Навигация
Техническое задание на разработку базы стандартных прессованных профилей
15871
знак
0
таблиц
3
изображения
1.3 Техническое задание на разработку базы стандартных прессованных профилей
1.3.1 Общие положения
Технические условия (ТУ) устанавливают, в основном, выходные параметры проектируемых программных средств обеспечения конструкторских работ: характер информационного контента, наличие исполняемых модулей, динамических библиотек, форматы представления данных, элементы автоматизации, совместимость с тем или иным ПО в отдельных случаях – объем и характеристика носителя информации и т. д.
При проектировании программно-информационного обеспечения конструкторских работ, разрабатывают техническое задание (ТЗ), которое определяется более широким объемом предъявляемых к проектируемому объекту. ТЗ является документом, определяющим основные требования, которыми обязан руководствоваться разработчик.
В ТЗ также отражаются: перечень НИОКР и прочих работ, обосновывающих необходимость проведения разработки заказываемого образца, перечень экспериментальных образцов, условия использования и распространения, экономические и специальные требования. Указываются: вид образца, предприятие-заказчик, предприятие-изготовитель, источник финансирования, комплектность сопроводительной документации и т. п.
Для данного проекта представляет интерес техническая часть ТЗ, в которой излагаются ТУ, согласно которым будет выполняться проектирование баз данных стандартных элементов.
1.3.2 Технические условия на разработку информационных баз стандартных прессованных профилей
Информационная база стандартных прессованных профилей, применяемая при разработке авиационных конструкций в УФКБ ОАО «Туполев» должна отвечать следующим условиям:
1. Информационная база представляет собой комплект файлов – твердотельных моделей каждого вида прессованных профилей и поставленных им в соответствие таблиц данных о типоразмерах.
1. Информационная база должна содержать стандартные прессованные профили включающий номер профиля.
2. Номенклатура типоразмеров каждого наименования должна соответствовать перечню-ограничителю, принятому на базовом предприятии.
4. В твердотельных моделях допускается не выполнять конструктивные элементы второстепенного характера, такие как: фаски, галтели и т.п.
5. Наименования файлам твердотельных моделей следует присваивать по обозначению соответствующих стандартов. Наименования исполнений внутри стандарта следует присваивать согласно принятым в стандарте обозначениям.
6. Твердотельные модели должны быть представлены в формате SolidWorks версии не позже 2001. Файлы таблиц данных о типоразмерах должны быть представлены в формате MS Exсel версии не позже 2000.
2. В проектной части настоящего проекта описывается разборка баз стандартных прессованных профилей.
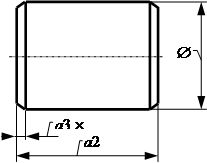
Разработка ведется в пакете SolidWORKS 2003. Эскизы разрабатываемых элементов представлены на рис. 2.1.

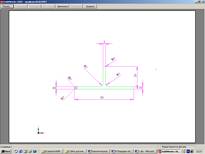
Рис. 2.1. Эскизы стандартных прессованных профилей
Разрабатываемая база баз стандартных прессованных профилей представляет собой совокупность файлов твердотельных моделей в формате SolidWORKS (*.sldprt) с вложенными таблицами параметров в формате Microsoft Excel (*.xls). Каждый файл модели содержит информацию о нескольких исполнениях того или иного профиля по требованию конструктора перестраивает модель в соответствии с размерами, согласно параметрам данного исполнения в таблице.
Факторы влияющие на процесс создания базы данных ЭМ
Процесс создания ЭМ деталей и оснастки должен быть минимизирован по времени.
Время создания ЭМ зависит:
1. от наличия СВТ (и его количества и качества);
2. от наличия лицензионного (поддерживаемого фирмой-поставщиком) ПО;
3. от количества и профессионализма пользователей ПО;
4. от способности организовать и поддерживать ПО и ЛВС внутри подразделений и в пределах всей сети;
5. от объекта моделирования (при запуске нового изделия или агрегата “с нуля” можно не думать об уже оснащенном по традиционной технологии производстве);
от организации всего процесса внедрения (в самом широком понимании).
3. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
3.1 Исходные данные
3.1.1 Основные направления сокращения затрат при внедрении баз данных для электронного моделирования
1. Уменьшение количества технологической документации на бумажных носителях
2. Уменьшение количества времени на поиск нужного элемента конструкции
3. Уменьшение потребности в дополнительной рабочей силе при сохранении или наращивании объёмов производства
4. Сокращение неувязок и вопросов в производстве на всех стадиях
5. Сокращение сроков выпуска и снижение трудоёмкости подготовки эксплуатационной документации (при условии выполнения твердотельных моделей)
6. Сокращение цикла производства изделия за счёт уменьшения количества неувязок и вопросов.
7. Повышение качества и конкурентоспособности изделия.
3.1.2 Расчет экономической эффективности применения баз данных стандартных прессованных профилей предназначен для обоснования внедрения упомянутых баз в рабочий процесс авиационных конструкторских бюро. Расчет производится на основе данных по представительству КБ «Туполев» на авиационном комплексе ЗАО «Авиастар-СП» и подразумевает основным изделием самолет Ту-204-100.
Исходные данные :
1. Годовой фонд рабочего времени Фг = 4140 ч
2. Чертежный объем основного изделия Кф = 470000 формат
3. Количество профильных деталей Кп =48097 проф
4. Норма времени на разработку КД Tф = 3 н·ч/формат
5. Удельные трудозатраты на построение сечений профиля Tп = 0,4 н·ч/проф
6. Количество человек в бригаде Ч=10 человек
7. Заработная плата инженера-конструктора з=3100 руб/месяц
8. Стоимость электроэнергии э=1,4 руб/(кВт·ч)
9. Мощность единицы компьютерной техники P=300 Вт
10. Стоимость единицы компьютерной техники Скт = 50000руб
11. Норма амортизации а=0,20
В данном расчете следует отметить следующее: величина удельных трудозатрат на построение крепежных изделий задана с учетом возможности их копирования; амортизация производственных помещений, затраты на коммунальное обслуживание площадей не учитываются.
Похожие работы
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
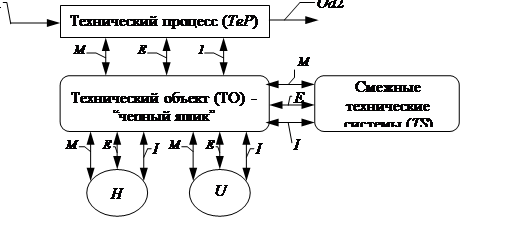
... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...

... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
0 комментариев