Навигация
Получение стали в электрических печах
37263
знака
0
таблиц
0
изображений
2.3. Получение стали в электрических печах
Получение стали в электрических печах из года в год увеличивается, так как в них можно получить более высокую температуру и восстановительную или нейтральную атмосферу, что очень важно при выплавке высоколегированных сталей.
Для производства стали наиболее часто применяют дуговые трехфазные электрические печи с вертикальными графитовыми или угольными электродами и непроводящим подом. Ток, нагревающий ванну в этих печах, проходит по цепи электрод–дуга–шлак–металл–шлак–дуга–электрод. Вместимость таких печей достигает 270 т.

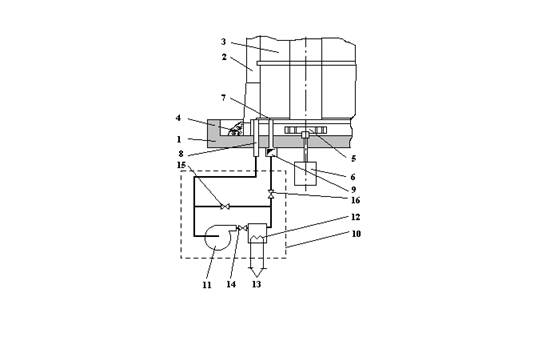
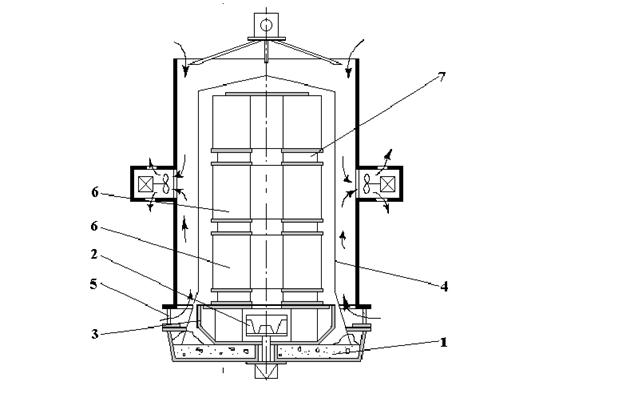
Рисунок 4 – Трехфазная дуговая электропечь:
1 – выпускной желоб; 2 – дверка; 3 – свод; 4 – металлическое кольцо (пята свода); 5 – поперечины электродов; 6 – зубчатый сегмент для наклона печи; 7 – электромотор для наклона печи; 8 – ручной маховичок; 9 – коробка зубчатой передачи; 10 – кожух печи; 11 – электорды; 12 – охлаждаемые уплотнительные кольца; 13 – зажимы; 14 – ползуны; 15 – колонки для подъема электродов; 16 – медный кабель; 17 – стальной трос.
На рисунке 4 представлен внешний вид такой печи. Печь состоит из металлического кожуха цилиндрической формы и сферического или плоского дна. Внутри печь футерована огнеупорными материалами. Дуговые печи могут быть кислыми и основными. В основных печах подина выкладывается из магнезитового кирпича, сверху которого делается набивной слой из магнезита или доломита (150–200 мм). Соответственно в кислых печах применяют динасовый кирпич и набивку из кварцита на жидком стекле.
В цилиндрической части печи имеется рабочее окно и выпускное отверстие с желобом. Электрические печи имеют механизмы для наклона печи в сторону выпускного отверстия на 40–45° для слива металла и на 10–15° в сторону рабочего окна для скачивания шлака. Механизмы для наклона печей довольно разнообразны. Свод печи обычно сферический и через него опускают в печь три цилиндрических электрода. Рядом с печью помещены механизмы для подъема электродов и понижающий трансформатор, через который печь питается и регулируется ее тепловой режим. Мощность трансформатора зависит от размеров и емкости печи. Так, 10-тонные печи имеют мощность трансформатора 3500 кВ А, а 250-тонные печи – 60 000 кВА. Трансформатор печи имеет на низкой стороне несколько ступеней напряжения (от 3 до 12), переключая которые, можно регулировать энергетическую нагрузку электродов.
