Навигация
Период остывания изделий в камере
38332
знака
3
таблицы
1
изображение
1.4 Период остывания изделий в камере
За периодом изотермического прогрева следует период понижения температуры в камере. Продолжительность его, так же как и остальных, может быть различной.
На многих заводах сборного железобетона после окончания изотермического выдерживания прекращается подача пара в камеру, и изделие выдерживается в течение 2-3 ч. При этом скорость понижения температуры зависит от степени герметизации камеры и подчас составляет 2–5°С в 1 ч. Следовательно, за 2– 3 ч температура в камере понижается всего на 5–10°С и в случае пропаривания при 80° С. составляет 75–70°С. Далее крышку камеры открывают, и изделие некоторое время выдерживают в теплой камере, потом извлекают из нее и распалубливают. Такой режим охлаждения характерен для агрегатно-поточной схемы производства при пропаривании изделий в вертикальных камерах. Отсюда следует, что охлаждение изделий в основном протекает произвольно и зависит от степени герметизации камеры, а также от температуры в цехе. Для охлаждения изделий по заданному режиму необходим отсос пара и принудительная вентиляция камер.
В период охлаждения бетона после изотермического прогрева в нем происходят следующие процессы. Вследствие того что изделие имеет температуру большую, чем среда камеры, из бетона начинает испаряться вода, поверхность его высыхает и становится светлее. Кроме того, вследствие разности температур в изделии возникают температурные перепады, которые приводят к образованию напряжений. При этом чем массивнее изделие и чем быстрее оно охлаждается, тем, естественно, больше температурные напряжения, которые могут привести к образованию трещин.
Допустимая скорость понижения температуры зависит также и от прочности бетона, полученной к концу изотермического прогрева изделий. Температурные перепады приводят к образованию растягивающих напряжений. Поэтому чем выше прочность бетона, тем большие напряжения он может воспринять без разрушения.
В тех случаях, когда предъявляются повышенные требования к водонепроницаемости и морозостойкости бетона, целесообразно охлаждать изделия путем орошения их водой с постепенным понижением ее температуры до температуры окружающей среды.
Существенно влияют на появление температурных трещин при охлаждении сквозняки. В закрытом помещении без сквозняков температурный перепад 60–70°С может не вызвать образования трещин, в то время как при охлаждении на улице, особенно при ветре, даже при меньшем температурном перепаде возможно их возникновение.
Следовательно, в зависимости от условий последующего остывания величина допустимого температурного перепада должна быть различной.
Если же изделия изготовляют на полигонах, а охлаждаются они на улице, то допустимым следует считать перепад 40°С. Независимо от места, где будут охлаждаться изделия (теплый склад или улица), необходимо, чтобы их со всех сторон омывал более холодный воздух. Одностороннее охлаждение, например, когда изделие находится на теплом полу, а охлаждается сверху, приводит к образованию трещин.
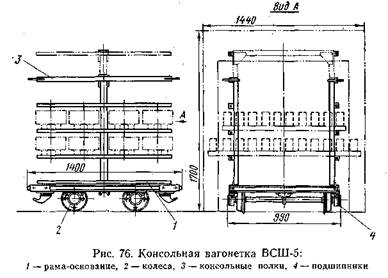
2. Характеристика вертикальной камеры и изделий
Сушильные установки непрерывного действия представляют собой вытянутые (в высоту или в длину в зависимости от удобства размещения в цехе) камеры, внутри которых с помощью конвейеров различных конструкций высушиваемый материал перемещается от загрузочного к разгрузочному концу. Из-за трудности создания надежных конвейерных устройств для транспортировки тяжелых форм и крупных стержней эти сушила применяются только для сушки мелких и средних стержней. Сушила непрерывного действия работают с постоянным во времени тепловым режимом.
