Основные технические характеристики серийного тепловоза ТЭП70
Дизель. Описание технологического процесса проведения ремонта
Муфту соединительную разобрать, отремонтировать, собрать
Сборка шатунно-поршневой группы
Номенклатура контролируемых показателей
Средства измерения износа и деформации деталей
Разработка рекомендаций по выполнению измерений, контроля и испытаний
Поверка средств измерений
Навигация
Сборка шатунно-поршневой группы
Метрологическое обеспечение ремонта дизель-генератора специализированного серийного тепловоза ТЭП70
67886
знаков
0
таблиц
8
изображений
2. Сборка шатунно-поршневой группы.
При сборке шатунно-поршневой группы все детали промыть и продуть сжатым воздухом, проверить чистоту маслоподводящих отверстий в поршне и шатуне. Поршневые кольца устанавливать на поршень при помощи приспособления, ограничивающего развод замка. При сборке поршня должны соблюдаться сохранение комплектности всех деталей относящихся к данному поршню.
Контрольная операция:
Произвести замеры шатунно-поршневой группы.
Поддизельная рама и блок цилиндров. Рама дизеля (Рисунок 6) служит для установки на ней дизеля и генератора, соединенных муфтой. На раме также крепят отдельные сборочные единицы вспомогательного оборудования.
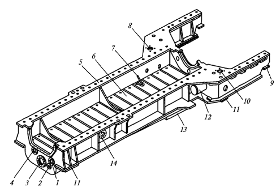
Рисунок 6 – Рама дизеля
1, 3 – отверстия для забора масла насосами; 2, 4 – отверстия для слива масла из фильтра тонкой очистки и вспомогательных агрегатов; 5 – верхний лист для установки блока дизеля; 6 – сетка; 7 – трубка масломерной рейки; 8 – горловина заливки масла; 9 – опора для пружин; 10, 12 – соответственно отверстие и труба подачи воды к воздухоохладителям; 11 – платик установки рамы; 13 – поддон рамы; 14 – место забора масла маслопрокачивающим агрегатом.
Блоки цилиндров (Рисунок 7) разделяют на мокрые и сухие. В мокрых блоках между втулкой и стенками блока течет охлаждающая вода. Охлаждение втулок в сухих блоках осуществляется водой между втулкой и рубашкой, напрессованной на втулку.

Рисунок 7 – Блок цилиндров дизеля
1 – корпус; 2 – передний лист блока; 3 – средняя плита;
4 – постановочная втулка; 5 – шпилька крепления лотка; 6 – верхняя плита; 7 – шпилька крепления цилиндровых крышек; 8 – проставка для подвода воздуха к впускным клапанам; 9 – верхний лист блока цилиндров; 10 – водяной коллектор; 11 – предохранительный клапан; 12 – крышка люка картера; 13 – стойка блока; 14 – втулка из нержавеющей стали для перепуска воды из коллектора к рубашкам цилиндров; 15, 16 – вкладыши коренных подшипников; 17 – подвеска; 18 – болт; а, б, в-маслоподводящие каналы; г – воздушный коллектор; д – отверстие для перепуска воды из крышки в охлаждающую полость цилиндра; е – фиксирующие зубцы стыка подвески.
Технологический процесс осуществления ремонта поддизельной рамы и блока цилиндров состоит из следующих этапов:
1. Блок цилиндров отремонтировать.
Зачалить блок дизеля, переместить его к выварочной ванне, в ванну опустить. После выварки и мойки блока, блок дизеля осмотреть, для замеров подготовить.
Контрольная операция:
Произвести цветную дефектоскопию блока дизеля, также произвести магнитную дефектоскопию болтов блока дизеля. Блок дизеля после дефектоскопии осмотреть, особое внимание обратить на выявленные трещины в следующих местах: в стойках картера блока, в боковых поперечных листах, а также в верхних плитах опор цилиндров, в боковых и торцевых стенках и плите опоры лотка. При трещинах обнаруженных в двух смежных стойках картера блока и трещинах кронштейна выносного подшипника блок подлежит списанию. Обнаруженные трещины разделать подготовить к сварке. Сварочные работы производить в соответствии с П 2.4 Инструкции ЦТ‑336. Далее произвести испытания водяных поясов блока. Течь не допускается. Бугели, подвески, болты подвесок, гайки, шайбы и шпильки крепления комплектов к блоку подготовить к дефектоскопии. Произвести магнитную дефектоскопию
При наличии трещин заменить.
2. Произвести ремонт поддизельной рамы.
Раму очистить от грязи, промыть. Подготовить к цветной дефектоскопии сварные швы поддона, угольников, планки. Проверить состояние сеток, резьбовых отверстий и привалочных плоскостей. При наличии трещин более трех штук общей длиной более 50% ширины листа, а так же когда толщина листов менее 16 мм, листы следует заменить. При наличии отклонения от плоскостности поверхности верхних листов в месте установки блока более 0,3 мм их следует устранить механической обработкой. Отверстия под штифты остова главного генератора заварить с последующей зачисткой плоскости прилегания. Листы поддона, не подлежащие исправлению, заменить новыми. Коробление листов поддона допускается не более 5 мм на длине детали, заварка трещин поддона допускается в любых местах. После ремонта проверить плотность поддизельной рамы наливом воды с выдержкой в течении 20 минут. Просачивание воды не допускается. Сварочные работы производить в соответствии с П 2.4 Инструкции ЦТ‑336.
3. Произвести ремонт цилиндровой крышки.
Разборку цилиндровой крышки производить в следующей последовательности:
Снять стопорное кольцо при помощи приспособления, после чего снять колпачок, при помощи приспособления снять, сжимая пружины клапанов вынуть сухари, снять тарелки и пружину. Вынуть клапаны из крышки, вынуть стопорное кольцо и скребок из направляющей втулки, вынуть регулировочные и фторопластовые кольца. Разобрать гидротолкатель: вынуть шплинт и снять колпачок, вынуть стопорное кольцо, толкатель, пружины, упор и шарик. Водяные полости крышки цилиндров очистить от накипи и опрессовать водой давлением 12 кгс/см. Произвести магнитную дефектоскопию огневую поверхность днища, колпака, тарелки. При обнаруженных трещинах переходящих на поверхность стенки водяной полости, а также в местах запрессовки втулки направляющих клапанов, при наличии раковин, не устраняемых заваркой, крышки заменить. Осмотреть посадочные фаски под впускные клапаны, при наличии забоин, риск, вмятин посадочные места прозенкировать или произвести наплавку с последующей обработкой до чертежных размеров. Независимо от состояния направляющие впускных и выпускных клапанов заменить новыми.
Более подробно технологический процесс ремонта дизеля приведён в таблице Приложения А, данной курсовой работы.
0 комментариев