Загрузку печей производят через окно (с помощью мульд и завалочной машины) или через свод (с помощью загрузочной бадьи или сетки). В этом случае свод с электродами делают съемным и в период загрузки его поднимают, а печь отводят в сторону и мостовым краном сразу или в два приема загружают полную садку печи. После этого сводом вновь быстро накрывают печь.
В зависимости от состава перерабатываемого сырья, характера выплавляемой стали, а также конструкции и материала футеровки печи ход выплавки стали существенно меняется. Для примера кратко разберем плавку стали с окислением в основной дуговой печи. Эта плавка ведется в том случае, если перерабатываемое сырье содержит фосфор и значительно отличается по составу других элементов от заданной марки стали. После загрузки печи тем или иным способом электроды опускают на металлическую шихту, предварительно засыпав ее сверху известью в количестве 2–3% от массы загруженного в печь металла. Известь способствует ровному горению дуги, предохраняет материалы от поглощения газов и быстрее образует шлак. Плавление ведут при наибольшей мощности печи (на самых высоких ступенях напряжения), чтобы быстрее создать в печи жидкую фазу.
Еще до полного расплавления шихты в печь засыпают известь и железную руду, обычно около 1 % от массы металла, для получения в первом периоде плавки окислительного шлака. Через 10–15 мин после загрузки руды из печи скачивают 60–70% шлака, с ним удаляется большая часть фосфора так же, как и при плавке в мартеновской печи, преимущественно в виде фосфатов железа.
После скачивания шлака в печь опять засыпают известь (1,0–1,5% от массы металла), полностью расплавляют и нагревают металл и порциями засыпают железную руду и известь. По мере повышения температуры усиливаются окисление углерода и кипение ванны, что, как известно, способствует удалению из металла растворенных в нем газов и неметаллических включений.
В период кипения для полного удаления фосфора из металла несколько раз сливают шлак. Вместо слитого шлака наплавляется новый. Шлаки окислительного периода на заводах называют черными, так как присутствующие в них окислы железа окрашивают их в черный цвет.
После того как содержание углерода в металле достигает нижнего предела заданной марки, а содержание фосфора снижается До 0,015%, шлак опять удаляют и дают ванне «прокипеть» 25 мин, без присадки руды (т.е. проводят чистое, или безрудное, кипение). После этого начинают восстановительный период плавки. Он начинается загрузкой в печь смеси извести, плавикового шпата CaF2 и мелкого кокса для образования уже восстановительного шлака. Имеющаяся в металле ванны закись железа и марганца при этом начинает переходить в шлак и восстанавливаться имеющимся в шлаке углеродом кокса. После побеления шлака в него вводят более сильные восстановители – молотый ферросилиций или алюминий.
Отличительной особенностью выплавки стали в электрических печах является активное раскисление шлака, что приводит к диффузионному раскислению металла, непрерывно отдающему растворенную в нем закись железа за счет диффузии ее в восстановительный шлак. Такой метод раскисления предотвращает загрязнение металла неметаллическими включениями, выделяющимися при раскислении.
При выплавке углеродистой стали в дуговых электрических печах иногда применяют карбидные шлаки, имеющие более высокие восстановительные способности, чем белые. Для образования карбидного шлака в печи поднимают температуру, переводя печь на более высокую ступень напряжения, и увеличивают загрузку извести, плавикового шпата и особенно мелкого кокса по сравнению с их дозировкой для образования белого шлака. Такой шлак обладает большей раскислительной способностью, чем белый, так как в нем содержится карбид кальция и меньше окислов железа. Выдержка металла под карбидным шлаком значительно снижает содержание кислорода в металле не только за счет диффузии закиси железа в шлак, но и ее восстановления. При этом еще успешнее идет и удаление в шлак серы.
Продолжительность выплавки стали в дуговой печи составляет 6–5 ч и зависит от ее мощности и конструкции, выплавляемой марки стали, а также характера исходного сырья. Так, загрузка завалочной машины 35-тонной печи занимает около 1 часа, а для загрузки сверху требуется лишь несколько минут. На восстановительный период стали простого состава требуется примерно 1,5 ч, для легированных сталей – 2–2,5 ч. Если шихта требует окисления примесей, то продолжительность периода в зависимости от количества примесей составляет от 40 до 80 мин.
