Навигация
Технология производства вареной колбасы
22973
знака
1
таблица
3
изображения
содержание
Введение
1. Анализ технологического процесса
1.1 Описание технологического процесса приготовления вареной колбасы
1.2 Основное оборудование
1.3 Выбор и обоснование параметров нормального технологического режима
2. Выбор методов измерения технологических параметров и их сравнительная характеристика
2.1 Выбор технических средств измерения технологических параметров и их сравнительная характеристика
2.1.1 Измерение температуры
2.1.2 Измерение давления
2.1.3 Измерение влажности
2.1.4 Контроль времени
3. Описание схемы автоматического контроля технологических параметров
Заключение
Литература
Приложения
ВВЕДЕНИЕ
Производство вареной колбасы обладает целым рядом особенностей, с которыми связано особо серьезное отношение к процессу производства, а именно сложность технологического процесса, высокие требования к качеству мяса, необходимость повышения производительности.
Процесс производства вареных колбас требует обеспечения не только современными техническими средствами автоматизации, но и высококвалифицированными специалистами в сфере автоматизации.
Автоматизируя процесс изготовления вареных колбас, необходимо, в первую очередь, руководствоваться требованиями к качеству производимого продукта. Также, при введении в технологический процесс средств автоматизации все аппараты и сооружения должны работать в нормальном технологическом режиме.
Несмотря на все трудности, сопровождающие автоматизацию рассматриваемого технологического процесса, она (автоматизация) позволяет добиться увеличения производительности, улучшения качества и условий работы персонала (снижается трудоемкость и опасность производства).
На основе анализа технологического процесса произведен выбор методов измерения, а также способы реализации этих методов – средства измерения.
1. АНАЛИЗ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
1.1 Описание технологического процесса приготовления вареных колбас
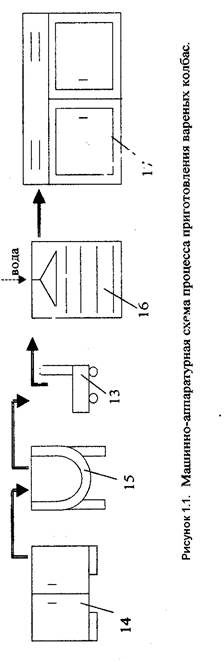
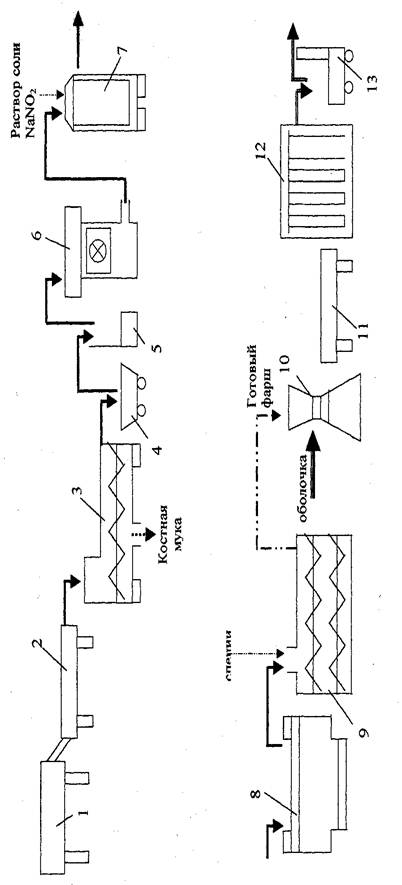
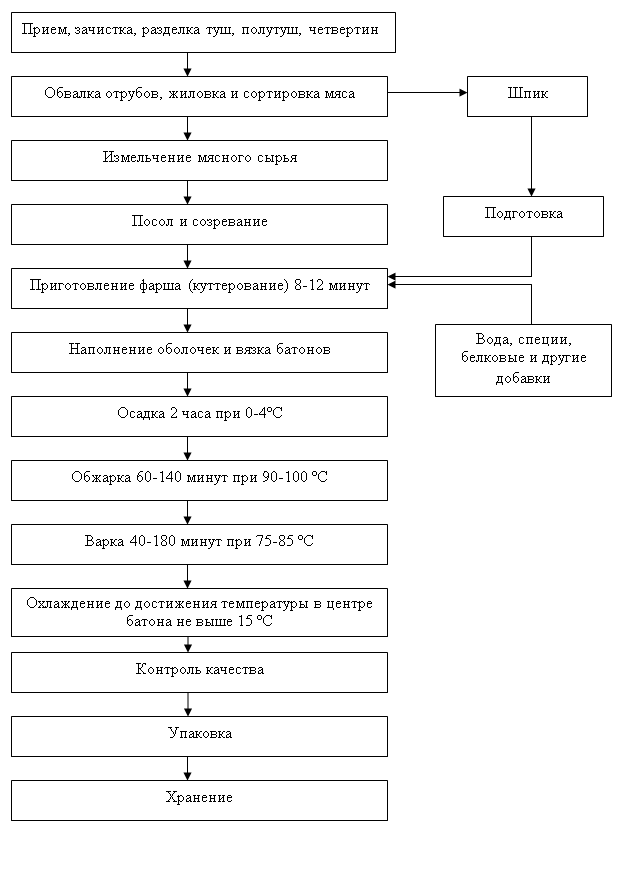
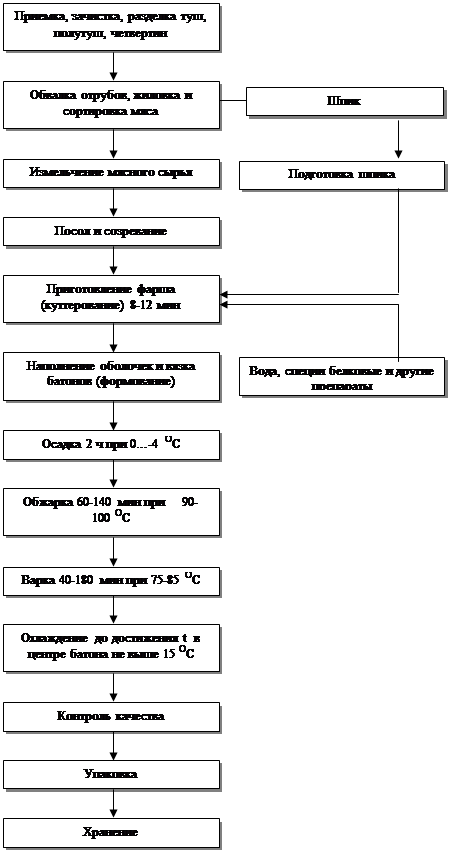
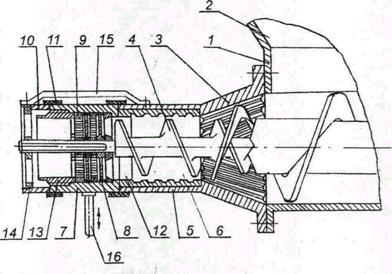
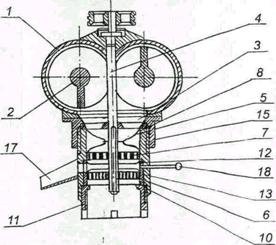
