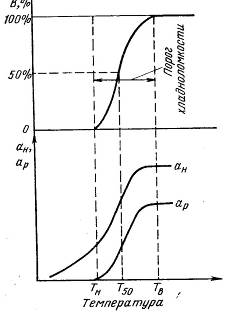
Влияние водорода на эксплуатационные свойства стали
Определения содержания водорода в металле
Процесс неметаллических включений в стали
Существующая технологическая схема
Материальный баланс плавки стали 17Г1С
Период плавки
Тепловой баланс рабочего пространства
Технология плавки стали марки 17Г1С
Доводка чугуна
Раскисление и легирование стали
Изменение температуры в процессе внепечной обработки металла
Специальная часть
Основы технологии струйно-кавитационного рафинирования
Разработка технологии струйно-кавитационного рафинирования стали в большегрузных ковшах
Интенсификация перемешивания металла и повышение поверхности контакта расплав - газ
Технические средства для обеспечения пульсирующего дутья
Отопление и вентиляция цеха
Охрана окружающей природной среды
Производственный план
Расчет показателей по труду
Расчет плановой калькуляции себестоимости
Навигация
Производственный план
Влияние водорода на свойства стали
128504
знака
27
таблиц
6
изображений
6.2 Производственный план
В настоящее время в мартеновском цехе ООО «Уральская Сталь» существует схема производственных потоков, представленных на рисунке 4.
![]()
![]()
![]()
![]()
![]()
![]()
![]()



![]()
Рисунок 10 – Существующая схема производственных потоков
Данная схема не удовлетворяет современной тенденции развития производства, так как не обеспечивает получения металла высокого качества.
Схема производственных потоков после реконструкции цеха представлена на рисунке 11.
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()


![]()
Рисунок 4 – Схема производственных потоков после реконструкции цеха
После реконструкции сталь в изложницы не разливается, поэтому увеличивается выход годного.
Таблица 20 – Показатели работы мартеновского цеха ООО «Уральская Сталь» за 2002 год
| Элементы баланса | Печи | Среднее значение | |
| 1 | 9 | ||
| 1 | 2 | 3 | 4 |
| Календарных суток | 365 | 365 | 365 |
| Холодных простоев | 37,9 | 37,9 | 68,4 |
| Номинальных суток | 327,1 | 334,5 | 661,6 |
| Горячих простоев | 14,4 | 13,1 | 27,5 |
| Фактическое время | 312,7 | 321,4 | 634,1 |
| Годовой объем производства | 719608 | 790619 | 1510227 |
| Количество плавок | 3196 | 3561 | |
| Средний вес плавки, т. | 225,2 | 222,0 | |
| Продолжение таблицы 20 | |||
| 1 | 2 | 3 | 4 |
| Часовая производительность, т/ч | 109,9 | 105,71 | 198 |
| Длительность плавки, ч. | 4,1 | 4,2 | |
| Коэффициент экстенсивной нагрузки, (Кэк = Тф /Ткв) | 0,86 | 0,88 | 0,87 |
Похожие работы
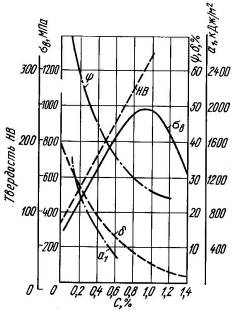

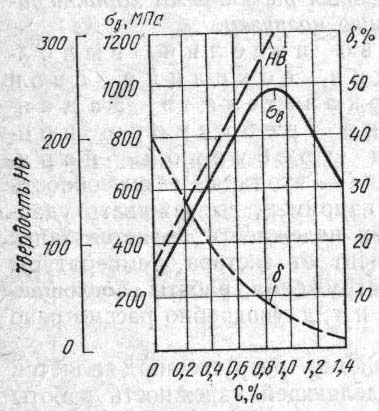
... стали даже при незначительном изменении его содержания. Т.о., углерод является основным элементом, при помощи которого изменяются свойства сплава на основе железа. 2. Влияние углерода на свойства стали С изменением содержания углерода изменяется структура стали. В зависимости от содержания углерода она может иметь следующий вид: < 0,8% C – Ф+П 0,81% C – П (100%) > 0,81% C – П + ...
... Фк = 365 × 24 = 8760 ч Номинальный фонд времени – это количество часов в году в соответствии с режимом работы без учета потерь. Так как термическое отделение высокотемпературного отжига анизотропной электротехнической стали работает непрерывно, то номинальный фонд равен полному календарному, то есть Фн = Фк = 8760 ч. Действительный фонд времени равен тому времени, которое может быть ...
... технический университет Физико -технологический факультет Кафедра физического металловедения Курсовой проект Тема: “ Проект термического отделения для обезуглероживающего и рекристаллизационного отжига изотропной электротехнической стали третьей группы легирования в толщине 0,5 мм в условиях ЛПЦ-5 АО НЛМК. Годовая программа 120000 тонн Выполнила ст. гр. МТ-94-1 Кузнецова Е. В. ...
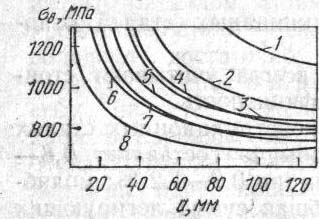
... высокой поверхностной твердости используют закалку ТВЧ (шестерни, коленчатые валы, поршневые пальцы и т.д.). Для получения высоких механических свойств в деталях сечением более 25–30 мм применяют легированные стали, которые обладают большей прокаливаемостью, более мелким зерном, их критическая скорость закалки меньше, следовательно, меньше закалочные напряжения, выше устойчивость против отпуска. ...
0 комментариев