Существенно отличается от описанной выплавка стали в кислой дуговой печи, которая требует кислых шлаков и не создает условий для удаления серы и фосфора. Для повышения интенсивности окисления и кипения плавку ведут при более высокой температуре, чем в основной печи и засыпают в печь железную руду в количестве 2,0–4,0% от массы садки. По мере выгорания углерода содержание закиси железа в этом шлаке снижается до 15–17%.
Расход электроэнергии на 1 т выплавляемой стали зависит от мощности и конструкции печи, продолжительности плавки, и, следовательно, характера сырья и выплавляемой и заданной марки стали. На 1 т выплавляемой углеродистой стали расходуется 500–700 кВт ∙ ч, легированной стали – до 1000 кВт ∙ ч.
Выплавка стали в индукционных печах применяется в черной металлургии значительно реже, чем в дуговых. Для этой цели используют обычно печи без железного сердечника, состоящие из индуктора в виде катушки (из медной трубки, охлаждаемой водой), являющейся первичной обмоткой, окружающей огнеупорный тигель, куда загружается плавящийся металл. Магнитные силовые линии, создаваемые катушкой, проходя через металл, находящийся в тигле, вызывают в нем вихревые токи, которые нагревают и плавят его. Так как в индукционных печах тепло возникает в металле, шлак в них нагревается только через металл. Вместимость современных индукционных печей достигает нередко 5 т, а в отдельных случаях и 15 т.
Крупные печи могут работать на переменном токе с промышленной частотой в 50 периодов; более мелкие нуждаются в генераторах, работающих на частоте 500–2500 периодов в секунду. Эти печи с успехом используются для переплавки чистых легированных сталей, так как высокая температура, возможность работы в вакууме и отсутствие науглероживания металла электродами дают возможность получить в них стали с малым содержанием углерода и различные сложные сплавы, к которым предъявляются повышенные требования.
3. Технико-экономические показатели и сравнительная характеристика современных способов получения стали
Технико-экономические показатели производства стали зависят от большого числа факторов и изменяются в очень широких пределах. Решающее значение среди этих факторов имеют способ производства и Применяемая технология, характер исходных материалов, конструкция и размеры сталеплавильных агрегатов, а также уровень квалификации и мастерство обслуживающего персонала.
Различные способы производства стали имеют свои преимущества и недостатки.
Преимуществом конверторных способов производства стали является незначительный расход топлива и небольшой расход других видов энергии на единицу получаемого металла, а также высокая производительность на одного рабочего и единицу производственной площади. Строительство конверторных цехов обходится намного дешевле мартеновских. Продолжительность получения стали в конверторе исчисляется минутами, а в мартеновских и электрических печах часами.
Недостатком конверторных способов получения стали является ограниченность их применения (в основном для получения только углеродистой и некоторых низколегированных сортов стали) и трудность получения стали точно заданной марки. Качество аналогичных сортов стали, полученных в мартеновских печах и конверторах, работающих только на техническом кислороде, близко, но сталь, полученная в конверторах, продуваемых воздухом, обладает пониженными механическими свойствами из-за растворенного в ней азота. В конверторах происходит наибольший угар металла (6–9%), и выход годного продукта пока не превышает 90%.
Мартеновский способ является основным способом получения стали. Главное его преимущество – большая универсальность как в смысле выплавки широкого сортамента углеродистых и легированных сталей, так и в смысле потребляемых исходных материалов. В мартеновских печах можно перерабатывать передельные чугуны любого состава как в твердом, так и в расплавленном состоянии, различный лом и вводить в шихту другие добавки (руду, окалину и т.п.).
Выход годной стали, благодаря небольшому угару, при мартеновской плавке выше, чем при конверторном переделе, и составляет 90–96% металлической завалки.
Недостатком мартеновского способа получения стали является большая продолжительность плавки, превышающая несколько часов, и большой расход топлива особенно при работе на твердой завалке.
