Навигация
Извлечение никеля из различных процессов в гальваностегии
37247
знаков
1
таблица
12
изображений
ВВЕДЕНИЕ
Гальванотехнические производства относятся к числу особо опасных загрязнителей окружающей среды. Их сточные воды отрицательно действуют на ихтиофауну и способность водоема к самоочищению. Для водных организмов наиболее токсичны растворимые соединения никеля, кадмия, меди и шестивалентного хрома. У многих низших организмов нарушается нормальное развитие при концентрации этих соединений >0,1мг×л-1.
Глава 1. ОБРАЗОВАНИЕ СТОЧНЫХ ВОД В ГАЛЬВАНИЧЕСКОМ ПРОИЗВОДСТВЕ
Основными способами промывки изделий являются погружной и струйный. Струйные промывки более экономичны по сравнению с промывкой погружным способом, однако воздействие струи имеет явно выраженную направленность, поэтому струйная промывка применима только для промывки деталей простой конфигурации. Основной областью применения струйной промывки является производство печатных плат, в гальванических цехах вследствие большого разнообразия форм и конфигурации обрабатываемых деталей ванны струйной промывки в настоящее время практически не нашли применения.
Наиболее распространенным является погружной способ промывки, который может осуществляться в непроточных и проточных условиях.
При промывке в проточной воде применяют три основные схемы: одноступенчатая промывка в одной ванне; многоступенчатая прямоточная промывка в нескольких последовательно устанавливаемых ваннах (ступенях) промывки, оборудованных самостоятельной системой подачи и слива воды; многоступенчатая (многокаскадная) противоточная промывка, при которой направление потока воды противоположно направлению движения деталей. Многокаскадная противоточная промывка, при прочих равных условиях, обеспечивает в несколько раз меньший расход воды, но большие концентрации загрязнений в сточных водах, поступающих на очистку. Увеличение площади, занимаемой гальваническими линиями и цехом в целом, при проектировании новых или реконструкции существующих цехов гальванопокрытий перекрывается сокращением площади, требуемой под станцию очистки сточных вод, так как для очистки меньшего объёма сточных вод требуется оборудование с меньшими габаритами.
Промывка в непроточной ванне с периодическим сливом промывной воды (периодически непроточный режим промывки) осуществляется при мелкосерийном производстве с большими интервалами времени между промывками, а также в случае малых, нерегулируемых (менее 50 л/ч) расходах воды; последовательная промывка в нескольких непроточных ваннах может использоваться на более производительных линиях, при этом продолжительность непроточного периода может составить до нескольких суток и даже недель. Перевод проточных ванн в периодически непроточный режим промывки позволяет сократить расход воды на 30-50%. Однако, не это является главным преимуществом периодически непроточного режима работы ванн промывки; периодически непроточный режим является одним из способов организации нормированного водопотребления взамен установки расходомеров, автоматизации регулирования расхода воды в зависимости от загрузки линии, формирования заинтересованности работников цеха в сокращении водопотребления. Расход воды на промывку в данном случае определяется частотой смены воды в промывных ваннах и объемом этих ванн.
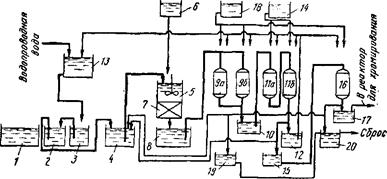
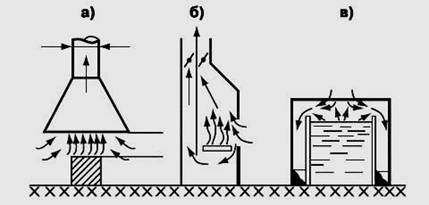
Если есть возможность установить более трех ванн непроточной промывки, то можно организовать бессточные операции хромирования и никелирования. Количество ванн улавливания определяется двумя ограничениями: концентрация хрома и никеля в последней ванне улавливания не должна превышать предельно допустимую концентрацию отмываемого компонента - 0,01 г/л, а расход воды на промывку не должен превышать величины потерь воды на испарение и унос в вентиляцию. На рис.1 представлен материальный баланс бессточных операций хромирования с пятью ваннами улавливания (а) и никелирования с четырьмя ваннами улавливания (б) с производительностью 3 м2/ч на подвесках в стандартных электролитах при температуре 50 °С.
