Разработка технологического процесса
Выбор и обоснование типа производства
Назначение и обоснование технологических баз, схем базирования и установки заготовки
Формирование структуры вариантов технологического процесса (альтернативный вариант)
Выбор оптимального технологического процесса на основе технико-экономического анализа вариантов
Выбор оборудования и средств технологического оснащения
Выбор и расчет припусков и операционных размеров
Расчет норм времени и определение разряда работ
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
МЕРОПРИЯТИЯ ПО ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ В ЦЕХЕ
Исходные технико-экономические данные
Обоснование номенклатуры проектируемого цеха
Расчёт количества рабочих – операторов на участке
Определение потребности в основных материалах
Планирование фонда заработной платы
Технологические расчеты цеха и его технико-экономических
Расчет количества основных рабочих в цехе
Расчёт количества вспомогательных рабочих
Охрана труда, окружающей среды, противопожарные мероприятия и гражданская оборона
Навигация
Выбор и обоснование типа производства
Изготовление детали "кронштейн"
86401
знак
15
таблиц
8
изображений
1.4. Выбор и обоснование типа производства
Проектирование технологического процесса и разработка его маршрута должны выполняться с учетом типа организации производства. Различают три основных типа машиностроительного производства: массовое, серийное и единичное.
Для оценки типа производства можно воспользоваться характеристикой серийности, в основу которой положена классификация деталей по их массе и габаритам. В нашем случае годовая программа выпуска деталей составляет 11 единиц, и масса 1,96 кг устанавливаем тип производства – единичное.
1.5. Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Расчет заготовки делаем по ГОСТ 7829-70 «ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ, ИЗГОТОВЛЯЕМЫЕ КОВКОЙ». Исходя из размеров готовой делали(220х110х57) производим расчет припусков.
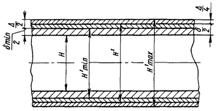
H - обдирочный размер заготовки или номинальный размер детали; dmin - наименьший припуск на размер H;
d - номинальный припуск на размер H;
![]() мм
мм
![]() мм
мм
![]() мм м
мм м
H¢min - наименьший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢ - номинальный (расчетный) размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢max - наибольший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
D - поле предельных отклонений размера поковки
![]() мм
мм
![]() мм
мм
![]() мм
мм
В данный момент на производстве применяем поковкк размерами
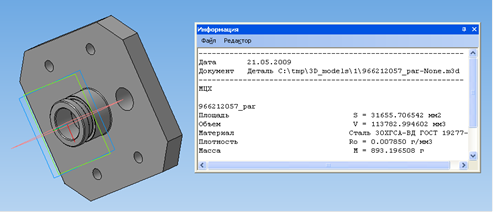
231мм х 121мм х 65мм. Выполняется по ТУ 1-92-156-90 группа контроля 2 с шероховатостью поверхностей Ra 3.2, без выполнения штамповочных уклонов. Для нахождения массы поковки воспользуемся программой КОМПАС.
Деталь
Объем V = 1963118.400000 мм3
Материал Сталь 30ХГСА ГОСТ 1050-88
Плотность Ro = 0.007820 г/мм3
Масса M = 15351.585888 г
Способ получения заготовки, схож с действующий в производстве, предполагается не менять заготовку.
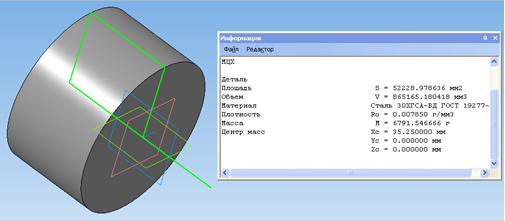
Изначальным материалом для поковки будет являться круг D=200 мм, высотою Н=65 мм.
Объем данного круга равен V=π·D2·H/4=3,14·2002·65/4=2041000 мм3,
Что является достаточным.
1.5.1 Определение стоимости заготовки При бухгалтерском методе расчёта цеховая себестоимость заготовки
С з.ц. = С м + З п (1 + ![]() ,
,
где С м – затраты на материал; З п – заработная плата рабочего; Z – коэффициент, зависящий от условий производства, колеблется от 150 до 800%, принимается равным 200%.
