інструмента, прискореного переміщення робочих органів... Перевага таких приводів – швидкодія, простота конструкції, дешевизна робочого тіла, а недоліки – це нерівномірна швидкість переміщення і невеликі зусилля. Інколи вони використовуються в комбінації з гідроприводом. Тоді робочий хід здійснюється під тиском масла, яке подається в одну порожнину циліндра, а холостий хід під дією стисненого повітря, що подається в другу порожнину циліндра.
Похожие работы
... металорізальних верстатів. Предмет дослідження - проектування електропостачання цеху металорізальних верстатів. Метою даного курсового проекту є оволодіння основами проектування електропостачання цеху металорізальних верстатів. Поставлена мета припускає рішення наступних завдань: 1. вивчити й проаналізувати літературу, нормативні документи по електропостачанню об'єктів галузі; 2. розрахувати ...
... з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Метою нашої курсової роботи є розробка змісту методики формування в учнів системи знань і умінь з технології обробки металу на верстатах на заняттях з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Об’єктом дослідження є теоретична та практична трудова підготовка учнів 9 класу. Предметом нашої курсової ...

... або А3. Розробити маршрутний технологічний процес виготовлення деталі з вибором заготовки відповідно до заданого креслення і виду виробництва. Вибрати типи верстатів, інструменти і пристрої для виготовлення деталі. Розрахувати режими різання для однієї операції. Матеріал заготовки: сталь 45, виробництво дрібносерійне. Вибір заготовки Так як виробництво дрібносерійне, то економічно вигідно ...
... 1200 1990 12 8750 2885 1980 2570 2000 12 15100 3235 2530 2200 2004 13 19000 3785 2780 2405 Аналізуючи представлені дані, можна скласти номенклатуру критеріїв розвитку зубостругальних верстатів. Зробимо розрахунок досліджуваних критеріїв, результати обчислень яких представлені в таблиці 2. 1. Питома матеріалоємність. Км = М / N де: Км - питома матеріалоємність. (кг / мм) ...
0 комментариев