Вертикальная камера выполняется в виде башни со стенами рамно-щитовой конструкции. Пространство между внутренним и внешним стальными листами обшивки рам заполняется теплоизоляционным материалом (шлаковой или стеклянной ватой). Внутри сушила движется вертикальный конвейер, состоящий из двух непрерывных роликовых цепей с подвешенными на них этажерками. На полки этажерок укладывают подвергаемые сушке стержни. Количество полок на каждой из этажерок зависит от размера стержней. При массе стержней до 5 кг обычно на этажерке устанавливают по три полки, при сушке более крупных стержней количество полок уменьшается. Изменяя скорость движения конвейера, можно устанавливать различное время пребывания стержней в сушиле в зависимости от их массы. Загрузка стержней производится со стороны восходящей ветви конвейера, разгрузка – с противоположной стороны, причем загрузка и выгрузка обычно механизированы.
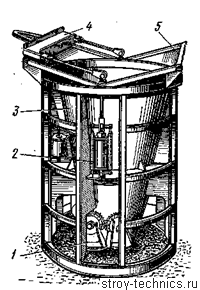
Топка сушила находится между двумя ветвями конвейера; размещена выше уровня загрузочного и разгрузочного окон, чтобы предотвратить выбивание горячих дымовых газон. Топливо сжигается в топке, расположенной внутри смесительной камеры, в которой происходит перемешивание выходящих из топки продуктов горения (с температурой 1000–1200° С) с холодным воздухом или отработанными газами. Наружная камера одновременно играет роль тепловой изоляции кладки топки. Приготовленный таким образом сушильный агент выходит из камеры смешения через отверстия в ее своде и поступает в сушильную камеру со стороны восходящей ветви конвейера. Поднявшись в верхнюю часть сушила, дымовые газы огибают перегородку, опускаются в нижнюю часть сушила, откуда дымососом часть их отводится для рециркуляции, а часть поступает в дымовую трубу. Вместо сплошной перегородки часто используются газоотбойные щиты, устанавливаемые над топкой. Меняя угол наклона этих щитов при помощи лебедки, можно регулировать распределение газовых потоков в сушильной камере. Помимо этого, дымовая труба соединена с верхней частью сушильной камеры четырьмя короткими трубопроводами с заслонками на каждом из них. Все эти средства позволяют регулировать работу сушила и подбирать тот режим сушки, который требуется для данных стержней.
Стержни перед выдачей из сушила охлаждаются. Зоной охлаждения служит участок нисходящей ветви конвейера между дымоотборным отверстием и разгрузочным окном. Охлаждение стержней осуществляется воздухом, подсасываемым в сушильную камеру через окно разгрузки.
Отопление может осуществляться любым видом топлива (твердым, жидким или газообразным), сжигание которого осуществляется с помощью топливосжигательных устройств.
Похожие работы
... (равные 1%)в несколько раз. Специалисты считают, что можно сократить расход цемента (и при этом повысить качество и долговечность конструкций), если приготовлять бетон из чистых фракционированных заполнителей. Организация производства таких заполнителей потребует значительных капиталовложений, но для народного хозяйства это значительно выгоднее по сравнению с затратами на ремонты и замену ...
... ) массы в виде сплошного бруса с последующим разрезанием его на отдельные изделия и методом полусухого прессования сыпучей массы в пресс-формах. К основным технологическим процессам производства керамического кирпича и камней относятся: добыча сырья и его усреднение, подготовка добавок, корректирующих свойства исходного сырья, составление массы (шихты) путем дозирования компонентов в требуемом ...




... самосбрасывающих вагонетках работали безотказно, а пальцы для захвата рамок не были погнуты. Необходимо периодически покрывать антикоррозионными составами сушильные вагонетки и своевременно ремонтировать их. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ СУШКИ Сушку кирпича производят только конвективным методом, т. е. методом, при котором влага испаряется вследствие теплового обмена между изделием и ...


... измерения. Наименование и тип машины для механизации процесса. Curb Fox 5000 HTP90 DCP 50.15X на базе Daewwo Назначение 3) Подача бетонной смеси к рабочему месту с укладкой в фундаменты, бетонную подготовку и т.д. (конструкции нулевого типа). Технические характеристики: Радиус действия стрелы, м - - 45,6 Досягаемость вверх, м - 45,1 49,5 ...
0 комментариев