В этом случае пять ванн улавливания после хромирования и четыре ванны улавливания после никелирования обеспечивают полный возврат промывной воды в ванну нанесения покрытий. При этом практически только через 50 рабочих смен (1,5 месяца работы) промывная вода из первой ванны улавливания сливается в сборник для последующей корректировки уровня электролита в технологической ванне, из второй ванны улавливания вода переливается в первую ванну, из третьей - во вторую и т.д., в последнюю ванну улавливания наливают дистиллированную воду или конденсат. При увеличении температуры электролитов и организации нагрева в ваннах улавливания или в сборнике промывной воды из первой ступени, а также при уменьшении производительности ванн или уноса раствора уменьшается количество ванн улавливания. Возможно использовать схему бессточной промывки без установки сборника.
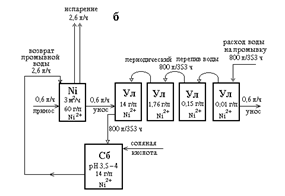
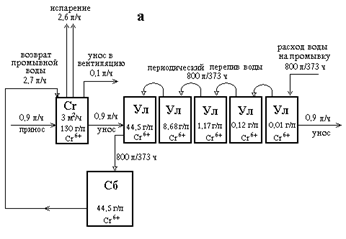
Рис.1. Материальный баланс бессточных операций хромирования (а) и никелирования (б):
Cr - ванна хромирования (3 м2/ч), Ni - ванна никелирования (3 м2/ч), Ул - ванны улавливания (по 800 л), работающие в периодически непроточном режиме, Сб - сборник промывной воды.
Сокращение выноса раствора из технологических ванн осуществляется за счет выбора оптимальных конструкций подвесок, барабанов и деталей, устройства между технологическими и промывными ваннами козырьков с наклоном в сторону технологических ванн, выдерживание деталей над поверхностью ванны максимально возможное время, а также применением обдува, встряхивания и т.п. Только увеличение времени выдержки деталей над ваннами с 4 до 16 с сокращает вынос раствора в 3 раза.
Использование воды из систем охлаждения и нагревания возможно в случае отсутствия на предприятии оборотного водоснабжения в системах охлаждения и нагрева.
Интенсификация промывки заключается в оборудовании промывных ванн подвесочного типа перемешивающими устройствами, предпочтительно барботажного типа. Рекомендуемая продолжительность промывки деталей на подвесках составляет 40-90 с в каждой ванне (в зависимости от свойств отмываемых растворов и температуры промывной воды). При промывке барабанов применяют не менее, чем двукратное погружение вращающегося барабана в ванну промывки на 10-15 с и выдержку его над ванной до полного стекания жидкости.
Подпитка технологических ванн из ванн улавливания осуществляется в том случае, если суточное уменьшение объема электролита в технологических ваннах составляет не менее 20 % объема ванны улавливания. Основной причиной уменьшения объема раствора в технологической ванне является нагрев электролитов. Так, например, при температуре электролита 50 °С за 1 час с 1 м2 поверхности зеркала раствора испаряется около 2 л воды, а при температуре 60 °С немногим менее 4 л. Подпитка может осуществляться как вручную, так и с помощью простейшего воздушного эрлифта. Если в действующем цехе после никелирования и хромирования имеется несколько ванн улавливания, то в зависимости от производительности ванн и температуры электролитов в помощью подпитки технологических ванн водой из ванн улавливания можно организовать бессточные операции никелирования и хромирования, как описано выше.