С м = С 1 · Мз – Ц отх М отх,
где С 1 = 50 рублей – стоимость 1 кг материала; Ц отх = 5 рублей – цена 1 кг реализуемого отхода; М отх – масса реализуемых отходов.
В базовом варианте М отх = 15,35 – 1,96 = 13,39 кг, а затраты на материал
С м = 50 · 15,35 – 5 · 13,39 = 700,55 руб.
Заработная плата 3-х рабочих (см. ниже) в кузнице на одну заготовкуЗ п = 3 · Ч · Т шт-к
где Т шт-к – штучно-калькуляционное время на кузнечную операцию; Ч = 10,51 руб – часовая тарифная ставка 4 разряда.
Т шт-к = (Т о + Т в) К · К м + ![]() ,
,
где Т о и Т в – соответственно суммарное основное и вспомогательное время по всем переходам; К = 1,22 – коэффициент к оперативному времени на организационно-техническое обслуживание рабочего места и перерывы на отдых и личные надобности; К м = 2 – поправочный коэффициент на марку стали 30ХГСА.
На ковочной операции выбран тяжёлый молот с массой падающих частей 5 т, а состав бригады из трёх человек: кузнеца, подручного кузнеца и машиниста молота.
Содержание работы и время на её выполнение по двум операциям:
- загрузить заготовку в печь, выгрузить заготовку из печи, уложить поковку – 0,31 · 2 = 0,68 мин;
- взять заготовку клещами, поставить и осадить – 0,27 мин;
- переустановить поковку перевёртыванием – 0,1 мин;
- основное время на один удар – 0,009 мин; число ударов при осадке – 32
- время на осмотр заготовки – 0,03 ·2 = 0,06 мин.
Подготовительно-заключительное время Т п.з. складывается из времени на получение задания и инструктаж, а также сдачу партии поковок – 16 мин. Штамп универсальный с плоским бойком, поэтому времени на смену штампа не затрачивается.
Таким образом, при изготовлении партии поковок n = 11 штукам суммарное штучно-калькуляционное время на двух ковочных операциях
Т шт-к = (1,04 + 2,27) · 1,22 ·2 + ![]() = 9,53 мин.
= 9,53 мин.
З п = 3 · 10,51 · 9,53/60 = 219,8 руб.
По базовому варианту технологического процессаС з.ц. = 700,55 + 219,8 (1 + 2) = 955,65 руб,
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
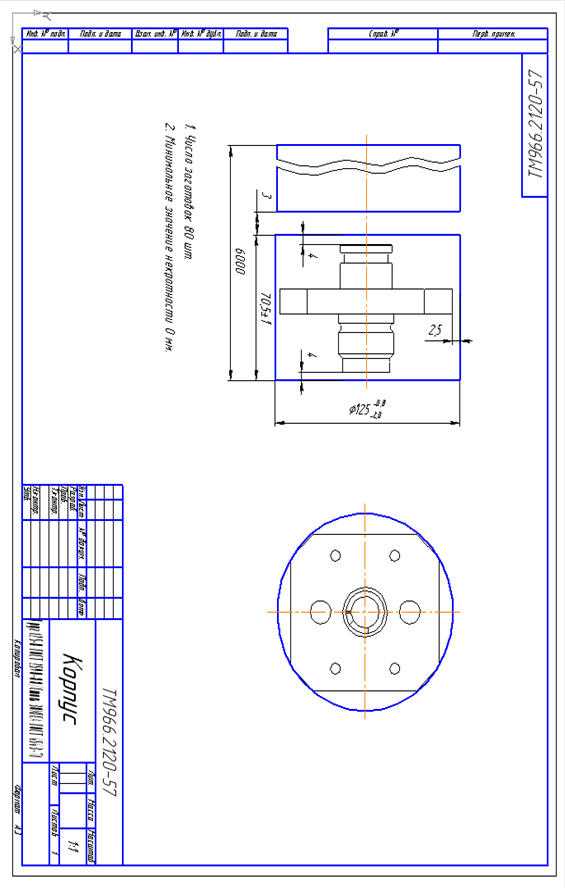
... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
0 комментариев