Получение стали в дуговых электрических печах имеет неоспоримые преимущества, важнейшими из которых являются очень высокое качество получаемой стали, возможность выплавлять любые марки стали, включая высоколегированные, тугоплавкие и жаропрочные. Плавка в электрических печах дает минимальный угар железа по сравнению с другими сталеплавильными агрегатами и, что особенно важно, минимальное окисление дорогостоящих легирующих присадок благодаря нейтральной атмосфере в печи. Следует отметить удобство регулирования температурного режима и легкость обслуживания этих печей.
Недостатком выплавки стали в дуговых электрических печах является потребность в большом количестве электроэнергии и высокая стоимость передела, так как на 1 т стали при твердой закалке расходуют от 600 до 950 кВт ∙ ч электроэнергии. Поэтому дуговые электрические печи применяют главным образом для получения высоколегированных и других дорогих сортов стали, предназначенных для ответственных изделий.
Для повышения качества стали и увеличения производительности отдельных агрегатов иногда применяют так называемые дуплекс-процессы. Для этого сталь из кислородного конвертора направляют на доводку в основную мартеновскую печь или дуговую электрическую печь, но такое комбинирование пока не нашло широкого применения.
ЛИТЕРАТУРА
1. Арист Л.М. и др. Модернизация и долговечность агломерационного и доменного оборудования. М., «Металлургия», 2001.
2. Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы. Учебник для техникумов. М., «Высшая школа», 2000.
3. Общая металлургия. Учебник для вузов. М., Издательство «Металлургия», 2001.
4. Целиков А.И. и др. Машины и агрегаты металлургических заводов. Учебник для вузов. М., «Металлургия», 1992.
5. Целиков А.И. Металлургические машины и агрегаты: настоящее и будущее. М., «Металлургия», 1998.
Похожие работы

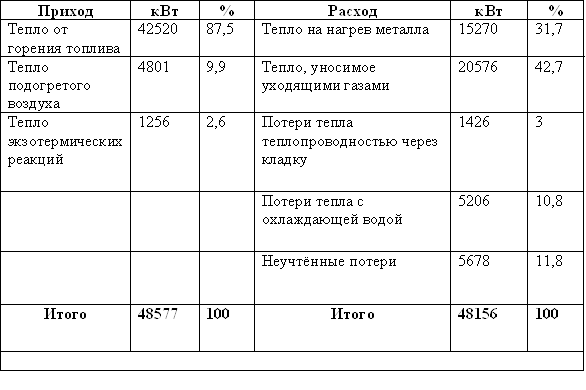
... через окно задачи: Потери тепла через окно выдачи: Общие потери тепла излучением: 6) Потери тепла с охлаждающей водой. В табл.1 [4] указаны водо-охлаждаемые элементы методических печей и потери в них. Расчётом определяем только потери в продольных и поперечных трубах, так как это составляет 80-90% от всех потерь. Остальные потери учитываются увеличением полученных потерь в трубах на ...

... приложении 2. Этот документ содержит ответы на такие вопросы: что должен знать работник, что уметь, его права и обязанности. [10] Существует три формы организации ремонтного хозяйства на металлургических предприятиях: Ø централизованная; Ø децентрализованная; Ø смешанная. При децентрализованной форме ремонтные средства и персонал находятся в ведении и цехов предприятия. При ...
... 4.1. Изучение влияния вида атмосферы и типа колец на длительность периода охлаждения На основе проведенных исследований, с помощью математической модели, где изучалось влияние вида атмосферы на длительность периода охлаждения, получены результаты которые представлены на рис. 6 -11. Кривые охлаждения садки колпаковой печи при различном содержании водорода в газе 1 - 5 % Н2; 2 - 25 % ...
... обзор Проходные печи с роликовым подом Существующие печи по технологическому назначению делятся на: 1) нагревательные и 2) термические. Нагревательные печи используют для нагрева заготовок перед последующей обработкой давлением—прокаткой, ковкой, штамповкой и т. п. Нагрев изделий под термообработку производится в термических печах. В прокатных цехах для нагрева металла перед прокаткой и ...
0 комментариев