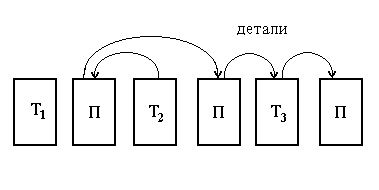
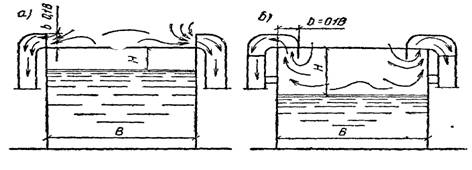
Изменение последовательности промывочных операций заключается в том, что после технологической операции детали дополнительно промывают в ваннах промывки после предыдущей (рис.2 а), либо после последующей технологической операции (рис.2 б), либо и там и там (рис.2 в). В первом и во втором вариантах изменения последовательности промывки фактически увеличивается число прямоточных ступеней промывки на одну, в третьем – на две.
а) Дополнительная промывка деталей в промывной ванне, установленной перед технологической ванной

б) Дополнительная промывка деталей в промывной ванне, установленной после последующей технологической ванны
в) Дополнительная промывка в ваннах промывки после предыдущей и после последующей технологических ванн
Рис.2. Изменение последовательности промывочных операций:
Т1 – предыдущая технологическая ванна, Т2 – рассматриваемая технологическая ванна, Т3 – последующая технологическая ванна, П – ванна промывки.
В первом случае в качестве рассматриваемой технологической ванны могут служить ванны декапирования (активирования), бесцианистого меднения и никелирования, при этом расход воды на промывку сокращается в 20 раз для декапирования, в более 30 раз для меднения и никелирования. Во втором случае в качестве рассматриваемой технологической ванны могут служить ванны обезжиривания (расход воды снижается в 15 раз), декапирования перед никелированием (расход воды снижается в 13 раз), декапирования перед щелочным цинкованием и кислого кадмирования (расход воды снижается в 20 раз), никелирования перед хромированием и цинкования (расход воды снижается в 33 раза) и осветления цинковых и кадмиевых покрытий перед их хроматированием (расход воды снижается в 5 раз). Третий случай применим для ванны никелирования перед хромированием (расход воды снижается в 100 раз) и осветления цинковых и кадмиевых покрытий перед их хроматированием (расход воды снижается в 10 раз). Таким образом, без каких-либо затрат можно в десятки раз сократить водопотребление только за счет изменения маршрута движения деталей.
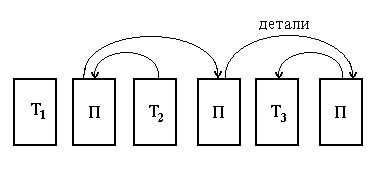
Многократное использование промывной воды заключается в том, что промывная вода после основных операций в процессах покрытия используется вторично в ваннах промывки после подготовительных операций перед этими же основными операциями по схеме на рис.3. Вода перекачивается из ванны в ванну либо с помощью воздушных эрлифтов, либо переливается самотеком при соединении ванн по схеме сообщающихся сосудов с помощью гибкого шланга.
Вода подается в ванну промывки после основной ванны нанесения покрытия (цинкования, кадмирования, меднения, никелирования, оловянирования, нанесения сплавов олова, фосфатирования, оксидирования и анодирования), затем промывная вода последовательно проходит через ванны промывки после подготовительных операций (декапирования, обезжиривания, осветления и травления алюминия), после чего сбрасывается на очистные сооружения. В этом случае общий расход воды определяется потреблением воды на промывку после нанесения покрытий. Экономия составляет сумму расходов промывной воды после обезжиривания и декапирования для нанесения гальванических покрытий – 700 л/м2 и после травления и осветления при анодировании алюминия – 1500 л/м2.