Технологическая схема процесса представлена на рис. 1.1. Мясо в тушах, полутушах и четвертинах подается на стол для ручной обвалки (1), где происходит его первоначальная обвалка и жиловка. Операцию по освобождению мясной туши от костей называют обвалкой. Жиловка - это удаление из мяса жировой ткани, крупных кровеносных и лимфотических сосудов, сухожилий. Затем мясо по ленточному транспортеру (2) подается в шнековый пресс (3) для механической обвалки. После сортировки жалованное мясо в тележке для транспортировки мышечной ткани (4) отправляют для взвешивания в соответствии с рецептурой на автоматических весах (5). Взвешенное мясо предварительно измельчают на волчке (6) с диаметром отверстий решетки 16-25 мм и подвергают посолу. В целях ускорения процесса посола рекомендуется измельченное мясо солить концентрированным раствором поваренной соли плотностью 1,201 г/см 3 с содержанием хлористого натрия 26 %. Концентрированный раствор поваренной соли охлаждают до температуры не выше 4°С. При посоле сырья добавляют нитрит натрия в количестве 7,5 г на 100 кг мясного сырья (в виде раствора концентрацией не выше 2,5 %).
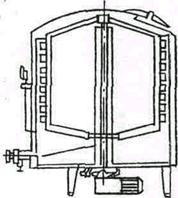
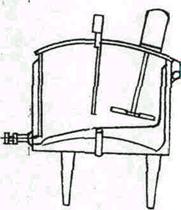
Посоленное мясо выдерживают в емкостях для созревания (7) при температуре помещения не выше 4°С, в течение 12-24 часов. Выдержку мяса в созревателях непрерывного действия, снабженных охлаждаемой рубашкой, допускается производить в неохлаждаемых помещениях. При этом в охлаждаемую рубашку подают ледяную воду или рассол с температурой от 0 до -1°С. Не рекомендуется применение рассола более низкой температуры во избежание примерзания мяса к стенкам созревателя.
Посоленное и выдержанное при низкой температуре мясо обрабатывается на куттере (8) для более тонкого измельчения. Измельченное мясо смешивается в фаршемешалке (9) с пряностями, крахмалом, мукой, аскорбинатом натрия и измельченным шпиком течение 5-8 минут до получения однородной массы фарша.
После тщательного перемешивания готовый фарш в тележках подается к шприцам. Наполнение оболочек фаршем производят на пневматических, гидравлических или механических вакуумных шприцах (10). Глубина вакуума 0,5 Па. Давление нагнетания должно обеспечивать плотную набивку фарша.