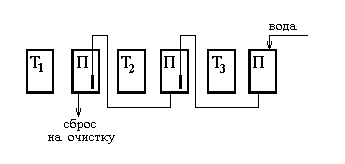
Рис.3. Схема многократного использования промывной воды: Т1,Т2 – ванны подготовительных операций, Т3 – ванна основной технологической операции
Многократное использование промывной воды по приведенной схеме позволяет снизить расход воды по отдельным линиям покрытия в 2-4 раза в зависимости от количества и типа последовательно соединенных ванн промывки. Внедрение повторного использования воды требует лишь незначительных работ по изменению обвязки трубопроводов на ваннах промывки.
Как при изменении последовательности промывок, так и при многократном использовании воды происходит смешение компонентов нескольких технологических ванн в одной промывной воде. В некоторых случаях это может привести к ухудшению качества обработки деталей. Например, осуществление дополнительной промывки деталей с цинковым покрытием в промывной ванне после декапирования может привести к растравливанию цинкового покрытия, при объединении промывочных ванн после кислого декапирования и щелочного обезжиривания, содержащего силикаты, на поверхности деталей может образовываться пленка нерастворимой кремниевой кислоты, которая будет препятствовать дальнейшему нанесению покрытия. Кроме того, недопустимо повторное использование промывной воды после обработки деталей в цианистых электролитах для промывки после обработки в кислых растворах, а также необходимо учитывать раздельную обработку хромсодержащих стоков на очистных сооружениях.
Глава 2. ВАКУУМНЫЕ ВЫПАРИВАТЕЛИ ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА
Современные гальванические производства предъявляют новые требования к системам очистки их стоков.
Во-первых, усилились требования к чистоте сбрасываемых вод. Во-вторых, возросшая стоимость утилизации отходов, электроэнергии и производственных площадей выдвигает законное требование к повышению их экономической эффективности. Поэтому, наряду с традиционными методами, последние десятилетия за рубежом широкое распространение получили системы локальной очистки стоков и восстановления электролитов на основе вакуумного выпаривания.
Для оптимального выбора систем очистки стоков гальванического производства разработчикам важно знать преимущества использования вакуумных выпаривателей и уметь оценить экономическую эффективность их применения.
На рисунке представлена стандартная схема подключения вакуумного выпаривателя.
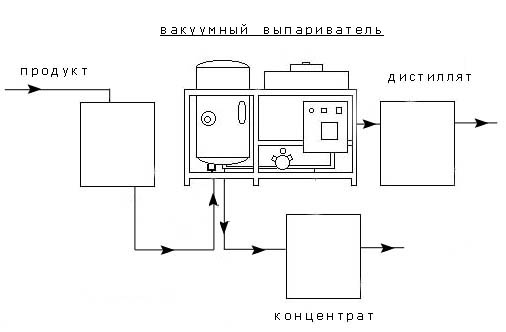
Для большинства растворов участвующих в гальванических процессах, получаемый при выпаривании стоков дистиллят не только удовлетворяет ПДК, но и чище водопроводной воды, что позволяет использовать его повторно в ваннах промывки и приготовлении электролитов. Таким образом, использование вакуумных выпаривателей позволяет получать системы с замкнутым водооборотом, когда до 95% воды возвращается в технологический процесс. Таким образом, значительно снижается плата за водопотребление и водоподготовку. Важно отметить, что при этом для очистки воды не требуется дополнительных реагентов ни для водоподготовки, ни для очистки.
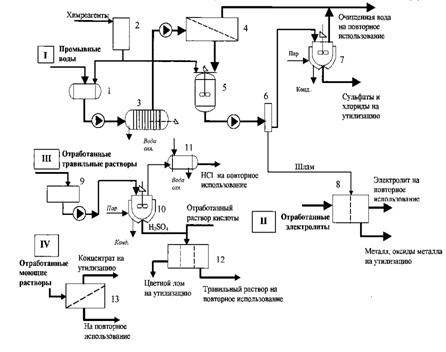
Глава 3. ШЛАМЫ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ: СХЕМА ПЕРЕРАБОТКИ
Для обезвреживания сточных вод гальванических производств в основном применяются реагентные методы, переводящие токсичные вещества в малорастворимые соединения. Широкая область пригодности и относительно простая технология обработки сточных вод обусловили наибольшее распространение модификаций реагентного метода в практике гальванического производства. Вместе с тем, реагентному методу очистки сточных вод присущи недостатки, которые ограничивают его технологические возможности, и в первую очередь, образование значительных количеств шламов, переработка которых связана с большими энергозатратами. Применение реагентного метода в промышленности привело к накоплению значительных количеств твердых отходов в виде смесей гидроокисей и гидрокарбонатов цветных металлов (только на предприятиях Киева накоплено более 1тыс.тонн), для хранения которых необходимо тратить значительные средства. Это вызвало необходимость разработки методов переработки шламов с целью их утилизации.
Например, на заводе по переработке отходов Tredi (Франция) введена в эксплуатацию установка по осаждению смеси железа, никеля и цинка содой [1]. Осадок прокаливали при 900оС в нейтральной безкислородной атмосфере и получали порошок феррита, который может быть использован при производстве специального кабеля, микроволновых печей, коррозионно-устойчивых красок и др. Как правило, осадки содержат от 50 до 80% воды, а поэтому их высушивание связано с большими энергозатратами. Значительное содержание воды делает невыгодным транспортирование таких шламов на заводы по переработке руд цветных металлов.
Поскольку на существующих производствах очистка сточных вод производится на общезаводских станциях нейтрализации, где происходит смешение всех технологических стоков, то в состав осадка входит смесь гидроксидов и гидрокарбонатов цинка, меди, никеля, хрома и железа в зависимости от состава накопленных покрытий. Поэтому переработка их на металлы является достаточно сложной задачей. Существует целый ряд производств, на которых отходы представляют собой нерастворимые в воде соединения металла, например цинка (на производствах химволокна) или меди (на производствах радиоэлектронной аппаратуры). Для экспериментального исследования возможности переработки шламов на металл в данной работе были выбраны шламы Киевского радиозавода. В производстве печатных плат промывные растворы, которые содержат медь, образуются после операций химического и электролитического меднения, подтравления и травления. Осаждение меди вели путем прибавления извести, которая содержит примеси известняка. Поэтому осадок после отстаивания и обезвоживания до содержания воды 50% представляет собой смесь оксида меди, гидрокарбоната меди и карбоната кальция.
Глава 4. ИЗВЛЕЧЕНИЕ НИКЕЛЯ ИЗ РАЗЛИЧНЫХ ПРОЦЕССОВ В ГАЛЬВАНОСТЕГИИ
Похожие работы

... тряпкой, а затем промывают ещё раз и сушат. Для каждого вида покрытия берётся строго определённый электролит, который составляется по приведённым ниже рецептам: Глава 2. ИЗВЛЕЧЕНИЕ НИКЕЛЯ ИЗ ПОЛИРОВАЛЬНЫХ ВАНН ДЛЯ НИКЕЛИРОВАНИЯ При нанесении декоративных хромовых покрытий на деталь для защиты от коррозии сначала наносят слой никеля. Для получения гладкой и блестящей ...
... анализ воды, который выявит необходимость проведения предварительных мер очистки до подачи воды в мембранные фильтры очистки сточных вод гальванического производства. Глава 3. ВЫДЕЛЕНИЕ ХРОМА ИЗ ПРОМЫВНЫХ ВОД ПРОЦЕССОВ ГАЛЬВАНОСТЕГИИ Строгие требования органов охраны окружающей среды не позволяют сбрасывать непосредственно в водоемы или канализацию сточные воды, содержащие хром, например в ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
... током. Правила оказания первой помощи должны быть вывешены в цехе на видном месте. ГЛАВА 3. МЕРОПРИЯТИЯПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ ПРОЦЕССОВ ГАЛЬВАНПРОИЗВОДСТВА 3.1 АНАЛИЗ ОВПФ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА В гальванических цехах источниками опасности являются технологические процессы подготовки поверхности, приготовления растворов и электролитов, нанесение покрытий. Методы очистки ...
0 комментариев