При вязке фарш отжимают внутрь батона и прочно завязывают конец оболочки, делая петлю для навешивания на палку. Вязка батонов (товарные отметки) производится в соответствии с требованиями ГОСТ 23670-79 вискозным шпагатом, шпагатом №1,2 в широких оболочках, шпагатом № 1,0 и льняными нитками в оболочках до 80 мм. Из батонов в натуральной оболочке удаляют воздух, попавший в батон вместе с фаршем, путем прокола оболочки.
При наличии на искусственных оболочках печатных обозначений вязку батонов допускается производить без поперечных перевязок (товарных отметок) или с одной тремя перевязками посередине батона в зависимости от его диаметра.
Минимальная длина батонов должна быть не менее 15 см. Свободные концы шпагата и оболочки диаметром до 80 мм должны быть не длиннее 2 см, а свыше 80 мм не длиннее 3 см, при товарной отметке не длиннее 7 см.
После вязки или наложения петли батоны навешиваются на палки, которые затем размещаются на рамах. При навешивании на палки следят, чтобы батоны не соприкасались друг с другом во избежание слипов.
Батоны в искусственной оболочке большого диаметра 100-120 мм навешивают на палки (при наличии петли) или укладывают в горизонтальном положении на специальные лотки (приспособления), представляющие собой каркас из хромистой нержавеющей стали, на котором закреплена желобчатая подложка из нержавеющей сетки с ячейкой 2x2 мм. Лотки закрепляются на стандартных рамах и направляются в камеру осадки (12). Осадка, то есть, уплотнение фарша и подсушивание оболочки. Батоны подвергаются осадке при температуре 4°С в течение 2 часов. Обжарку следует вести опилками лиственных пород деревьев, преимущественно бука, ольхи, дуба, которые выделяют при неполном сгорании ароматические и красящие вещества.
Обжарка колбасы в газовой среде (при непосредственном сгорании в топке газа) ни в коем случае не может быть допущена, так как газ при сгорании выделяет вредные для здоровья человека вещества, конденсирующиеся на оболочке и проникающие в фарш, поэтому газ может быть использован при обжарке только в качестве топлива. Газовые горелки должны быть замкнуты в металлические кожуха с выводом продуктов сгорания газа не в камеру, а в атмосферу. Опилки для образования дыма контактируют не с газом, а с металлическим кожухом, изолирующим газ от продукции.
Обжарка производится в обжарочном шкафу (14) при температуре 95°С в течение 120 минут. Температура фарша колбас при обжарке не должна повышаться более 40°С, так как при повышенной температуре продукция теряет много влаги, фарш припекается к оболочке и снижается выход продукции.
Обжаренные батоны варятся в паровом варочном котле (15) при температуре 80°С в течение 120 минут. Готовность определяется достижением внутри батона температуры 70°С.
После варки батоны охлаждают под душем холодной водой с температурой 8°С в течение 10 минут в оросительной камере (16). После охлаждения под душем колбасные изделия охлаждают до температуры в центре батона не ниже 0°С и не выше 15°С в камере охлаждения (17) при температуре 4°С и относительной влажности воздуха 95 %.
Вареные колбасы выпускают в реализацию при температуре не ниже 0 и не выше 15°С. Сроки хранения при температуре не ниже 0 и не выше 8°С и относительной влажности воздуха 75 % вареных колбас высшего сорта - до 72 ч, а первого и второго – 48 /1/.
Похожие работы
... яйцепродуктов, инструкции по мойке и профилактической дезинфекции на предприятиях мясной и птицеперерабатывающей промышленности, утвержденных в установленном порядке, и по технологической инструкции. Технология производства вареных колбас из мяса птицы включает следующие процессы: - размораживание сырья (при поступлении в замороженном состоянии); - разделка обвалка и жиловка сырья; - ...
... и подвергают тепловой обработке. Технологические функции основных компонентов колбасных изделий представлены в таблице 2. Рисунок 1. Технологическая схема производства вареных колбас, сосисок и сарделек. Таблица 2 – Технологические функции основных компонентов рецептур Вид сырья Технологическая функция при приготовлении эмульсии Влияние ...
... и поломанные батоны, концы которых не зачищены и не обернуты бумагой; серые пятна, крупные пустоты; рыхлый, разлагающийся фарш и лопнувшая оболочка, большие наплывы фарша над оболочкой. 1.7 Требования к качеству вареных колбас Батоны должны иметь чистую сухую поверхность без повреждения оболочки, слипов и наплывов фарша. Консистенция упругая, плотная. Не принимаются колбасы с загрязнениями, ...

... , обжарка и варка); охлаждение и хранение. В результате предлагаемой модернизации сократятся расход энергии, ручной труд, повысится качество продукции. Предложенную модернизацию оборудования в линии производства вареных колбас можно провести силами ремонтной мастерской. Ремонтная мастерская обладает всем необходимым набором оборудования для проведения ремонта и изготовления деталей своими ...
0 комментариев